Способ фильтрации материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 301902
Авторы: Иностранец, Иностранна

Текст
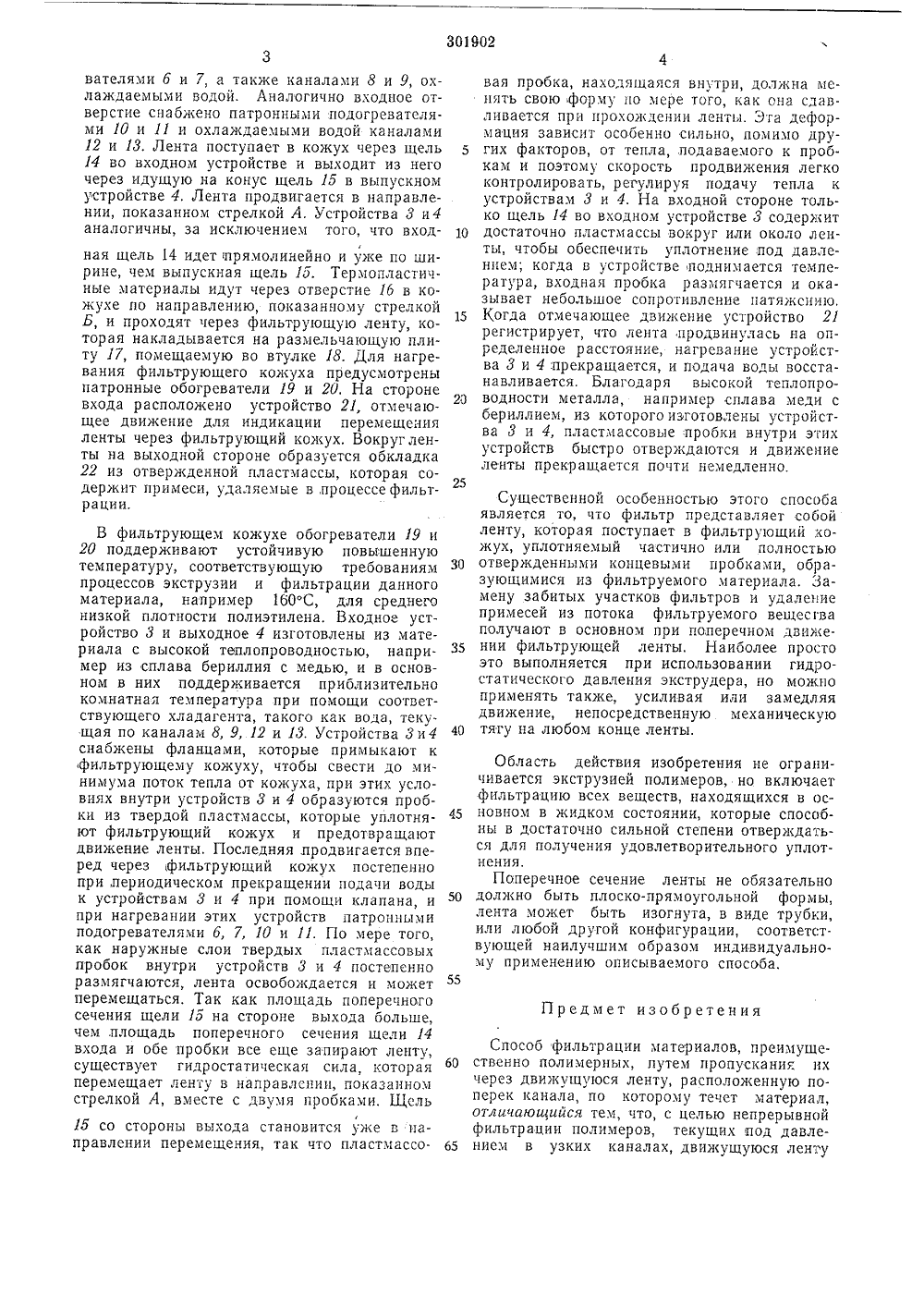
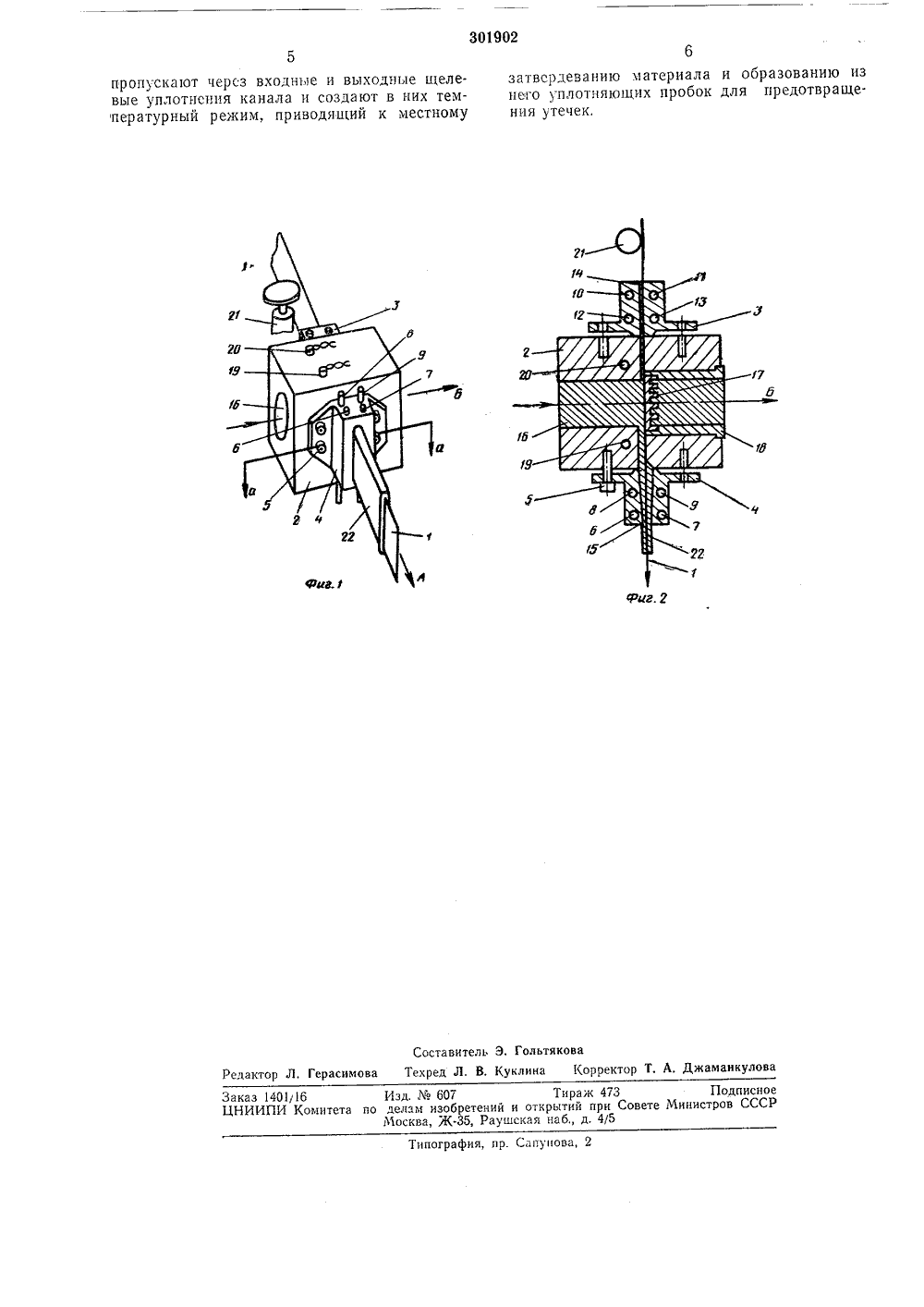
ОПИСАНИИ ИЗОБРЕТЕНИЯ 30902 Сова Советских Социалистических РеспубликК ПАТЕНТУ ависимый от патентаПК В 29 Ь 1/12 В 010 33/1 явлено 21.11,1968 М 1222787/23-5)8122/67,1. Бюллетень1 Приоритет 21,11,1967,Великобритания Опубликовано 21.1 Ч.1ламкрытийистров омитет по изобретеиий и при Совете М СССРК 678.052.2(088.8 сания 1 Х 1.19 Дата опубликовани вторзобретения Иностранец Петр Габор Кальман(Великобритания) Иностранная фирма Процесс Девелопментс Лимитедаявител ФИЛЬТРАЦИИ МАТЕРИАЛО СП иалов, пропус- асполо- течет Известен способ фильтрации матер преимущественно полимерных, путемкания их через движущуюся ленту, р женную поперек канала, по которому материал.В предлагаемом способе движущуюся ленту пропускают через входные и выходные щелевые уплотнения канала и создают в них температурный режим, приводящий к местному затвердеванию материала и образованию, таким образом, уплотняющих пробок для предотвращения утечек. Благодаря этому возможна непрерывная фильтрация полимеров, текущих под давлением в узких каналах.Способ осуществляют с помощью устройства, состоящего из фильтрующего кожуха, через который проходит протягиваемая лента из фильтрующей сетки, и двух щелевых уплотняющих устройств, которые находятся в зонах выхода и входа фильтрующей ленты.В кожухе, содержащем горячий расплав полимеров, поддерживают повышенную температуру для получения расплава со сравнительно умеренной вязкостью, потребной для процессов фильтрации и экструзии, но значения температур внутри рабочих секций уплотняющих устройств поддерживают равными приблизительно нижней температурной области, и определенные количества жестких и полужестких полимеров, расположенные в каналах этих устройств, действуют в качестве самозаменяющихся уплотняющих прооок на входе и выходе фильтрующеи ленты, 11 еремещение однои из этих нрооок через уплотняющее отверстие зависит от гидростатического давления расплава усилия воздеиствия на пробку проходящеи через нее фильтрующеи ленты или около нее). проме того, от формы, кривизны и размера отверстия канала внутри уплотняющего устройства, через которое проходит проока, а также от распределения температур и соответствующих своиств вязкости, упругости и адгезии, установившихся внутри пробки и на ее границах. Все эти состояния влияют на величину скорости, при которой пластмассовые прооки проходят через уплотняющее устройство. Фильтрующая лента преимущественно погружена в пробку на стороне выхода и в этом случае скорость, с которой меняют сетку внутри фильтрующего кожуха, можно легко регулировать путем подбора скорости экструзии пластмассовой пробки, перемещаемой вперед.На фиг. 1 показан общий вид описываемогоустройства; на фиг. 2 - схема устройства.фильтрующая лента 1,проходит черезфильтрующий кожух 2, входное уплотняющее устройство 3 и выпускное устройство 4, прикрепленные к кожуху болтами б. Выходное о устройство 4 снабжено патронными подогре30 35 40 45 50 55 60 65 вателями б и 7, а также каналами 8 и 9, охлаждаемыми водой. Аналогично входное отверстие снабжено патронными подогревателями 10 и 11 и охлаждаемыми водой каналами 12 и 13. Лента поступает в кожух через щель 14 во входном устройстве и выходит из него через идущую на конус щель 15 в выпускном устройстве 4. Лента продвигается в направлении, показанном стрелкой А. Устройства 3 и 4 аналогичны, за исключением того, что входная щель 14 идет прямолинейно и уже по ширине, чем выпускная щель 15. Термопластичные материалы идут через отверстие 1 б в кожухе по направлению, показанному стрелкой Б, и проходят через фильтрующую ленту, которая накладывается на размельчающую плиту 17, помещаемую во втулке 18. Для нагревания фильтрующего кожуха предусмотрены патронные обогреватели 19 и 20. На стороне входа расположено устройство 21, отмечающее движение для индикации перемещения ленты через фильтрующий кожух. Вокругленты на выходной стороне образуется обкладка 22 из отвержденной пластмассы, которая содержит примеси, удаляемые в,процессе фильтрации. В фильтрующем кожухе обогреватели 19 и 20 поддерживают устойчивую повышенную температуру, соответствующую требованиям процессов экструзии и фильтрации данного материала, например 160 С, для среднего низкой плотности полиэтилена. Входное устройство 3 и выходное 4 изготовлены из материала с высокой теплопроводностью, например из сплава бериллия с медью, и в основном в них поддерживается приблизительно комнатная температура при помощи соответствующего хладагента, такого как вода, текущая по каналам 8, 9, 12 и 13. Устройства 3 и 4 снабжены фланцами, которые примыкают к фильтрующему кожуху, чтобы свести до минимума поток тепла от кожуха, при этих условиях внутри устройств 3 и 4 образуются пробки из твердой пластмассы, которые уплотняют фильтрующий кожух и предотвращают движение ленты. Последняя продвигается вперед через фильтрующий кожух постепенно при,периодическом прекращении подачи воды к устройствам 3 и 4 при помощи клапана, и при нагревании этих устройств патронными подогревателями б, 7, 10 и 11. По мере того, как наружные слои твердых пластмассовых пробок внутри устройств 3 и 4 постепенно размягчаются, лента освобождается и может перемещаться. Так как площадь поперечного сечения щели 15 на стороне выхода больше, чем,площадь поперечного сечения щели 14 входа и обе пробки все еще запирают ленту, существует гидростатическая сила, которая перемещает ленту в направлспии, показанном стрелкой А, вместе с двумя пробками. Щель 15 со стороны выхода становится уже в направлении перемещения, так что пластмассо 5 10 15 20 25 вая пробка, находящаяся внутри, должна менять свою форму по мере того, как она сдавливается при прохождении ленты. Эта деформация зависит особенно сильно, помимо других факторов, от тепла, подаваемого к пробкам и поэтому скорость продвижения легко контролировать, регулируя подачу тепла к устройствам 3 и 4, На входной стороне только щель 14 во входном устройстве 3 содержит достаточно пластмассы вокруг или около ленты, чтобы обеспечить уплотнение под давлением; когда в устройстве поднимается температура, входная пробка размягчается и оказывает небольшое сопротивление гатяжснию. Когда отмечающее движение устройство 21 регистрирует, что лента продвинулась на определенное расстояние, нагревание устройства 3 и 4 прекращается, и подача воды восстанавливается. Благодаря высокой теплопооводности металла, например сплава меди с бериллием, из которого изготовлены устройства 3 и 4, пластмассовые пробки внутри этих устройств быстро отверждаются и движение ленты прекращается почти немедленно. Существенной особенностью этого способа является то, что фильтр представляет сооой ленту, которая поступает в фильтрующий кожух, уплотняемый частично или полностью отвержденными концевыми пробками, образующимися из фильтруемого материала. Замену забитых участков фильтров и удаление примесей из потока фильтруемого вещества получают в основном при поперечном движении фильтрующей ленты, Наиболее просто это выполняется при использовании гидро- статического давления экструдера, но можно применять также, усиливая или замедляя движение, непосредственную механическую тягу на любом конце ленты. Область действия изобретения не ограничивается экструзией полимеров, но включает фильтрацию всех веществ, находящихся в основном в жидком состоянии, которые способны в достаточно сильной степени отверждаться для получения удовлетворительного уплотнения.Поперечное сечение ленты не обязательно должно бытьплоско-прямоугольной формы, лента может быть изогнута, в виде трубки, или любой другой конфигурации, соответствующей наилучшим образом индивидуальному применению описываемого способа,Предмет изобретения Способ фильтрации материалов, преимущественно полимерных, путем пропускания их через движущуюся ленту, расположенную поперек канала, по которому течет материал, отличаюшийся тем, что, с целью непрерывной фильтрации полимеров, текущих под давлением в узких каналах, движущуюся ленту301902 затвсрдеванию материала и образованию из него уплотняющих пробок для предотвращения утечек,.г Составитель Э. Гольтякова Редактор Л, Герасимова Техред Л. В. Куклина Корректор Т. А. ДжаманкуловЗаказ 140116 Изд607 Тираж 473ЦНИИПИ Комитета по делам изобретений и открытий при СоветеМосква, Ж.35, Раушская наб д. 4/5 Типография, пр. Сапунова,пропускают через входные и выходные щелевые уплотнения канала и создают в них температурный режим, приводящий к местному Подписное инистров СССР
СмотретьЗаявка
1222787
Иностранец Петр Габор Кальман, Иностранна фирма Процесс Девелопментс Лимитед
МПК / Метки
МПК: B01D 33/66, B29B 13/10, B29C 47/68
Метки: фильтрации
Опубликовано: 01.01.1971
Код ссылки
<a href="https://patents.su/3-301902-sposob-filtracii-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ фильтрации материалов</a>
Устройство для замедленного охлаждения полимера при прядении из расплава

Номер патента: 515841
Опубликовано: 30.05.1976
Автор: Зигфрид
МПК: D01D 3/00
Метки: замедленного, охлаждения, полимера, прядении, расплава
...внутри 10 трубки 2 служит датчик 8, связанный черезрегулятор (на чертежах не показан) с нагревательными обмотками 9, установленными на трубках 10 для подвода теплоносителя к обогреваемой трубке 2. Обдувочный воздух по дается на нить, выходящую пз обогреваемойтрубки 2, через устройство 11.Устройство работает следующим образом, По выходе из прядильной головки нить поступает в обогреваемую трубку 2. Соответству ющий выбор длины трубки 2, а также выполнение ее внутренней поверхности 3 из материала с коэффициентом излучения близким к единице, позволяют полу гпть внутри нее термодинамическое равновесие, обеспечивающее за медленное охлаждение нити по длине трубки2. Односторонне скошенный профиль 7 отверстия 6 в обогреваемой трубке позволяет...
Устройство для измерения деформаций верхних слоев уплотняемых сред

Номер патента: 1117444
Опубликовано: 07.10.1984
Авторы: Зайченко, Краснослободцев
МПК: G01B 5/30
Метки: верхних, деформаций, слоев, сред, уплотняемых
...а плунжер жестко прикреплен к крышке и установлен внутри гильзы с возможностью перемещения и фиксации при помощи упругой скобы.На фиг. 1 изображено устройство, продольное сечение; на фиг. 2 - сечение А - А на фиг. 1.Устройство содержит телескопический корпус, выполненный в виде внутреннего цилиндра 1, закрытого сверху съемной крышкой 2, и наружного цилиндра 3, жестко прикрепленного своим нижним торцом к основанию 4 (анкеру). Регистрирующее приспособление устройства размещено в полости корпуса и выполнено в виде плунжера 5 и гильзы 6 с коническим наконечником 7, в который вмонтирован шарик 8. В зоне трения цилиндров 1 и 3 установлено уплотнение, состоящее из разрезного кольца 9 из антифрикционного материала и эластичной манжеты 10,...
Устройство для определения сил сопротивления движению кабеля в скважине

Номер патента: 1469106
Опубликовано: 30.03.1989
Автор: Михайлов
МПК: E21B 47/00, E21B 47/01
Метки: движению, кабеля, сил, скважине, сопротивления
...для подпайки проводов. Образование профиля производится при помощи упоров 9-11, воспроизводящих различные радиусы искривления скважин (Ки К) в определенном масштабе. Внутри трубы 6 расположен имитатор кабеля, выполненный в виде проволоки 12 высокого сопротивления (нихром, коцстантан). Один конец проволоки намотан на барабан 2, а на другой конец подвешен груз 13, имитирующий вес скважинного прибора. Регистрирующий блок содержит коммутатор 14 с клеммами 15 и контактом 16. Каждое из токоподводящих колец 7 - кольца К, , Ксоединены с входящими клеммами 15 коммутатора 14. Вращаясь, контакт 16 поочередно соединяет клеммы 14 - К с К, К с К и т.д. Клеммы К, - Ксоединены с входами регистратора с носителем 17 (например светолучевой...
Устройство для контроля вязкости полимера в процессе экструзии

Номер патента: 1712832
Опубликовано: 15.02.1992
Авторы: Колесников, Уклейн, Чостковский
МПК: G01N 11/14
Метки: вязкости, полимера, процессе, экструзии
...выходом соединен со вторымвходом измерителя взаимной дисперсии и30 со входом измерителя дисперсии, выход которого подключен ко второму входу блокаделения.Введение блоков для оценки дисперсиии взаимной дисперсии сигналов частоты вра 35 щения шнека экструдера и тока якоря электропривода экструдера, используемых вместе сусилителем и блоком деления для непрерывного контроля вязкости полимера впроцессе экструзии, повышает точность40 контроля; Это обусловлено тем, что отклонения частоты вращения шнека экструдераот заданного значения являются информативным параметром, позволяющим выделить из момента нагрузки составляющую,45 пропорциональную вязкости полимера,Кроме того, исключается ошибка измерения, вызываемая постоянной составляющеймомента...
Устройство для остановки поршня при движении паровоза без пара

Номер патента: 13200
Опубликовано: 31.03.1930
Автор: Маркелов
МПК: F01B 31/24
Метки: движении, остановки, пара, паровоза, поршня
...движутся с крейцкопфом, при этой укрепленные на клиньях два родика катятся по параллелям ж, Призмы к с,передней стороны снабжены отростком у, а крейцкопф на боковых сторонах имеет - прикрепленные к нему шарнирно одним концом стержни т, другой конецкоторых связан с заслонкой ф, отжимаемой влево упирающейся в стержень и пружйной х. Чтобы остановить поршень, когда паровоз движется при закрытомрегуляторе, т.:-е. без пара, машинист поворотом рычага я назад приподнимает передние концы паралдедей ж, отчего при движении крейцкопфа в вперед клинья р при посредстве роликов с поднимаются, и когда-поршень не доходит еще до крайнего переднего положения йриблизительно 3 мм они поднимутся настолько (фиг, 2), что освободят призмы, следствием. чего...
Предыдущий патент: Способ обработки древесины
Следующий патент: Способ получения пресскомпозиций
Случайный патент: Библиотека