Способ лазерного легирования и наплавки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
(51)5 В 23 К 26 ОПИСАНИЕ ИЗОБРЕТЕ АВТОР КО ИДЕТЕЛ ЬСТВУ сударственный техни. Казаков, В.А. Лопо Строфилов и А.П. Ч р,М ботк оды поверхно - йл.: Высшая ЕГИРОВАНИЯ ГО машиностроение. Сущри лазерном легироваа обрабатываемую м к нормали направляГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Ленинградский гческий университет(54) СПОСОБ ЛАЗЕРИ НАПЛАВКИ(57) Использование:ность изобретения:нии и наплавкеповерхность подугл Изобретение относится к технологи азерной обработки материалов и може ыть использовано в судостроении, маши остроении и других отраслях. Известно использование луча лазера для локального нагрева подложки до температуры, превышающей температуру плавления наплавляемого материала.Недостатком способа является низкий коэффициент полезного действия из-за высокой отражательной способности металла подложки.Известен способ лазерной наплавки, при котором лазерный луч расплавляет подложку и порошок вдувают в ванну расплава непосредственно за лазерным лучом.Недостатком способа является низкий КПД из-за высокой отражающей способности расплава. ют сфокусированное лазерное излучение, заглубляя его фокус на заданную глубину, а вдоль направления отраженного от поверхности излучения в зону обработки вдувают наносимый порошок, Для повышения КПД и улучшения качества, величину заглубления фокуса берут равной2 Л Р = Чп где Чп - скорооцп - Тпл т2 оп а сть подачи порошка в зону обработки; о - диаметр частиц порошка; а - коэффициент температуропроводности порошка; Тпл, - температура плавления порошка; Ат - коэффициент теплопроводности порошка; цп - плотность мощности отраженного лазерного излучения, 1 ил., 1 табл. Известен способ, при котором луч лазера фэкусируется на поверхности заготовки с помощью паоаболического зеркала, при этом присадочный материал подается в виде порошка струей инертного газа через сопло, проходящее через фокусирующее зеркало,Недостатком способа является сложность изготовления фокусирующего зеркала, малый коэффициент полезного действия изза рассеяния луча лазера на частицах порошка до попадания на заготовку и ухудшение качества наплавленного валика из-за флуктуаций плотности мощности и нарушений фокусировки.Наиболее близким по достигаемому эффекту и технической сущности к предлагаемому является способ наплавки с помощью лазера, На наплавляемую поверхность под углом 7 - 15 к нормали в зоне обработкинаправляют сфокусированное лазерное излучение, а наплавляемый порошок вдувают в ванну расплава по направлению отраженного луча, при этом порошок нагревается, что обеспечивает рост КПД процесса и качество наплавки.Недостатком способа является неопределенность варианта фокусировки и отсутствие расчетных формул, определяющих располокение фокуса относительно повер- хности сбрабагываемого изделия в зависимости от теплопроводности, размеров и других характеристик вдуваемого в зону обработки порошка, что не позволяет добиться максимально возможного КПД процессаЦепь изобретения - увеличение КПД установки и улучшение качества сплаеления легируащего порошка с основой,Способ иллюстрируется чертежом.Для достижения указанных целей лазерный луч фокусируют под поверхнсстью, а наплаепяемый порошок вдувают в ванну расплава пс наг равлению отраженного от поверхности изделия луча. Наплаеляемый порошок пода от через отраженный пуч, сфокусированный под поверхностью, таким ооразом порошок прсходлт через фокус с 1. раженного луча, Порошок улавливает энергию отраженного луча, что увеличивает КПД установки. Прохокдение порошка через фокус отраженного пуча позволяет псдплаеить порошок.,тс увеличивает качество сг 1 лаеления порошка с основой, При этом фокус заглубпают е каждом конкретном случае на строго определенную величину, рассчитан. ную по формулеСтЦп 1 пл/т )2ть, - о и2 цпЫДля определения оптимального заглубления фокуса под поверхность воспользовались Выса)кениемТпЦпг,пе и - диаметр частиц вдуваемого порошка;г 2 - коэффицлент температуропроеодности порошка;г- время нагрева;Тпл - температура плавления порошка;Ж - коэффициент теплов роводности порошка;цп - плотность мощности отраженного излучения, В свою очередь цп=ЕИр, где й - коэффициент отражения, учитывающий также и степень диффузности отражения излучения; Яр - плотность мощности падающего 5 излучения,Процелав ряд преобразований, найдемвремя нагрева до расплавления частиц порошка:Чп Тпл лт ,24 й 7=-)Цп Чп Тпл Лт )2 2 цп 77 у 15,3) Тогда за пубпение фокуса под поверхность Ь Р определим из выражения Ь= =п20 4) где Чп - скорость подлетаюгцих в зону сбрабс тки частиц порошка. Подсгавлм в последнее выражение 3) и получимЧп Тплт )2 51 2 сп 17 Е Оптимальное заглубление фокуса позволяет не только увеличить КПД установки,но и улучшить качество сплавления легирующегс порошка с основой,В случае превышения Л Е оггглмальногозначения порошок вначале нагреется в перетякке до оплавления, а затем по мере35подлета к ванне расплава и выхода из зоныперегякки остынет. В случае недостаточногс ззтпубления фокуса под поверхность Л Рпорошок не будет успевать нагреваться до40температур плавления. ,4 в том и е другомслучае е зоне обработки еозмокнс появление нерасплавившихся частиц и участковнесппавления их основой, Спи)кение скорости для устраненля э)их дефекгое приведетк потере производительности и увеличениюф" зоны пониженной твердости.Фокусировк,:. под поверхностью примеяется е сварке для увеличения глубиныпроппавления, ь резке для увеличения каче 50с. еа реза.Лспспьзсвание энергии отракенногс, луча известно для диагностики параметровпроцесса.В предложенном способе подача пучапод углом используется для уменьшенияпоглощения плазменным факепсм и дляформирования отраженного луча в направлении, отличном от направлен падающего луча, Фокусировка под поверх:-;остью сопти. альным заглубление,л применяетсядля увеличения плотности мощности в отраженном луче и подплавления порошков до их попадания на подложку,Подача порошка по направлению отраженного луча осуществляется для улавливания энергии, что приводит к предварительному нагреву порошка до попадания в ванну расплава и увеличения КПД процесса.П р и м е р. На лазерной технологической установке ХЕБРА проводилась наплавка на заготовку стали СТЗ порошка из стали Х 18 Н 9 Т, Мощность установки составляла 1 кВт, расход порошка 0,25 г/с, Угол наклона луча составлял 15, угол порошка был равен углу наклона луча. Луч фокусировался под поверхность заготовки. КПД установки определялся калориметрированием, результаты экспериментов представлены в таблице, Оптимальное заглубление фокуса под поверхность рассчитывали по формуле (5), Приняв б= 0,02 см; цп= 10 Вт/см; Тпл=6=1600 С;а=0,05 см /с; Л,=0,45 Вт/см град; Чв= 810 см/с, получили Ь Р= 8 мм.гПри Ь Р = 8 мм в зоне обработки отсутствовали нерасплавившиеся частицы, не наблюдалось несплавления легированного слоя с основой, При обработке по прототипу указанные недостатки наблюдались,Использование изобретения обеспечивает по сравнению с прототипом следующие преимущества: увеличение КПД установки за счет использования энергии отраженного луча и устранения рассеяния энергии на частицах порошка до попадания лазерного луча на заготовку и за счет возможности точной фокусировки излучения; улучшение качества обработанного изделия за счет улучшения сплавления из-за под плавления частиц порошка до их попаданияна подложку; уменьшение зоны термического влияния; улучшение формирования наплавляемого валика. 10 Формула изобретенияСпособ лазерного легирования и наплавки, при котором на обрабатываемую поверхность под углом к нормали направляют сфокусированное лазерное излучение, 15 заглубляя его фокус на заданную глубину, авдоль направления отраженного от поверхности излучения в зону обработки вдувают порошок, о т л и ч а ю щ и й с я тем, что, с целью повышения КПД и улучшения качест ва, процесс ведут при величине заглубленияфокуса, равнойДР( Остап Тпл Лт )22 ц, а25где Чп - скорость подачи порошка;О - диаметр частиц порошка;а - коэффициент температуропроводности порошка;30 Тпл - температура плавления порошка;А - коэффициент теплопроводности порошка;ц - плотность мощности отраженноголазерного излучения.35
СмотретьЗаявка
4804453, 20.03.1990
ЛЕНИНГРАДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ГОРНЫЙ СЕРГЕЙ ГЕОРГИЕВИЧ, КАЗАКОВ АЛЕКСАНДР АНАТОЛЬЕВИЧ, ЛОПОТА ВИТАЛИЙ АЛЕКСАНДРОВИЧ, СМИРНОВ НИКОЛАЙ ВЛАДИМИРОВИЧ, СТРОФИЛОВ ЮРИЙ АЛЕКСАНДРОВИЧ, ЧЕКМЕЗОВ АЛЕКСАНДР ПЕТРОВИЧ
МПК / Метки
МПК: B23K 26/00
Метки: лазерного, легирования, наплавки
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/3-1743770-sposob-lazernogo-legirovaniya-i-naplavki.html" target="_blank" rel="follow" title="База патентов СССР">Способ лазерного легирования и наплавки</a>
Способ измерения спектральных коэффициентов черноты излучения поверхностей

Номер патента: 389414
Опубликовано: 01.01.1973
Авторы: Вител, Глазырин, Кринский
МПК: G01J 5/00
Метки: излучения, коэффициентов, поверхностей, спектральных, черноты
...в месте контакта и градиент температур по поверхности сводится к нулю. Указанная цель достигается тем,что по различию светимости контролируемой поверхности измеряют разность температур в точке контакта термоприемника и в соседней точке и по этой разности с помощью до полнительного нагревателя автоматическикомпенсируют потери теплооттока по термопр иемнику.Формирование управляющего сигнала осуществляют следующим образом, Излучение 10 от двух точек периодически направляется нафотоприемник, например фотодиод, вырабатывающий переменное напряжение с частотой световой модуляции, амплитуда которого пропорциональна разности светимости двух 15 выбранных точек объекта, используется в качестве управляющего сигнала.На чертеже показана...
Устройство для определения коэффициента поглощения излучения оптической средой

Номер патента: 1619072
Опубликовано: 07.01.1991
Авторы: Лубков, Малинковский, Фомин
МПК: G01K 17/00
Метки: излучения, коэффициента, оптической, поглощения, средой
...которых. имеет лыски 8, равномернорасполокенные к световому окну 5 прижимного элемента 1, устанавливаетсяоптическая среда в виде образца 14,который фиксируется прижимом 15 спружиной 16, установленными в корпу-.се 17.1После установки и фиксации образ-ца 14 поворачивают прижимной элемент1, закрепленный на внутренней стенке .корпуса 2, на оси 3 в вертикальноеположение и закрепляют невыцадающимвинтом 4, ф,Подачей упора 23 вправо по направляющим винтам 25 до совмещения отвер стия 26 с лысками 8 направляющего винта 7 пружины 9 освОбождаются от сжатия и направляющие винты 7 вместе ,с фланцем 10 обоймой 6 перемещаются ",вправо до прижатия грани 27 образца 17 к поверхности медной подложки 18, закрепленной через фторопластовые пластины 19...
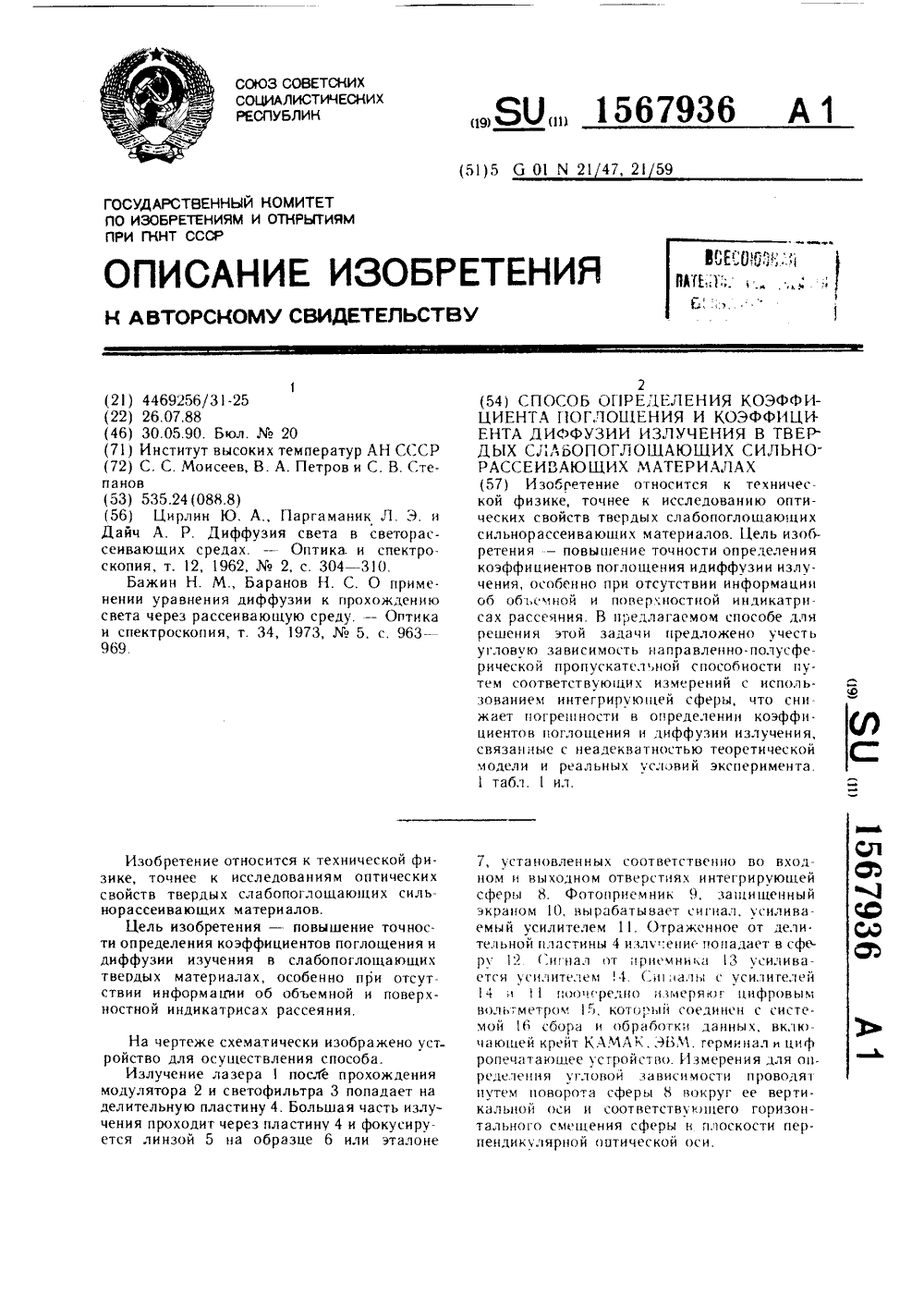
Способ определения коэффициента поглощения и коэффициента диффузии излучения в твердых слабопоглощающих сильнорассеивающих материалах
Номер патента: 1567936
Опубликовано: 30.05.1990
Авторы: Моисеев, Петров, Степанов
МПК: G01N 21/47, G01N 21/59
Метки: диффузии, излучения, коэффициента, материалах, поглощения, сильнорассеивающих, слабопоглощающих, твердых
...5 лазерным пучком часть торцовой поверхнос-ти образца (область засветки) при различных углах падения излучения должна быть олной и той же, Это достигается как за сцет сканирования пучка вдоль выбранной площадки (при малыхуглах падения), так и 0 за счет фокусировки пучка до нужных размеров с помощью линзы (при больших углах падения). Госле указанных угловых измерений определяют угловую зависимость 1/= 1/1, где 1 - сигнал, пропорциональный нормально-полусферической пропускательной способности Р лля данного образца.Рассчитывают двуполусферическую пропускдтельнук способность Р(1,) для всех образцов по соотношению Р(1,) =2 Р(1.,) 30 н (Р)11, 1=1, , В, после чего рассчитыфвают значения К и Р в результате минимизации функционалаГ(К, Р)=Х...
Устройство оценки лечения раневой поверхности по коэффициенту отражения

Номер патента: 1138113
Опубликовано: 07.02.1985
Авторы: Глушко, Коломоец, Михалевский, Шапошников
МПК: A61B 5/00, A61N 5/067
Метки: коэффициенту, лечения, отражения, оценки, поверхности, раневой
...движениекаретки, на которой установлено подвижное зеркало б, вдоль направляющейрельсы-планки таким образом, что после каждого прямого движения кареткис зеркалом 6 происходит незначительное смещение рельсы-планки в направлении, перпендикулярном движению каретки, и ее обратное движение происходит уже по другой линии, расположенной параллельно предыдущей.Таким образом, система двумерной развертки 4 обеспечивает равномерное сканирование зеркала б и отраженного от него лазерного излучения по поверхности раны, прилегающей к шаровому фотометру 2, через имеющиеся в верхней и нижней части шарового фотометра отверстия, При этом при про-.движении подвижного зеркала 6 механически связанное с ним перо 7 механического...
Устройство для рентгеновского дифракционного исследования объектов и способ установки зеркала полного внешнего отражения в пучке рентгеновского излучения

Номер патента: 883726
Опубликовано: 23.11.1981
МПК: G01N 23/207
Метки: внешнего, дифракционного, зеркала, излучения, исследования, объектов, отражения, полного, пучке, рентгеновского, установки
...ось пучка. При этом блок зеркала 3 полного внешнего отражения ус фтанавливают таким образом, что зеркало 10 располагается на уровне, выше предполагаемого пучка ретгеновскогоизлучения. Одновременно с помощьюсредств 15 наклона двух задних опор6 платформы 5 ось пучка рентгеновского излучения устанавливают параллельно продольной оси отражающей поверхности зеркала 10, и, следовательно, .перпендикулярно линии, на которой26расположены. точки контакта задних опор 6, имеющих одну степень свободы. С помощью средств 15 устанавливают плоскость зеркала 10 так, что ее образующая, параллельная попереч- н ной оси, располагается в горизонтальной плоскости, т.е, перпендикулярно плоскости фокусировки рентгеновского пучка зеркалом 3 полного внешнего...
Предыдущий патент: Способ диффузионной сварки материалов
Следующий патент: Автомат проволочного монтажа полупроводниковых приборов
Случайный патент: Устройство для раздачи корма животным