Способ сборки объемных агрегатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 201051
Авторы: Бердичевский, Бухин, Глебов, Лёлейкин, Максимов

Текст
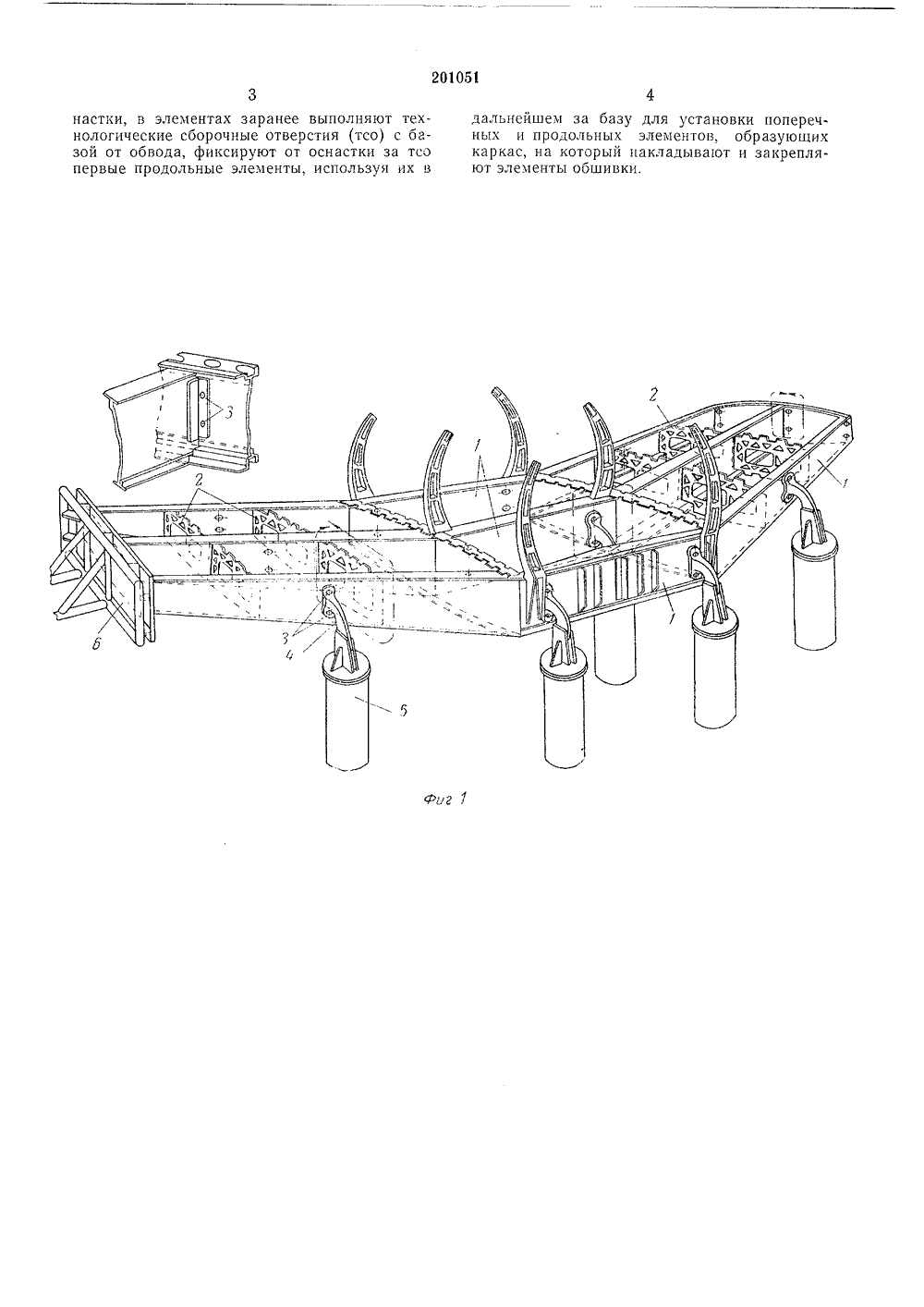
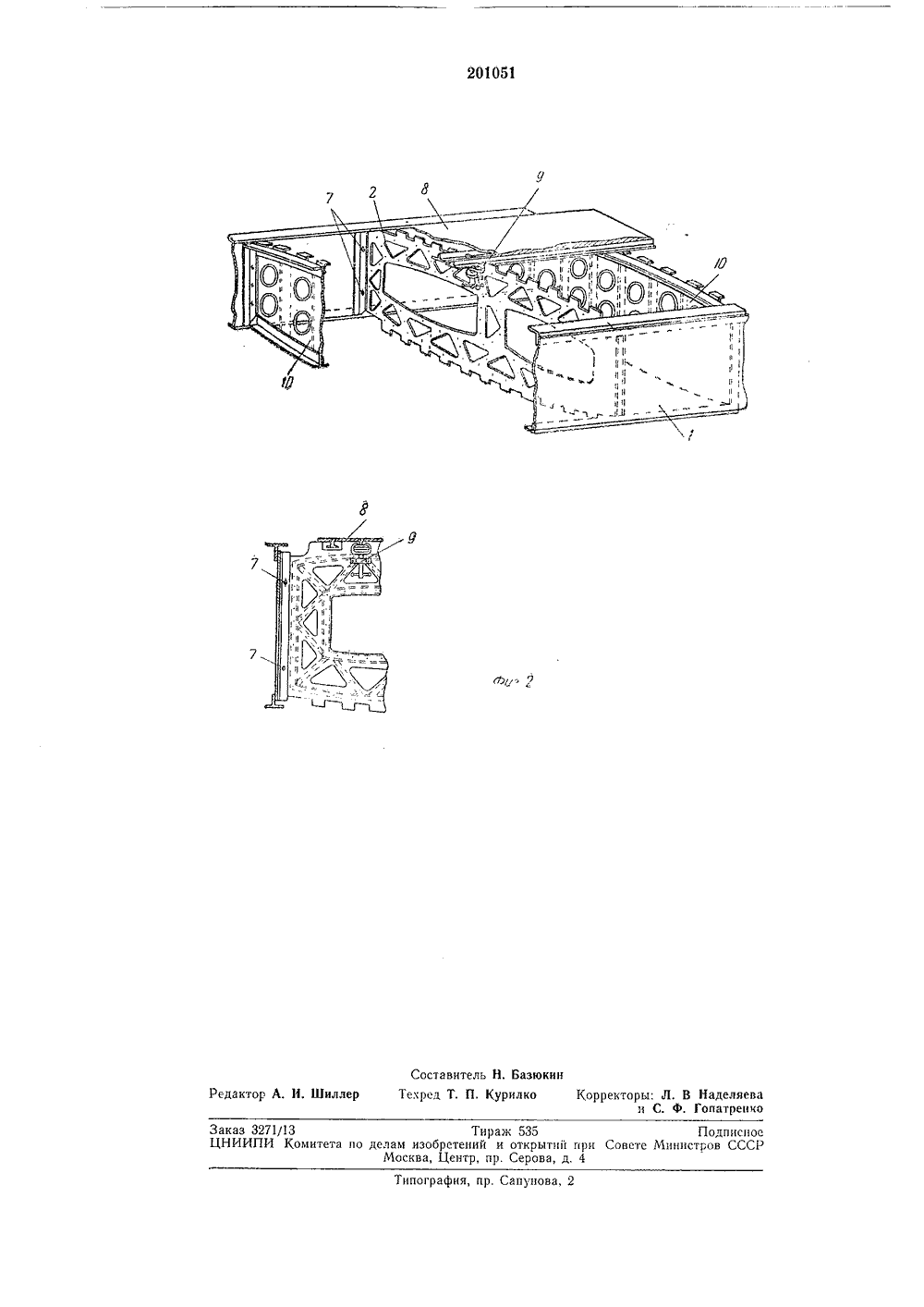
20 Ю 51 Союз Советских Социалистических РеспубликЗависимое от авт. свидетельства62 Ь, 5/06 аявлено 28 Ч.1965 ( 1015314/40-23присоединением заявкириоритетпубликовано 15.Ч 1,1967. Бюллетень ПКВ 64 Комитет по деламизобретений и открытиври Совете МинистровСССР К 629.13,01,002.7 (088.8)публикования описания 24.Х,19 б 7 Авторы зобретения И. Максимов, М. Н, Глебов, М, Н. Лелейкин, Г. М, Бухин и Б. Г, Бердичевский аявит ОСОБ СБОРКИ ОБЪЕМНЫХ АГРЕГАТОВ Общая сборка агрегата производится путем простого фиксирования подсборок лонжеронов 1, нервюр 2 за отверстия 8, просверленные в стенках,при их сборке в приспособлениях.Лонжерон 1 фиксируется за отверстия 3 фиксаторами 4, установленными на колонках стапеля б. Отверстия 3 зафиксированы от плиты б разъема. Макетную нервюру 2 устанавливают за отверстия 7 в стойках лонжеронов 1,Нервюра 2 выполнена по шаблону внутреннего контура полотна панели 8 обшивки и имеет вырезы под стрингера. Наложенная на каркас панель 8 притягивается к обводу макетной нервюры за стрингера прижимами 9, затем устанавливаются нервюры агрегата 10, сверлятся отверстия для крепления обшивки, после чего макетная нервюра удаляется и заменяется нервюрой агрегата, если она стояла на ее дистанции.Таким образом обводы агрегата получают без применения рубильников и фиксаторов. т изобретени Предм Способ сборки мер летательных дольные и попер отличающийся те производительносИзобретение относится к области сборки летательных аппаратов, но может быть использовано в судостроительной и других областяхпромышленности.Известные способы сборки агрегатов осуществляются в стапелях при помощи рубильников, обнимающих обвод обшивки или каркаса, тем самым фиксирующих положениеэлемента по отношению обводов. Для соблюдения,положения осей, дистанций и т, п. применяется дополнительная фиксация.Сущность изобретения заключается в том,что для получения необходимого обвода агрегата образуют каркас, составленный из взаимно расположенных продольных элементов 15(лонжеронов), фиксируемых от оснастки заотверстия, выполненные с базой от обвода, ивременных макетных нервюр (поперечных обводных элементов) с фиксированием их отлонжеронов. На полученный таким образом 20каркас укладывают панели обшивки и приэтом заменяют макетные нервюры на нервюры агрегата,Такой способ сборки агрегата не требуетналичия рубильников, определяющих обвод 25обшивки агрегата, упрощает всю оснастку исокращает время переналаживания и подготовки стапелей.На чертеже показана сборка агрегатов попредлагаемому способу. 30 объемных агрегатов, наприаппаратов, имеющих проечные сборочные элементы, м, что, с целью повышения ти труда и упрощения оснастки, в элементах заранее выполняют технологические сборочные отверстия (тсо) с базой от обвода, фиксируют от оснастки за тсо первые продольные элементы, используя их в дальнейшем за базу для установки поперечных и продольных элементов, образующих каркас, на который накладывают и закрепляют элементы обшивки.
СмотретьЗаявка
1015314
Н. И. Максимов, М. Н. Глебов, М. Лёлейкин, Г. М. Бухин, Б. Г. Бердичевский
МПК / Метки
МПК: B64F 5/00
Метки: агрегатов, объемных, сборки
Опубликовано: 01.01.1967
Код ссылки
<a href="https://patents.su/3-201051-sposob-sborki-obemnykh-agregatov.html" target="_blank" rel="follow" title="База патентов СССР">Способ сборки объемных агрегатов</a>
Приспособление для сборки агрегатов летательных аппаратов

Номер патента: 900548
Опубликовано: 20.04.2005
МПК: B64F 5/00
Метки: агрегатов, аппаратов, летательных, сборки
Приспособление для сборки агрегатов летательных аппаратов, содержащее каркас, рубильники и узлы для крепления рубильников к каркасу, выполненные с основными отверстиями фиксации рубильников в положении совпадения их контуров с обводами агрегатов, отличающееся тем, что, с целью снижения металлоемкости и стоимости сборочной оснастки, в рубильниках и узлах для их крепления выполнены дополнительные отверстия фиксации рубильников в положении, эквидистантном обводу агрегата.
Устройство для сборки агрегатов летательных аппаратов
Номер патента: 1607301
Опубликовано: 20.08.1995
Авторы: Акопян, Наталич, Сысоев, Удинцов
МПК: B64F 5/00
Метки: агрегатов, аппаратов, летательных, сборки
УСТРОЙСТВО ДЛЯ СБОРКИ АГРЕГАТОВ ЛЕТАТЕЛЬНЫХ АППАРАТОВ, содержащее установленные на колоннах фиксаторы каркаса агрегата и узлы крепления обводообразующих элементов, отличающееся тем, что, с целью повышения точности сборки за счет исключения деформаций каркаса оснастки и каркаса агрегата, уменьшения трудоемкости сборочных работ за счет улучшения условий сборки и выемки агрегата, каждый из узлов крепления обводообразующих элементов выполнен в виде винтовой пары, винт которой установлен одним концом в корпусе, закрепленном на колонне, другим концом связан с фиксатором каркаса агрегата и при помощи втулки с проушиной с обводообразующим элементом, при этом гайка установлена с возможностью фиксации на втулке и корпусе.
Приспособление для сборки агрегатов летательных аппаратов
Номер патента: 1077197
Опубликовано: 20.07.1996
Авторы: Галагуза, Кириченко, Кондаков, Пенечко, Светличный, Струк, Фатун
МПК: B64F 5/00
Метки: агрегатов, аппаратов, летательных, сборки
Приспособление для сборки агрегатов летательных аппаратов, содержащее плиты, заделанные в фундамент, на которых установлены вертикальные колонны с закрепленными на них продольными балками, образующими каркас для крепления съемных рубильников, плит разъема, а также рам с узлами стыка, несущих на себе фиксаторы и зажимы, отличающееся тем, что, с целью повышения технологичности приспособления при его монтаже, эксплуатации и ремонте, в нем плиты, заделанные в фундамент, вертикальные колонны, продольные балки, плиты разъема и рамы с узлами стыка в местах их сочленений снабжены стаканами с закрепленными в них реперными площадками, выполненными с элементами крепления и фиксации и образующими базовую плоскость разъема, взаимодействующую с ответной...
Способ монтажа стапеля для сборки агрегата с линейчатой поверхностью
Номер патента: 1744894
Опубликовано: 10.04.1996
Авторы: Акопян, Жданко, Удинцов
МПК: B64F 5/00
Метки: агрегата, линейчатой, монтажа, поверхностью, сборки, стапеля
1. СПОСОБ МОНТАЖА СТАПЕЛЯ ДЛЯ СБОРКИ АГРЕГАТА С ЛИНЕЙЧАТОЙ ПОВЕРХНОСТЬЮ, заключающийся в монтаже вилок с отверстиями под рубильники на раме стапеля, в установке и креплении в них рубильников, в том числе крайних по эталонному носителю размеров, отличающийся тем, что, с целью повышения точности монтажа оснастки и уменьшения металлоемкости, промежуточные рубильники выставляют в поперечной плоскости агрегата с помощью лазерных средств монтажа по процентным лучам, фиксируют технологическим крепежом относительно вилок и разделывают отверстия в вилках и рубильниках совместно для дальнейшего их крепления.2. Способ по п. 1, отличающийся тем, что эталонный носитель размеров выставляют с помощью лазерных средств монтажа.
Приспособление для сборки агрегатов летательных аппаратов

Номер патента: 909908
Опубликовано: 20.04.2005
МПК: B64F 5/00
Метки: агрегатов, аппаратов, летательных, сборки
Приспособление для сборки агрегатов летательных аппаратов, содержащее рубильники, верхнюю и нижнюю балки с узлами крепления рубильников, оси навески рубильников на верхнюю балку, вилки рубильников с цилиндрическими хвостовиками, взаимодействующими с узлами крепления на нижней балке, и поворотные обоймы зажима рубильников в вилках, выполненные в виде цилиндрических стаканов с прорезью, отличающееся тем, что, с целью снижения металлоемкости и стоимости приспособления, в нем оси навески рубильников в виде двух эксцентричных цилиндров, взаимодействующих один с узлом крепления, другой - с рубильником, а цилиндрические хвостовики вилок выполнены эксцентрично цилиндрической поверхности вилок,...
Предыдущий патент: Устройство для сборки панелей фюзеляжа летательного аппарата
Следующий патент: Устройство для регулировки длины жестких тяг
Случайный патент: Способ электрохимического получения перманганата калия