Способ уплотнения зернистых материалов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
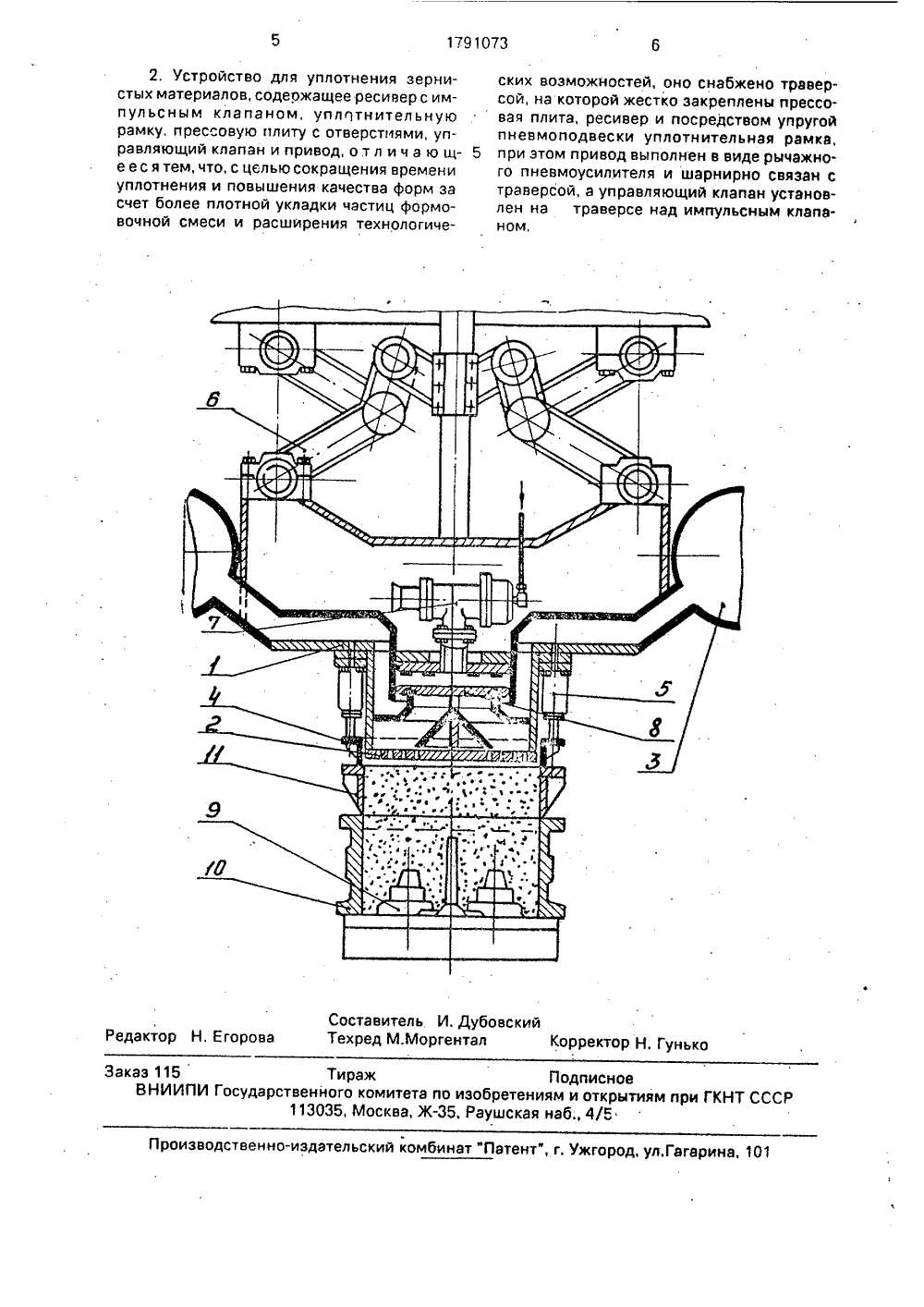
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 17910 В 22 С 15 2 ГОСУДАР СТВ Е ННОЕ ВЕДОМСТВО СССР (ГОСПАТЕНТ СССР ИЕ ИЗОБР У СВИДЕТЕЛЬСТВУ ОПИСА К АВТО РСКО НИ Изобретение относится к лйтейному по высоте, увеличение времени цикла форпроизводству, в частности, к импульсным мообразования из-за разделения двух стаметодам уплотнения литейных форм. дий уплотнения и ограниченныеИзвестен способ уплотнения литейных технологические воэможности изготовлеформ импульсом сжатого воздуха, включаю- ния сложных формщий засыпку материала (формовочной сме- Цель изобретения - сокращение времеси) в опоку, герметизациюполости осоки, ни уплотнения, повышение качества форм подачу сверху в закрытую полость импульса за счет более плотной укладки частиц форсжатого воздуха и вторичного уплотнения мовочной смеси и расширение технологичепрессованием и устройство для уплотнения ских возможностей.зернистых материалов, содержащее уста- Поставленнаяцельдостигаетсятем,что новленные друг на друга плиту-стул, мо- в способе уплотнения зернистых материадельную плиту с .моделями, лов, в частности, литейного формовочного наполнительную рамку и подвижную плйту. материала, включающем засыпку материа-с прессующей колодкой. ла в опорку, герметизацию полости опоки,Однако известные технические реше- подачу сверху в закрытую полость импульса ния обладают рядом недостатков: разрых- сжатого воздуха и вторичного уплотнения ление верхних слоев формы, прессованием, на уплотняемую среду вознеравномерность уплотнения смеси в опоке дЕйствуют импульсом в процессе движения(71) Научно-производственное обьединение по технологии тракторного и сельскохозяйствейного машиностроения(56) Авторское свидетельство СССР (ч. 350571; кл, В 22 С 15/22, 1970.Авторское свидетельство СССР М 1535669, кл. В 22 С 15/22, 1987.(54) СПОСОБ УПЛОТНЕНИЯ ЗЕРНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ(57) Использование: в литейнОм производстве для импульсного метода. уплотнения литейных форм, Уплотнение зернистого 2матерйала формовочной смеси происходит за счет импульса сжатого воздуха, подача которого осуществляется во время движения"прессующей и многократного воздействия на смесь отраженной воздушной волны, а. также последуащего уплотнейия прессо- . ваниеМ, Устройство для его осуществления содержит траверсу; прессовую плиту, ресивер,уплотнительную рамку, упругую пневмоподвескуи привод, управляющий клапан, ймпульсный клапан, модельную плиту с моделями; При ходе подвижной плиты с прес- сующей колодкой вниз срабатывает управляющий клапан, который открывает ьмпульсный клапан, сжатый воздух из ресивера через отверстия прессовой плиты воздействует на формовочную смесь и уплотняет ее, после чего смесь доуплотняется прессующей колодкой. 2 с. и. ф-лы, 1 ил.прессовой плиты, начиная это воздействие непосредственно перед контактом с формовочной смесью, Устройство для уплотнения зернистых материалов, содержащее ресивер с импульсным клапаном, уплотнительную рамку, прессовую плиту с отверстиями, управляющий клапан и привод, снабжено траверсой, на которой закреплены прессовая плита, ресивер и посредством упругой пневмоподвески-уплотнительная рамка, при этом привод выполнен ввиде рычажного пневмоусилителя и шарнирносвязан с траверсой, а управляющий клапан установлен на траверсе над импульсным клапаном,При подаче сверху в закрытую полость импульса в процессе движения прессовой плиты в замкнутом объеме волна сжатого воздуха, отражаясь от модельной плиты, контактирует с движущейся прессовой плитой, от которой, вновь отражаясь, воздействует на формовочную смесь, данный процесс происходит многократно, до контакта прессующей колодки с формовочной. смесью и окончательного уплотнения прес- сованием,Многократно повторяемый процесс уплотнения и разрыхления верхних слоев формовочной смеси способствует улучшенному перераспределению фракций зернистого материала в замкнутом объеме и заполненио мелкими фракциями пустот между крупными.Давление, создаваемое упругой средой, повторяющей контур модели и последующее через короткий промежуток времени, в пределах 0,5 сек, прессование; позволяют получить равномерно уплотненную форму, расширить технологические возможности и существенно сократить цикл формообразования и энергозатраты на него за счет снижения давления прессования.На чертеже изображено предлагаемое устройство.Устройство содержит траверсу 1, на которой жестко закреплена прессовая плита 2с отверстиями, ресивер 3, уплотнительнуюрамку 4, упругую пневмоподвеску 5 и привод 6, выполненный в виде рычажного пневмоусилителя и шарнирно связанный с траверсой., управляющий клапан 7. установленный на траверсе 1 над импульсным клапаном 8, Модельную плиту с моделями 9, опоку 10 и наполнительную рамку 11.Способ реализуется следующим образом: после засыпки формовочной смесью в полость, образованную опокой 10 и наполнительной рамкой 11, начинает движение траверса 1, в процессе движения которой происходит герметизация полости и непосредственно перед контактом с формовоч избыточное давление над импульсным кла 30 паном 8 сбрасывается в атмосферу. Сжатый 35 40 10 15 20 25 ной смесью, на последнюю воздействуют импульсом сжатого воздуха через отверстия в прессовой плите 2 и уплотняют ее, при этом, в замкнутом объеме волна сжатого воздуха, отражаясь от модельной плиты с моделями 9, контактирует с движущейся прессовой плитой 2, от которой, вновь отражаясь, воздействует на формовочную смесь, данный процесс происходит многократно,до контакта прессовой плиты с формовочной смесью, после чего, смесь доуплотняется прессовой плитой.Устройство работает следующим образом: на модельную плиту с моделями 9 устанавливается опока 10 и наполнительная рамка 11. Полость опоки ирамки заполняется формовочной смесью,В исходном состоянии траверса 1 находится в верхнем положении, импульсный клапан 8 закрыт, привод б начинает перемещать траверсу 1 вниз, при движении которой упругая пневмоподвеска 5 воздействует на уплотнительную рамку 4 и осуществляет герметизацию полости, заполненной формовочной смесью, а непосредственно перед контактом с формовочной смесью, например, в интервале 0 - 20 мм, до ее поверхности, срабатывает управляющий клапан 7, и воздух из ресивера 3 действует на импульсный клапан 8 снизу и перемещает его в верхнее положение, при этом, сжатый воздух из ресивера 3 поступает в образовавшийся зазор и через отверстия в прессовой плите 2 воздействует на формовочную смесь, вслед за воздействием импульса сжатого воздуха происходит доуплотнение прессовой плитой. После окончания процесса уплотнения, через управляющий клапан 7 подается воздух и запирает импульсный клапан 8, Привод 6 поднимает траверсу 1 в исходное состояние. Заформованная опока 10 снимается с модельной плиты 9.Формула изобретения 1. Способ уплотнения зернистых материалов, в частности литейного формовочного материала, включающий засыпку материала в опоку, герметизацию полости опоки, воздействие на материал импульсом сжатого воздуха и последующее уплотнение прессованием, о т л и ч а ю щ и й с я тем, что,с целью сокращения времени уплотнения и повышения качества форм за счет более плотной укладки частиц формовочной смеси и расширения технологических возможностей, воздействие импульсом производят впроцессе движения прессовой плиты,начиная это воздействие непосредственно перед контактом с формовочной смесью.1791073 И. Дубовскийентал Корректор Н. Гунько Саста вител Техред М,М актор Н. Егорова Тираж Подписноеэрственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж, Раушская наб., 4/5 каэ 115 ВНИИПИ роизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 1 2, Устройство для уплотнения зернистых материалов, содеожащее ресивер с импульсным клапаном, уплптнительную рамку, прессовую плиту с отверстиями, управляющий клапан и привод, о т л и ч а ю ще ес я тем, что, с целью сокращения времени уплотнения и повышения качества форм за счет более плотной укладки частиц формовочной смеси и расширения технологических возможностей, оно снабжено траверсой, на которой жестко закреплены прессовая плита, ресивер и посредством упругой пневмоподвески уплотнительная рамка, 5 при этом привод выполнен в виде рычажного пневмоусилителя и шарнирно связан с траверсой, а управляющий клапан установлен на траверсе над импульсным клапаном,
СмотретьЗаявка
4885130, 28.11.1990
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ ТРАКТОРНОГО И СЕЛЬСКОХОЗЯЙСТВЕННОГО МАШИНОСТРОЕНИЯ
ШТРАКС ФРИДРИХ ГРИГОРЬЕВИЧ, ГУЛЛЕР ЭДУАРД АБРАМОВИЧ, ДУБОВСКИЙ ИГОРЬ СЕМЕНОВИЧ, СОБОЛЕВ ГЕННАДИЙ ВИКТОРОВИЧ, КУСОВ ВЛАДИМИР АВГУСТОВИЧ, БЕЛОВА СВЕТЛАНА ЮРЬЕВНА
МПК / Метки
МПК: B22C 15/22
Метки: зернистых, уплотнения
Опубликовано: 30.01.1993
Код ссылки
<a href="https://patents.su/3-1791073-sposob-uplotneniya-zernistykh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ уплотнения зернистых материалов и устройство для его осуществления</a>
Формовочная прессовая машина для изготовления литейных форм

Номер патента: 891207
Опубликовано: 23.12.1981
Авторы: Гапанович, Коротеев, Мартынов
МПК: B22C 15/08
Метки: литейных, прессовая, форм, формовочная
...цилиндр 15 и установленныйвнутри его силовой цилиндр 19 тожесвязаны с программным устройством 16,Каждая каретка выполнена в видепрямоугольного ящика, в котором установлен стол 20. К столу 20 прикреплена подмодельная плита 21 с моделями 22. Каждая каретка 5-10 снабжена устройством для протягивания моделей, вьцолнснпым В виде плиты 23,на которой закрепгеы штыри 24, пропущенные через отверстия в столе 20и подмодельной плите 21, Плита 23имеет выступы 25, входяшие В пазы26 стола 20, К прессовому силовомуцилиндру 15 на стойках 27 прикреплена упорная плита для прессования28. Между упорной плитой 28 и прессовым силовым цилиндром 5 на рамах 2 и 3 расположен второй раздвижной ряд роликов 29 для перемецениязаформованных спок, К этому ряду...
Устройство для непрерывного формования плит из смесей повышенной сыпучести

Номер патента: 1512771
Опубликовано: 07.10.1989
Авторы: Кудин, Садыков, Хаимов, Хайнер
МПК: B28B 5/00
Метки: непрерывного, плит, повышенной, смесей, сыпучести, формования
...8, который вращается посредством звездочки 12, Толщина слоя Ьнастраивается путем подъема или опускания шиберной заслонки 6 первичного дозирования. Каток 8 уплотняет смесь до толщины Й 1 в основной зоне и до толщины иг по 40 краям в зоне боковых конвейеров 15. Благодаря тому, что боковые уплотнители выполнены в виде узких реборд 9 и снабжены дисковыми ножами 10, расположенными непосредственно на катке 8, степень уплотнения смеси под ребордами 9 повышается, так 45 как дисковые ножи 10 препятствуют боковому выпиранию смеси из-под реборд 9. Толщина уплотненной смеси 61 при заданных массе, диаметре катка и толщине Й зависит от формовочных свойств смеси (насыпной массы смеси и уплотняемости). С увеличением насыпной массы смеси толщина г,...
Формовочная прессовая машина

Номер патента: 240949
Опубликовано: 01.01.1969
Авторы: Гинзбург, Егоров, Парфенов, Приемский, Рубинштейн, Яфет
МПК: B22C 11/04, B22C 15/02
Метки: прессовая, формовочная
...механизма 4, каретка с моделью и опоркой передается под;наполнительную рамку,7 для заполнения наполнительной смесью из дозатора 15. По окончании засыпки смеси каретника с моделью, опокой и, наполнительяой рамкой подается для процесса прессования на опору 11, части которой в этот момент сведены вместе, а на вторую каретку с моделью одновременно с ЗО этим посту 1 пает,новая пустая опока, В моих На,фиг. 1 изобраиена схема эписьоваемо машины с частичным разрезом; на фиг. 2 - то же, вид сбоку. Машина состоит из станины 1, на которойустановлены цилиндр 2 для подъема кареток Предложенная ма весвных тем, что на ки модели устаяовл двух симметрично приводами,для возв перемещения в гори Такое выполнение машины упрощает еяжки модели, меки 5 с...
Установка для непрерывного изготовления плит из смеси древесных частиц с термореактивным связующим

Номер патента: 1284834
Опубликовано: 23.01.1987
Авторы: Мовнин, Мурзич, Сергеевичев
МПК: B27N 3/24
Метки: древесных, непрерывного, плит, связующим, смеси, термореактивным, частиц
...3 прессования снабжены электрообогревателями 18, которые соединены последовательно между собой и с источником 19 переменного тока. Такое соединение электрообогревателей, каждый из которых предназначен для нагревания только одной прес- сующей ветви, обеспечивает при ис пользовании одинаковые тепловыделения на любой из ветвей, а при одинаковой высоте каналов 7 и 8 прессования (т.е. одинаковой толщине ковров) и предложенном электрическом соединении будут обеспечены идентичные условия прессования для достижения параллельно изготавливаемых плит одинакового качества. Для приведения в движение бесконечных транспортирующих лент 6 механизмов 2 и 3 прессования барабаны 20 в них соединены с электродвигателями (не показаны) и являются поэтому...
Установка для непрерывного изготовления плит из смеси древесных частиц со связующим

Номер патента: 1757887
Опубликовано: 30.08.1992
Автор: Маруфенко
МПК: B27N 3/26
Метки: древесных, непрерывного, плит, связующим, смеси, частиц
...18, причем последние связаны спневмосистемой;Пневмьсистема включает источник сжатого воздуха 19, краны 20, фйльтр-влагоотделитель 21, реле давления 22,редукционные клапаны 23, маслораспылитель 24, пневмоцилиндры 25, 26, 27, 28,пневмораспределители 29, глушители 30, дроссели 31, манометры 32,Распределительные коллекторы 17 с отверстиями 18 соединены с воздухопроводами 33.Установка для неперывного изготовления плит из смеси древесных частиц со связующим работает следующим образом. В канал 4 прессования по транспортеру 16 подают просмоленную стружку 15,Движение лент 3 осуществляется посредством приводных фрикционных роликов 10 к которым они прижимаются силовыми цилиндрами 13 через прижимные ролики 11, Натяжение лент 3 осуществляется...