Способ изготовления нетканого ворсового материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1807134
Авторы: Галинская, Россиневич, Семенов, Цыплаков
Текст
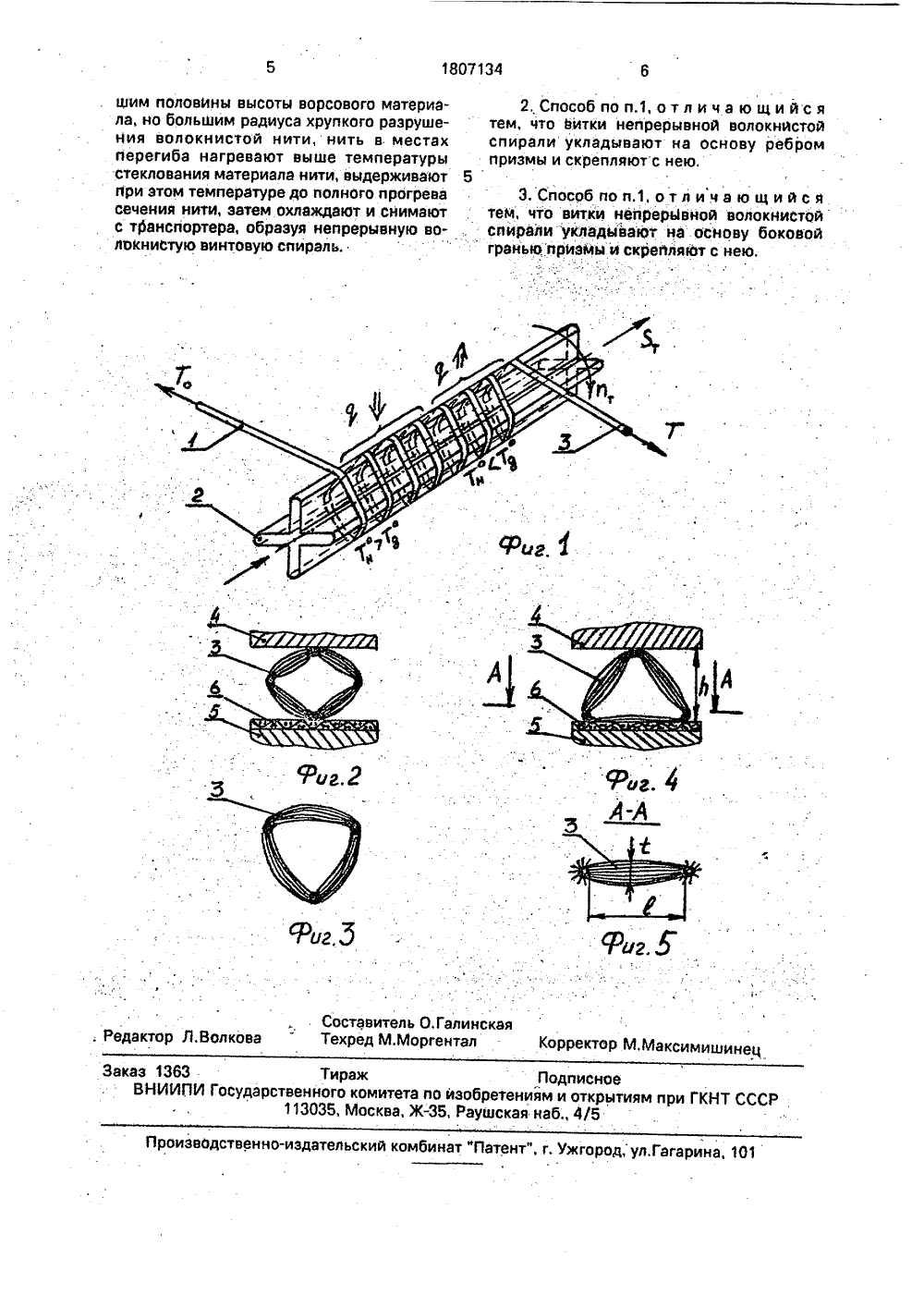
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1807134 А 1)5 О 04 Н 1/О ГОСУДАРСТВЕННОЕ ПАТЕНТНОВЕДОМСТВО СССР(22) 04.04.9146) 07.04.93. Бюл, М 1371) Ленинградский механический институтим, Маршала Советского Союза УстиноваД.ф,(56) Авторское свидетельство СССРМ 825727, кл, О 04 Н 11/04, 1978.(54) СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО ВОРСОВОГО МАТЕРИАЛА(57) Изобретение относится к производствунетканого ворсового материала. Сущностьизобретения; способ состоит иэ операцийформирования непрерывной волокнистойспирали путем обмотки нитью формообразующего транспортера, укладки волокниИзобретение относится к производству нетканых ворсовых изделий и может быть использовано для изготовления ворсовых теплоизоляционных и звукоизоляционных материалов и покрытий из искусственного волокна, а также искусственного меха,Целью изобретения является расширение технологических воэможностей и ассор. тимента нетканых ворсовых материалов.На фиг.1 показана принципиальная схема способа изготовления нетканого ворсового материала непрерывным способом; на фиг.2 - схема скрепления витков волокнистой спирали с основой ребром призмы; на фиг.3- вид волокнистой спирали после снятия растягивающих усилий; на фиг.4 - схема скрепления витков волокнистой спирали с стой спирали на основе и скрепления с нею. Непрерывную волокнистую спираль на формообразующем транспортере формируют в виде многогранной призмы с радиусом перегиба нити на ребрах, меньшим половины высоты ворсового материала, но большим радиуса хрупкого разрушения волокнистой нити. Нить в местах перегиба нагревают выше температуры стеклования материала нити и выдерживают при этой температуре до полного прогрева сечения нити, Затем нить охлаждают и снимают с транспортера, образуя непрерывную волокнистую винтовую спираль. Изобретение предусматривает также возможность укладки витков непрерывной волокнистой спирали на основу ребром или боковой гранью призмы и скрепление с нею, 2 э.п. Ф-лы, 5 ил. основой боковой гранью призмы; на фиг.5 - разрез А - А на фиг.4.П р и м е р 1. Волокнистый жгут 1 иэ органического волокна СВМ наматывают с натяжением То =(0,3.0,5) ТР на нагретый до температуры 15015 С вращающийся и перемещающийся вдоль своей оси стальной формообразующий транспортер 2 (фиг,1) (ТР - усилие разрыва жгута при комнатной температуре), Формообразующий транспортер представляет собой крестообразную оправку с радиусом закругления на концах, меньшим половины высоты ворсового материала, но большим радиуса хрупкого разрушения волокнистой нити, и определя- . ет форму и размеры витков формируемой волокнистой спирали 3, а соотношение час 1807134тоты вращения транспортера п и его про-, основой, тем самым меняя площадь повердольной подачи 3 определяет шаг волокни- хности контакта и гибкость зоны контакта, стой спиралиИспользование предлагаемого способа. Под действием силы натяжения жгута изготовления нетканого ворсового материаТ при нагревесечения волокнистогожгутала позволяет, по сравнению с известным в местах контакта с формообразующим способом существенно расширить техноло. транспортером, а именно на ребрах сталь- гические возможности изготовления нетканой оправки, происходит переориентация ных ворсовых материалов и значительно фибрилярной структуры арамидных воло-: увеличить их ассортимент благодаря появ, кон и создаются радиальные контактные 10 лениювозможностицэготовленияворсовыхдавления на поверхностях сопряхсения вит- спиралей различных форм (например, четыков жгута СВЧ и формообразующего транс-: рехугольник, пятиугольник и др.), а также портера. Под действием радиального возможности варьирования текстуры нетка". давления происходит уплотнение волокон в . ного. ворсового материала путем измененияструктуре жгута и создание консолидиро формы спиралииспособаскрепленияеес ванного состояния, когда элементарные во- основой.локна в. жгуте оказываются скрепленными Так как волокнистая спираль подвергамежду собой достаточно прочными связя- ется териообработке только на дискретных ми, В результате после охлаждения жгут - участках, то она в отличие от прототипа имеприобретает в местах Контакта с формооб ет меньшую жесткость и более высокую гибразующим транспортероМ упругость и "па- кость, что значительно улучшает мять формы". Охлаждение волокнистой звукоизоляционныеитеплоизоляционйые свой- спирали производят на формообразующем ства материала, Меняя площадь зоны контранспортере,чтобыэафиксироватьточныв: такта волокнистой спирали и основы, геометричвские параметры волокнистой 2 меняем толщину спирали в зоне контакта, а спирали. Охлаждение выполняют обдувом следовательно, и ее гибкость. Это имеет холодным воздухом. Возможно также ох- большое значение при создании покрытий ., лаждение йосредством помещения части наповерхностях,меняющихсвоюформувотранспортера в ваннус охлаждающим аген- времени (например, на защитных кожухах, том (например, водой). 30 чехлах и т.д.).ОхлаждейнуФ волокнистую спираль 3 Так как нет необходимости прогреватьсматываютстранспоРтера, усилия растяже- всю нить, а только ее дискретные участки, ния перестаютдействовать на жгут, ион под . снижаются зйергозатраты.действием внутренних упругих йапряжений Предлагаемый способ сделал воэмож("памяти формы") восстанавливают свою 3 б ным использование универсальной перенаспиральную конфигурацию (см, фиг.З). Вас- лаживаемой технологической оснастки, что :. становленную волокнистую спираль 3 после делает его гибким и позволяет легко менятьукладки прижимают формующей поверхно- . ассортимент изготавливаемых ворсовых мастью 4 технологической оснастки к основе 5 териалов в широком диапазоне форм и разс нанесенным на нее клеевым подслоем б и 40 меров.приклеивают (Фиг.2). Изменяя высоту зазо- Таким образом, предложенный способ ра и, регулируют длину и ширину 1 (см, изготовления ворсовых нетканых материа.фиг.б) поверхности склеивания витков спи- лов пополняет аосенал технологических , ральнойлентыЗсосновой,асладовательно, средств производства и позволяет сущест. и прочность скрепления витков ворса с ос венно расширить ассортимент изготавливановой., емой продукции.Пример 2, Вотличйеотрассмотрен- формула изобретенияного примера 1 сформированную волокни. Способ изготовления нетканого ворстую спираль 3 укладывают на основу б с сового материала, включающий нанесейным клеевым подслоем 6 ребром 60 формирование непрерывной волокнистойпризмы (фиг.2).:спирали путем обмотки нитью формообраП р и м е р 3. В отличие от рассмотрен- эующего транспортера, укладку волокниного примера 1 сформированную волокни- стой спирали на основу и скрепление с нею, стую спираль 3 укладывают на основу б с отл и ч а ю щ и й с я тем, что, с целью йанесенным клеевым подслоем 6 боковой % расширения технологических возможно- гранью призмы (фиг.4). При этом величина стей и ассортимента нетканых ворсовых маэаэора й существенно влияет на длину 1(см. териалов, непрерывную волокнистую фиг.4) и ширину т (см, фиг,б) поверхности спираль на формообразующем транспорте: склеивания витков волокнистой спирали 3 с ре формируют в виде многогранной призмыс радиусом перегиба нити на ребрах, мевьЗаказ 1363 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ С 113035, Москва, Ж, Раушская наб., 4/5 изводственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101 шим половины высоты ворсового материала, но большим радиуса хрупкого разрушения волокнистой нити, нить в местах перегиба нагревают выше температуры стеклования материала нити, выдерживают при этом температуре до полного прогрева сечения нити, затем охлаждают и снимают с транспортера, образуя непрерывную волокнистую винтовую спираль. 2, Способ поп 1,отлича ющийся тем, что витки непрерывной волокнистой спирали укладывают на основу ребром призмы и скрепляют с нею,53. Способ по п,1, о т л и ч а ю щ и й с я тем, что витки непрерывной волокнистой спирали укладывают на основу боковой граньюпризМы и скрейлявт с нею.
СмотретьЗаявка
4943398, 04.04.1991
ЛЕНИНГРАДСКИЙ МЕХАНИЧЕСКИЙ ИНСТИТУТ ИМ. МАРШАЛА СОВЕТСКОГО СОЮЗА УСТИНОВА Д. Ф
ГАЛИНСКАЯ ОЛЬГА ОЛЕГОВНА, РОССИНЕВИЧ АЛЕКСАНДР ЮРЬЕВИЧ, ЦЫПЛАКОВ ОЛЕГ ГЕОРГИЕВИЧ, СЕМЕНОВ ЮРИЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: D04H 1/04
Опубликовано: 07.04.1993
Код ссылки
<a href="https://patents.su/3-1807134-sposob-izgotovleniya-netkanogo-vorsovogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления нетканого ворсового материала</a>
Механизм оттяжки ворсовых нитей тафтинг-машины

Номер патента: 449494
Опубликовано: 05.11.1974
Автор: Парсонс
МПК: D04B 23/08
Метки: ворсовых, механизм, нитей, оттяжки, тафтинг-машины
...7 имеют пазы 10, через которые пропущены зажимные болты 11, опирающиеся на пластины 12, Планка 9 с помощью пальцев 13 прикрепляется к рычагам 14. Таких рычагов 30 на машине, по крайней мере, два (на фиг. 13изображен один рычаг), причем пальцы 13 планки закреплены на одном конце каждого рычага 14, а другой конец рычага 14 смонтирован шарнирно на оси 15, закрепленной в верхней части траверсы 8 корпуса машины.Между планкой 9 и рычагами 14 установлен промежуточный брус 16, имеющий возможность свободно перемещаться в горизонтальных направляющих 17, закрепленных на корпусе машины. Брус 16 имеет наклонные прорези 18, через которые проходят пальцы 13 планки 9 для закрепления их на рычаге 14,Для регулирования величины перемещения промежуточного...
Узорообразующая платина ворсовых нитей тамбурных галунных машин

Номер патента: 966123
Опубликовано: 15.10.1982
Авторы: Вернер, Вольфганг, Лисбет, Фритц, Хейнц
МПК: D04B 25/08
Метки: ворсовых, галунных, машин, нитей, платина, тамбурных, узорообразующая
...не участвующих в петлеобраэовании.На фиг. 1 схематически изображеноузорообразующее устройство машины; нафиг. 2 и 3 - пластина в момент взаимодействия с нитями,Пластина выполнена в виде пластины 1на одном конце которой расположены горловины 2 и 3, борьки 4 и 5. При этомбородка 5 выполнена. короче бородки 4,На другом конце пластины 1 рвсположузорная пятка 6, в средней части рвспложен перпендикулярно пластине рычаг3 9661 с упором 8, Упор 8 контактирует с дис танционными элементами 9 уэорообразующего устройства машины для установки пластинь", в одно из трех положений соответствующих выборочно одному из отверстий 10 выхода нити раскладчика 11 ворсовой нити.На фиг. 2 отражена пластина в процессе подвода одной ворсовой нити 13 к иглам 12 для...
Способ армирования волокнистого холста нитями основы

Номер патента: 374208
Опубликовано: 01.01.1973
Автор: Вител
Метки: армирования, волокнистого, нитями, основы, холста
...вращении съемного барабана 5 с большой скоростью волокна снимаются с главного барабана 6 чесальной машины и увлекаютсяпотоком воздуха, создаваемого вентиляторами 7. Вместе с волокнами потоком воздухаувлекаются и нити, предварительно заправ 5 ленные в диффузор 4, Волокна и нити с потоком воздуха направляются на сетчатую поверхность конденсера 8, который медленновращается в том же направлении, что исъемный барабан, На сетчатой поверхности10 конденсера образуется слой волокон и происходит наслаивание нити, притягиваемой к поверхности конденсера. При этом отсос воздухаосуществляется только в той части конденсера 8, которая соприкасается с диффузором 4,15 поскольку остальная часть конденсера закрыта неподвижным сектором 9, В результатеэтого...
Состав бумаги на основе волокнистой массы для набивки валов суперкаландров

Номер патента: 236974
Опубликовано: 01.01.1969
Авторы: Комаровски, Неманихин, Приходько
МПК: D21G 1/00
Метки: бумаги, валов, волокнистой, массы, набивки, основе, состав, суперкаландров
...по делам изобретений и открытий при Совете Министров СССРАвторыизобретения В, Н. Неманихин, Ю. Н. Приходько и Л. Е. Комар алинская бумажная фабрик аявит СТАВ БУМАГИ НА ОСНОВЕ ВОЛОКНИСТОЙ МАССЬ ДЛЯ НАБИВКИ ВАЛОВ СУПЕРКАЛАНДРОВ и Предмет изобретения маги на основе волоквки валов суперкаланСостав сы для н чающийся ства бум аги невысокое.ав бумаги устраняет т того, что он содержит б 5 - 87 вое волокносинтетическийтную небеленуюлозу Асоесто Латекс о Сульфа целлю Водуестку ую жесткую 0 - 27 2 - 3 0 - 27 Зависимое от авт. свидетельстваИзвестны составы бнистой массы для набидров.Однако качество бумПредлагаемый состэтот недостаток за сче(в вес. о/о):Асбестовое волокноЛатекс синтетическиСульфатную небеленцеллюлозуВолу бумаги на основе...
Способ изготовления вязально-прошивных ворсовых изделий, ворс которых представляет собой непряденый волокнистый материал и машина для его осуществления

Номер патента: 1440984
Опубликовано: 30.11.1988
Авторы: Анке, Вагнер, Дитрих, Лойзевоки, Плох, Эрбс
МПК: D04B 23/02
Метки: волокнистый, ворс, ворсовых, вязально-прошивных, которых, материал, непряденый, представляет, собой
...пучки холста 11 и преобразовыватьих в пряди волокна с последующим ввязыванием в основу 9.Согласно фиг.3 выпускные валики14 и пазовые иглы 1 находятся на таком расстоянии друг от друга, чтовозможно выдергивание волокнистыхпрядей 16 из холста 11. Волокнистыещетка 27 или зажимная планка, которая может совершать движение подъемаи опускания для вдавливания волокнистых пучков 23 под крючки 10 пазовыхигл н для их счесывання.При дальнейшем движении пазовыхигл 1 волокнистые пряди 25 отрываются от волокнистого материала 23 в резервуаре 22 (фиг.8), протягиваютсячерез основу 9 и через полупетли 12,находящиеся на стержне 13 пазовыхигл, и наконец сбрасываются с крючков пазовых игл, образуя петельныестолбики 18.Вместо закрытого внизу резервуара22...
Предыдущий патент: Оплеточная машина
Следующий патент: Устройство для нанесения ворса в электрическом поле
Случайный патент: Состав для регулирования роста растений