Способ задания перемещений исполнительному органу металлорежущего станка с системой программного управления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 408707
Автор: Лещенко

Текст
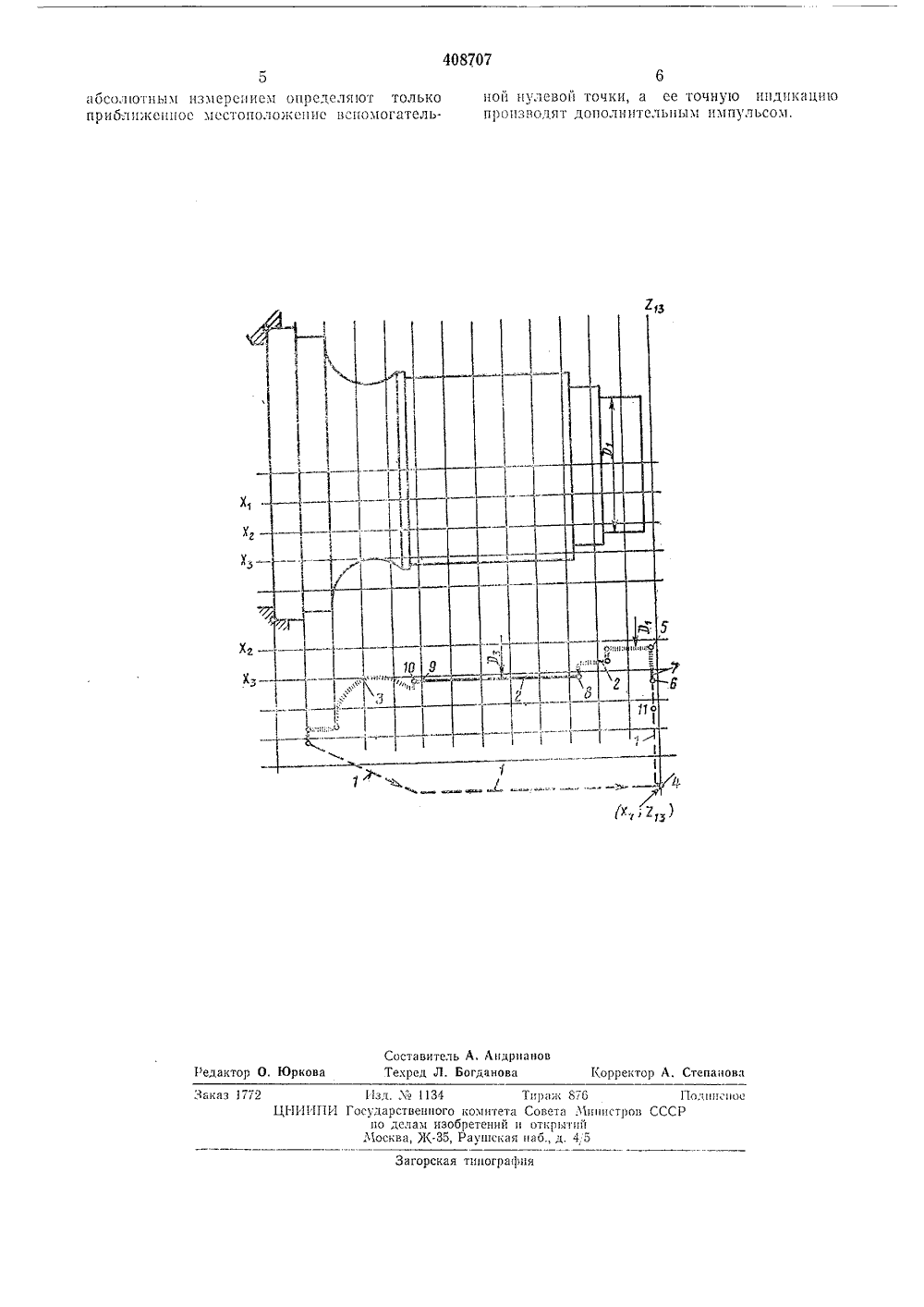
ОП ИСАН И Е ИЗОБРЕТЕН ИЯ й АВТОРСКОМУ СВИДИВЛЬСПО 408707 Союз Советских Социалистических Республик456271,25-8 Заявлено 13.Л 1.1 киприсоедицением за Государственный комитет Совета Министров СССР по делам изобретенийПриоритет -ЛК 62-503,5 (088.8) 3. Б юлл стен ь1 саппя 27.Н 11,19 пуолцковацо 30.Х 1,19 ата опубликования о открыти втор обретения Лещенко Экспериментальный научно-исследовательский инсти металлорежущих станков аявитель 25 О СПОСОБ ЗАДАНИЯ ПЕРЕМЕЩ ОРГАНУ МЕТАЛЛОРЕЖУЩЕ ПРОГРАММНОГИзобретение касается обработки деталей на металлорежущих станках, преимущественно токарного типа, и может быть использовано как во вновь проектируемых станках, так и при модернизации уже существующих и эксплуатирующихся станков,Известны способы размерных перемещений рабочих органон металлорежущих станков с числовым программным управлением, задаваемых различными методами: методом абсол 1 отного измерения, методом приращений, в так называемой уциверсальцой системе, и тем и другим методом. Однако во всех случаях в контурных системах программного управления, в том числе и в универсальной системе, обеспечивающей абсолютность измерения за счет запоминания, отработку перемещений приходится вести методом приращений с обязательным счетом импульсов. Необходимость счета импульсов высоких частот усложняет как систему, так и привод, отрабатывающий заданныс перемещения, вызывает опасность пропуска отдельных импульсов, для предотвращения которой систему приходи 1 ся выполнять с чрезмерными коэффициентами запаса по надежности.Целью изобретения является исключение необходимости в счете импульсов при отработке перемещений вдоль осей 1 коордипат и замены его контролем датчика абсолютного измерения, повышение возможной точности отНИЙ ИСПОЛ НИТЕЛЪНОМСТАНКА С СИСТЕМОЙУПРАВЛЕНИЯ счета путем дополнения датчика абсол 1 отцого измерения импульсным датчиком и, кроме того, уменьшение погрешности, вызываемой наличием накопленной ошибки шага ходового винта,Это достигается путем задания и отработки перемещения с разделением его на две неравные части, из которых первая, основная, контролируется датчиком абсол 1 отного измерения, а вторая, меньшая дискретности датчика, выполняется обычным методом приращений,Для реализации предлагаемого способа используется система числового программного управления, отличающаяся от обычной наличием дополнительного связанного с приводом датчика абсолютного измерения, а в случае необходимости повышения точности отсчета и наличием соединенного с первым датчиком второго, импульсного датчика,Предлагаемый способ основан на принципе использования в программируемом цикле нс только одной, как обычно, исходной, нулевой точки, а целого ряда таких точек, условно мь гущих быть названными вспомогательными нулевыми точками, привязываемых к отдельным перемещениям. На чертеже показана конфигурация подлежащего обработке валика и соответствуоная траектория перемещений инструмента на фоне3координатной (воображаемоц) сетки вспомогательных нулевых точек.Прогряммируюяя и отрабятываехЯя траектория перемещений инструмента состоит цз чередующихся участков, отличаюцихся величиной принятой скорости перемещения и способом их отработки, Согласно способу предусматриваются три вида перемещения, первый из которых - ускоренные холостые перемегцеция, обозначенные цифрой 1, выполняемые без счета импульсов. Второй вид - это перемещения 2, выполняемые со скоростями рабочих подач, но без счета импульсов. Третий вид - перемещения Л, выполняемые со скоростями рабочих подач, но со счетом импульсов в системе приращений,Первое перемещение в цикле - из нулевой исходной точки 4 до установки ца позицию в точке 5, соответствующую диаметру Р вклочяет все указанные выше три вида перемещений: отрезок 4 - 6 проходится ца быстром ходу без счета импульсов, отрезок 6 - 7 соответствует рабочей подаче без счета импульсов, отрезок 7 - 5 должен быть отработан на той же рабочей подаче, но со счетом импульсов, в системе приращений. Исходная нулевая точка должна лежать в какой-либо из координат сетки, создаваемой абсолютными ц импульсными датчиками каждой координаты. В рассматриваемом примере она совпадает с координата- миХ,иЯзРасстояние между потенциальными нулевыми точками по каждой из осей координат, например Х, - Х, = Х, - Х, и т. д., равно дискретности датчиков в системе, в основном опре. деляется удобствами программирования и может выбираться в довольно широких пределах, цо для унификации програхмировяния должно быть нормализовано.В рассматриваемом примере первое перемещение цикла из точки 4 в точку 5, определяющую диаметр первой ступени валика, отличается наличием трех характерных точек: точки 6, соответствующей переходу с ускоренного перемещения на пониженную скорость, точки 7, совпадающей с координатой Хизмеряемой и определяемой датчиками системы и являющейся вспомогательной нулевой точкой, и точки 5, определяющей момент выхода ня заданный размер и окончание поперечного перемещения, Точка 6 задается упреждающим устройством автоматически и не программируется (при необходимости двухступенчатого снижения скорости могут быть две таких точки), Наличие точки 7 является принципиальным отличием предлагаемого способа отработки перемещений, создающим ряд преимуществ. Главным является отсутствие необходимости в счете импульсов при перемещении от точки 4 до точки 6 и, следовательно, возможность значительного упрощения системы управления и привода. Снижается также вероятность появления погрешности от случайных ошибок и помех, так как теперь они могут появиться только на участке между точка 408707ми 7 и 5, а це ца во много раз большем участке 4 - 5, кяк прц обычном способе отработки.Как показано далее цс схеме переыеще"5 цие для обработки ступени с диаметром Рзпосоображениям повышения надежности также запрограммировано в абсолютной системе от точки 8 до вспомогательной нулевой точки 9.Здесь также снимаются все возможные слу О чайные погрешности, а новые могут проявиться только на пути от точки 9 до точки 10. Далее идет контурное перемещение, которое может отрабатываться только в системе приращений, а также короткие прямолинейные пере 15 мещения, для которых цет смысла вводить отработку в абсолютной системе, Поэтому далее отработка в абсочютной системе используется только для осуществления быстрого холостого перемещения от точки 9 до исходной нулевой 20 точки 4.Предлагаемый способ позволяет получитьце только уверенность в отсутствии случайных погрецностей, могущих накопиться за время предыдущих перемещений, но и облегчает 25 устранение в процессе программировасния некоторых систематических погрешностей, например влияния накопленных погрешностей шага ходового винта, путем учета фактического, я це номинального положения вспомога тельных точек. Это можно делать и при обычных способах программирования, цо в предлагаемом способе точки коррекции более конкретны, их легче аттестовать.В зависимости от того, с каким типом си стемы применяется данный способ, точка 6 может дублироваться. Так, при шаговой системе с электрогидравлическими двигателями величины опережения скорости быстрого холосто- ГО ходя ня частоту ъенее 2000 гс 1, предстявлец О ного отрезком между точками 6 и 7, можетОКЯЗЯТЬСЯ ЦЕДОСТЯТОЧЦО ПОСКОЛЬКУ ЭТОТ ОТРЕ- зок меньше одной дискреты. В этом случае должна вводиться дополнительная точка 11 предварительного торможения (двухступецча 45 тое торможение).Предмет изобретения1. Способ задания перемещений исполни тельному органу метяллорежущего станка ссистемой программного управления, основанный ца ззерении пройденного пути датчиком обратной связи, оглсссасосссссссся тем, что, с целью повышения точности отсчета и упроще ция системы управления, весь диапазон перемещения разбивают рядом потенциальных нулевых точек, одну из которых выбирают в качестве обычной нулевой точки, а другую, лежащую на траектории перемещения и бли жайшую к его концу, выбирают как вспомогательную, причем отрезок пути до вспомогательной точки отрабатывают методом абсолютного измерения, а после нее методом приращений55 2. Способ по п, 1, отличающийся тем, что408707 Составитель А. АндрианоТекред Л. Богданова ктор О. Юрков оррект Степанов Заказ 1772 Поди исиос ЦНИИП агорская типография аосолютным измерением определяют только приолиткеп 11 ое местополоисе 1111 е вспомогательИзд. Лв 1134 Государствениог ио делам из Москва, Ж.З 5ной нулевой точки, а ее точную индикациюпроизво,1.ят дополнительным импульсом,Тирап 8/6комитета Совета Мпиистров СС бретений и открытийРаушская иаб., д. 4 5
СмотретьЗаявка
1456271
Экспериментальный научно исследовательский институт металлорежущих станков
Ю. А. Лещенко
МПК / Метки
МПК: B23Q 15/00, G05B 19/00
Метки: задания, исполнительному, металлорежущего, органу, перемещений, программного, системой, станка
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/3-408707-sposob-zadaniya-peremeshhenijj-ispolnitelnomu-organu-metallorezhushhego-stanka-s-sistemojj-programmnogo-upravleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ задания перемещений исполнительному органу металлорежущего станка с системой программного управления</a>
Устройство для контроля перемещения подвижной системы электромагнитного аппарата постоянного тока

Номер патента: 546856
Опубликовано: 15.02.1977
Автор: Соколов
МПК: G05B 23/00
Метки: аппарата, перемещения, подвижной, постоянного, системы, электромагнитного
...усилителя 5 преобразуется линейным детектором-ограничителем 6 в прямоугольные импульсы положительной полярности, которые поступают на один из входов схемы совпадения 8.С выхода дифференцирующего усилителя 5 напряжение также поступает на вход блока 7 снятия импульса, который в момент остановки подвижной системы в фиксированном конечном положении после срабатывания, снимает уровень напряжения с другого входа схемы совпадения 8 (осциллограмма С 7 з, фиг. 2,а, б), и входа триггера 9, на выходе триггера 9 появляется уровень напряжения и лампочка 12 загорается (осциллограмма (7 фиг. 2, а, б), что соответствует нормальному срабатыванию аппарата 3.Двоичный счетчик 10 считает импульсы с выхода схемы совпадения 8 только до момента...
Формирователь импульсов управления электронной системой зажигания

Номер патента: 1373047
Опубликовано: 30.07.1991
Авторы: Лангуев, Пономаренко
МПК: F02P 5/04
Метки: зажигания, импульсов, системой, формирователь, электронной
...формирования переднего Фронта выходного импульса формирователя на выходе триггера 5 и тем самым исключаются сбои в работе формирователя при переключении режимов его работы. Информация о положении заднего франта импульса на выходе Формиро вателя передается в формирователь посредством импульса, подаваемого ио шине 7. В режиме работы формирователя в диапазоне низких оборотов вала двигателя обеспечивается возможность получения информации с положения заднего Фронта до начала формирования переднего фронта импульса управления. С этой целью импульс по шине 7 подают с опережением на заданный постоянн.й 25 угол поворота вала двигателя относительно угла, при котором должен формироваться задний фронт выходного импульса формирователя. Этот угол...
Устройство для измерения перемещений в системах программного управления
Номер патента: 736050
Опубликовано: 25.05.1980
Авторы: Арманд, Горохов, Грызенков, Прохоров, Устинов
МПК: G05B 19/26
Метки: перемещений, программного, системах
...сдвиг точки отсчета на величину + Вк Л сч, где5+1, если ь(х) убывает в точкеХк- 1, если Ь(х) возрастает вточке Х,.Таким образом, рассмотренная схемаформирования корректирующего воздействия позволяет компенсировать прбиэвольную систематическую ошибку путем формирования сигнала разрешения в произвольной точке коррекции и произвольного,задания направления корректирующего воздействия.Во многих случаях, встречающихсяна практике, при работе на цифровых отсчетных устройствах необходимо иметьпроизвольное начало отсчета, С этой20целью в устройстве предусмотрена произвольная установка точки начала отсчета ивведен логический блок 3,Принцип действия блока 3 заключаетсяв том, что при переходе через точку, выбранную за начало отсчета справа...
Преобразователь перемещения в код

Номер патента: 886025
Опубликовано: 30.11.1981
Авторы: Бурденко, Головашкин, Мингазудинов
МПК: G08C 9/00
Метки: код, перемещения
...отсчета 5, элементыпамяти б и 7, элементы сравнения 8и 9, реверсивный счетчик грубого отсчета 10,Пусть в счетчик точного отсчета( ТО) записываются измерительные пачки с нарастающим числом импульсов.Если рассмотреть состояние триггеровстаршей декады счетчика ТО ( табл.)то видно, что в моменты переполнениясчетчика ТО т.е. перехода с пачки счислом импульсов 90,99 на пачку счислом О-;9 триггер ТИ (старший разряд)изменяет свое состояйие.Выходные сигналы датчика 1 (например, фотоэлектрического растрового датчика), преобразуются в блоке преобразования сигналов датчика 2 во З 5 временной интервал, длительность которого пропорциональна измеряемому перемещению, Далее временной интервал считываетс.; путем заполнения его счетными импульсами....
Система слежения за перемещением проката по технологической линии стана

Номер патента: 1629124
Опубликовано: 23.02.1991
Авторы: Андрейченко, Кошарный, Мамылова, Нечитайло, Самохатко
МПК: B21B 37/00
Метки: линии, перемещением, проката, слежения, стана, технологической
...нижняя иверхняя границы 1;, которые определяются как плюс, минус 5% расчетногозначения й ооц времени. Значения границы (рсц +5% втоц ) Взято дляпримера и определяется суммарной погрешностью метода расчета и входныхпараметров, используемых при расчетевремениц, В блоках 11 (12 и 13)сравнения производится сравнение фактической и расчетной таймограмм(12 и 13), который представляет собойнабор двух схем 49 и 50 сравнения,инвертора 51 и логической схемы И 52,логическая "1" на выходе блока 11 (12и 13) сравнения появляется, если зна-чение фактической таймограммы Г ,при прохождении -Ого межклетевогопромежутка будет находиться в пределах Г 1 .иц допуска с1 дс, +О 05 " асчЕсли по каким-либо причинам одиниз датчиков 1-4 наличия проката...
Предыдущий патент: Качающаяся резцедержавка с рычажным приводол
Следующий патент: Устройство для автоматической компенсации
Случайный патент: Импульсно-непрерывный стабилизатор постоянного напряжения