Стан для прокатки кольцевых деталей с внутренним профилемвссоюзнакгчlt; ••; c: p-txhist: . •”-1иот л
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
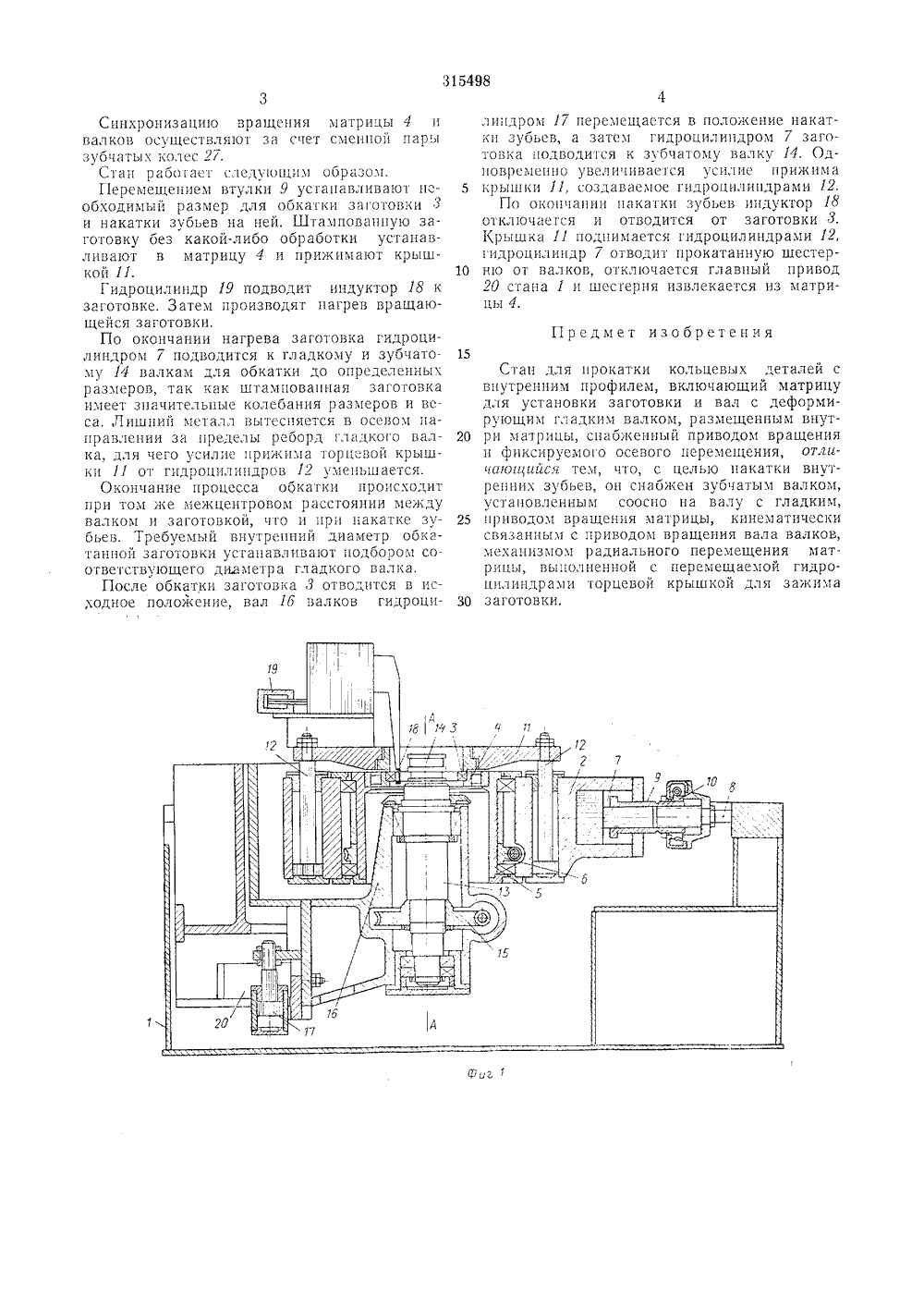
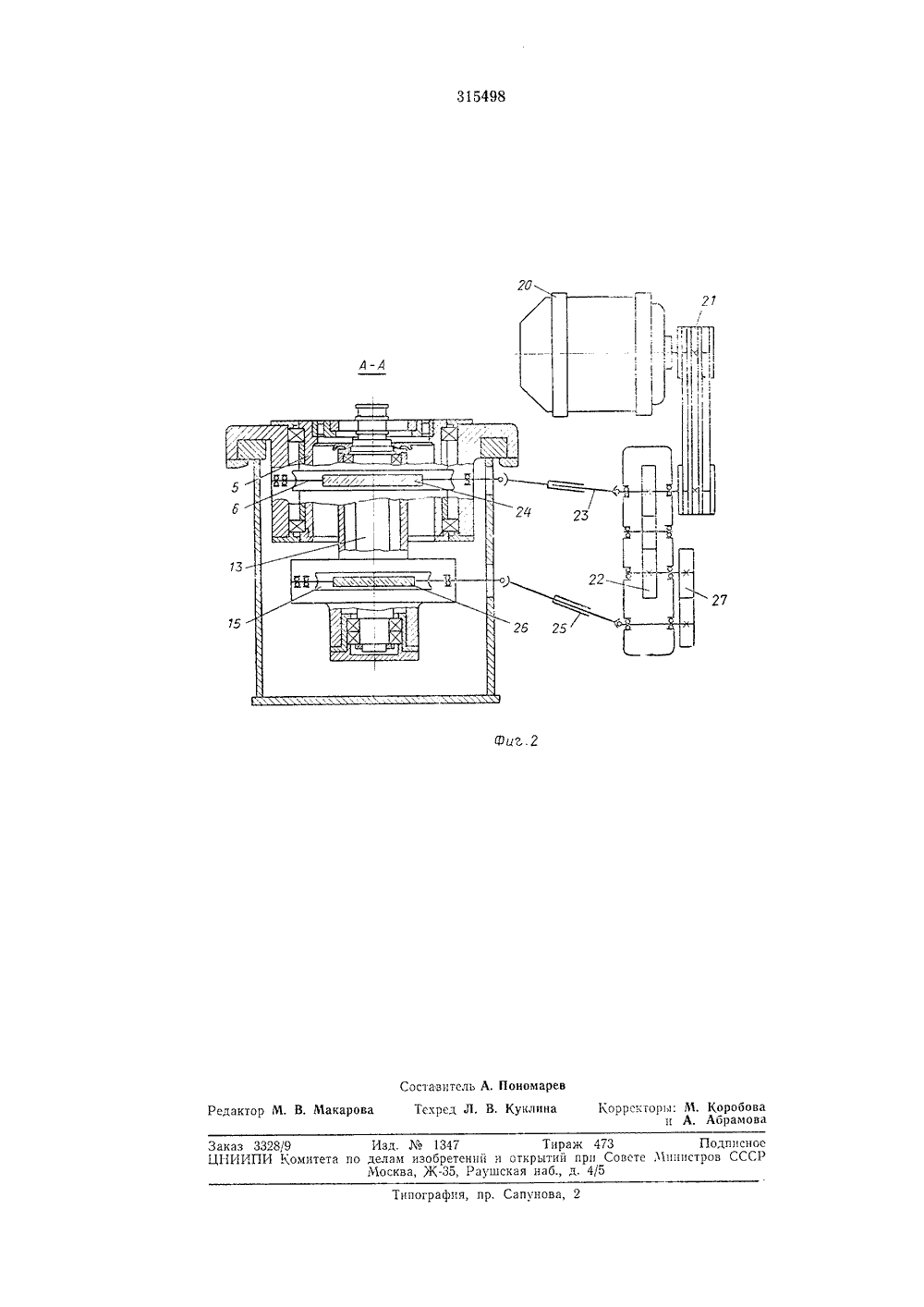
315498 ОПИСАНИЕ ИЗОБРЕТЕНИЯ Сшоз Советовав Социалистичвсккл РеспубликЗависимое от авт. свидетельстваЗаявлено 24,11,1969 ( 1309588/22-2) МПК В 211 т 5/О присоединением заявкириоритет омктвт по аела изобретекий и отирытипри Совете МикистровСССР Опубликовано УДК 621.771.67(088.8) 971. БюллетеньЛата опубликования описания 2.Х 11.1971 Авторыизобретенияявитель Я ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙС ВНУТРЕННИМ ПРОФИЛЕМ СТАН Известен стан для прокатки кольцевых деталей с внутренним профилем, включающий неприводную вращающуюся матрицу для установки заготовки и вал с деформирующим гладким валком, размещенным внутри матри цы, снабженный приводом вращения и фиксируемого осевого и радиального перемещения.С целью накатки внутренних зубьев предлагаемый стан снабжен зубчатым валком, установленным сооспо на валу с гладким, при водом вращения матрицы, кинематически связанным с приводом вращения вала валков, механизмом радиального перемещения матрицы, выполненной с перемещаемой гидроцилиндрами торцевой крышкой для зажима за готовки.На фиг. 1 показан предлагаемый стан; на фиг. 2 - разрез по А - А на фиг. 1.На направляющих станины стана 1 размещен механизм 2 установки и зажима заго товки 3. Заготовка помещена в сменную матрицу 4, жестко соединенную со стаканом 5, на котором установлено червячное колесо б привода вращения матрицы.Перемещение механизма 2 по направляю щпм осуществляют гидроцилиндром 7, шток 8 которого закреплен с одной стороны станины стана. Для настройки хода гидроцилиндра 7 на требуемый размер прокатываемого зубчатого колеса предусмотрена втулка 9, пере мещаемая при помощи червячной пары 10 относительно неподвижного штока.Для заполнения впадин зубчатого валкаметаллом при прокатке заготовка 3 прижимается с торца крышкой 11 при помощи гидроцилиндров 12.Внутри механизма 2 на валу 13 расположены соосно установленные гладкий валок изубчатый валок 14. Вал 13 жестко связан счервячным колесом 15 привода валков.Вал 1 б валков выполнен перемещающимсяпо направляющим стойки закрепленной с другой стороны станины 1,Для перемещения вала 1 б валков из положения обкатки в положение накатки зубьев предусмотрен гидроцилиндр 17. Для нагрева заготовки в процессе прокатки внутри ее помещен секторный высокочастотный индуктор 18, который перемещают гидроцилиндром 19.Привод 20 стана 1 (см. фиг. 2) через клиноременную передачу 21 соединен с раздаточным редуктором 22 посредством карданного вала 23, связанного с червяком 24, находящимся в зацеплении с червячным колесом б привода вращения матрицы 4,Через карданный вал 25 раздаточный редуктор 23 также соединен с червяком 2 б, находящимся в зацеплении с червячным колесом привода вала валков.Синхронизацию вращения матрицы 4 и валков осуществляют за счет сменной пары зубчатых колес 27,Стан раоо Гает следъющпм ооразом, Перемещением втулки 9 устанавливают необходимый размер для обкатки заготовки 3 и накатки зубьев на ней, Штампованную заготовку без какой-либо обработки устанавливают в матрицу 4 и прижимают крышкой 11.Гидроцилиндр 19 подводит индуктор 18 к заготовке. Затем производят нагрев вращающейся заготовки.По окончании нагрева заготовка гидроцилиндром 7 подводится к гладкому и зубчатому 14 валкам для обкатки до определенных размеров, так как штампованная загоговка имеет значительные колебания размеров и веса, Лишний металл вытесняется в осевом направлении за пределы реборд гладкого валка, для чего усилие прижима торцевой крышки 11 от гидроцилиндров 12 уменьшается.Окончание процесса обкатки происходит при том же межцентровом расстоянии между валком и заготовкой, что и при накатке зубьев. Требуемый внутренний диаметр обкатанной заготовки устанавливают подбором соответствующего диаметра гладкого валка,После обкатки заготовка 3 отводится в ис,лдное положение, вал 16 валков гидроцисиндром 17 перемещается в положение накатки зубьев, а затем гидроцилиндром 7 заготовка подводится к зубчатому валку 14. Одновременно увеличивается усилие прижима 5 крышки 11, соз даваемое гидроцилиндрами 12.Г 1 о окончании накатки зубьев индуктор 188.Ерышка 11 поднимается гидроцилиндрами 12, гидроцилиндр 7 отводит прокатанную шестер ню от валков, отключается главный привод20 стана 1 и шестерня извлекается из матрицы 4.Предмет изобретения15Стан для прокатки кольцевых деталей свнутренним профилем, включающий матрицу для установки заготовки и вал с деформирующим гладким валком, размещенным внут ри матрицы, снабженный приводом вращенияи фиксируемого осевого перемещения, отличаоцийся тем, что, с целью накатки внутренних зубьев, он снабжен зубчатым валком, установленным соосно на валу с гладким, 25 приводом вращения матрицы, кинематическисвязанным с приводом вращения вала валков, механизмом радиального перемещения матрицы, выполненной с перемещаемой гидро- цилиндрами торцевой крышкой для зажима 30 заготовки.315498фиг.2Составитель А. Пономарев Редактор М. В. Макарова Тскред Л. В. Куклина Корректоры: М. Коробоваи А, Абрамова Заказ 33289 Изд.1347 Тираж 473 Подписное ЦНИИПИ Комитета по делам изобретений и открытий прп Совсте Министров ССС 1 Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2
СмотретьЗаявка
1309588
А. Ф. Аржанов, М. В. Васильчиков, А. Д. Кузьмин, С. П. Милютин, В. Ф. Муконин, П. М. Суражский, В. Н. Горшков
МПК / Метки
МПК: B21H 5/02
Метки: p-txhist, внутренним, кольцевых, прокатки, профилемвссоюзнакгчlt, стан, •"-1иот
Опубликовано: 01.01.1971
Код ссылки
<a href="https://patents.su/3-315498-stan-dlya-prokatki-kolcevykh-detalejj-s-vnutrennim-profilemvssoyuznakgchlt-c-p-txhist-1iot-l.html" target="_blank" rel="follow" title="База патентов СССР">Стан для прокатки кольцевых деталей с внутренним профилемвссоюзнакгчlt; ••; c: p-txhist: . •”-1иот л</a>
Привод вертикальных валков прокатной клети

Номер патента: 889168
Опубликовано: 15.12.1981
Авторы: Погребняк, Пономарев, Сахаров, Федоров
МПК: B21B 35/14
Метки: валков, вертикальных, клети, привод, прокатной
...в рас.точках выходных валов 2. В центре попарнонеравноплечей крестовины 8 выполнено сквозное отверстие 10, через которое проходит штанга 11, закрепленная нижним концом в нижнейголовке 5 шпинделя, а ее верхний конецимеет проушину 12. На редукторе 1 симмет.рично между штангами 11 установлен гидро.подъемник 13, выполненный в виде колонны14 с плунжером 15 внутри, заключенной вподвижную рубашку 16 двухконсольной траверсы 17, по концам которой шарнирно подве.шены захваты 18 с гнездами для проушин 12с верхней головкой шпинделя, позволяет использовать шпиндель со шлицевым соединением45 между шарнирами, что увеличивает долговечность работы привода и сокращает простоистана,Кроме того, наличие в предлагаемом приводе вертикальных валков...
Привод вертикальных валков прокатной клети

Номер патента: 1340849
Опубликовано: 30.09.1987
Авторы: Дудник, Лавроненко, Литвинов
МПК: B21B 35/14
Метки: валков, вертикальных, клети, привод, прокатной
...связаны между собой шлицевымсоединением 18,Привод вертикальных валков полкатной клети работает следующим образом.Крутящий момент от электродвигателей 1 к вертикальным валкам 7 передается через редуктор 2, верхнийшарнир 4, шлицевое соединение 18,нижний шарнир 6 шпинделей 5,При этомвертикальные двухполостные гидроцилиндры 11 установлены соосно со шпинделями 5,штоки 12 гидроцилиндров1 1 выдвинуты, захваты 13 охватываютпроушины 14 штанг 15, но между ними имеется зазор для обеспечениявращения проушин 14 совместно сошпинделями 5. При перевалке вертикальных вал,ков 7 подается давление в штоковуюполость вертикальных гидроцилиндров26 11, захваты 13 поднимаются, выбираютзазоры и поднимают нижние шарниры б,снимая их с вертикальных валков 7.Ход...
Привод вертикальных валков прокатной клети

Номер патента: 1523205
Опубликовано: 23.11.1989
Авторы: Матвейков, Ростовский, Шкарупа
МПК: B21B 35/14
Метки: валков, вертикальных, клети, привод, прокатной
...50Привод вертикальных валков прокатной клети работает следующим образом.Крутящий момент от электродвигателя (не показан) к вертикальным валкам 6 передается через редуктор 1, верх 55 ний шарнир 3, шпицевое соединение 18, нижний шарнир 5 шпинделя 4.При этом вертикальные двухполостные гидроцилиндры 10 установлены сопринудительного поворота в вертикальной плоскости от гидроцилиндра 9. Приэтом захваты 12 выводятся из зацепления с проушинами при помощи гидроцилиндра 13. Это позволяет обеспечитьсвободный доступ к узлам верхнего шарнира каждого шпинделя привода валков.2 ил,. осно со шпинделями 4, штоки 11 гидроцилиндров задвинуты, захваты 12 несвязаны с проушинами 14 штанг 15. Приперевалке вертикальных валков 6 захват 12 отведен гидроцилиндром...
Привод рабочих валков

Номер патента: 1378968
Опубликовано: 07.03.1988
МПК: B21B 35/00
Метки: валков, привод, рабочих
...осью вращеция и приводимую во вращение любым из известных двигателей, промежуточную звездочку 2, установленную на подвижный в направлении регулирования межвалкового зазора верхний рабочий валок, ведомую звез дочку 3 с неподвижной осью вращения, ведомую звездочку 4, имеющую возможность смещения для первоначальной регулировки натяжения цепи 5.Привод работает следующим образом.Крутяций момент подводится к ведущей звездочке 1. Вращение промежуточной звездочки 2 в противоположную сторону осуществляется путем передачи крутящего момента через цепь 5.Изменение межвалкового зазора становится возможным в связи с возвратнопоступательным перемещением промежуточной звездочки 2 в радиальном нгправлении вместе с перемещениями верх 40 него рабочего...
Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб

Номер патента: 1738396
Опубликовано: 07.06.1992
МПК: B21B 21/04, F16H 27/04
Метки: вращения, неравномерное, преобразования, прокатки, равномерного, стане, труб, холодной
...быть выполнен в виде насаженного на приводной вал рычага, размещенного на ведомом валу, установленном эксцентрично приводному и кине 5 10 35 40 матически соединенным с планетарно-кривошипным преобразователем зубчатой передачей.Такое конструктивное выполнение устройства для преобразования равномерноговращения в неравномерное в механизмеподачи и поворота позволяет повысить надежность стана в работе при производстветруб большого диаметра.Цель достигается тем, что рычажныйпреобразователь, связывающий приводнойвал и планетарно-кривошипный преобразователь, увеличивает неравномерность вращения выходного вала так, что в зоне подачии поворота происходит убыстренное движение и, следовательно, тот же угол поворотапроходится механизмом за меньшее...
Предыдущий патент: Способ изготовления зубчатых колес горячей прокаткой
Следующий патент: Штамп для горячего деформирования
Случайный патент: Стыковое соединение бетонных строительных элементов