Способ диффузионной сварки материалов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1743769
Авторы: Золотухина, Каракозов, Чарухина
Текст
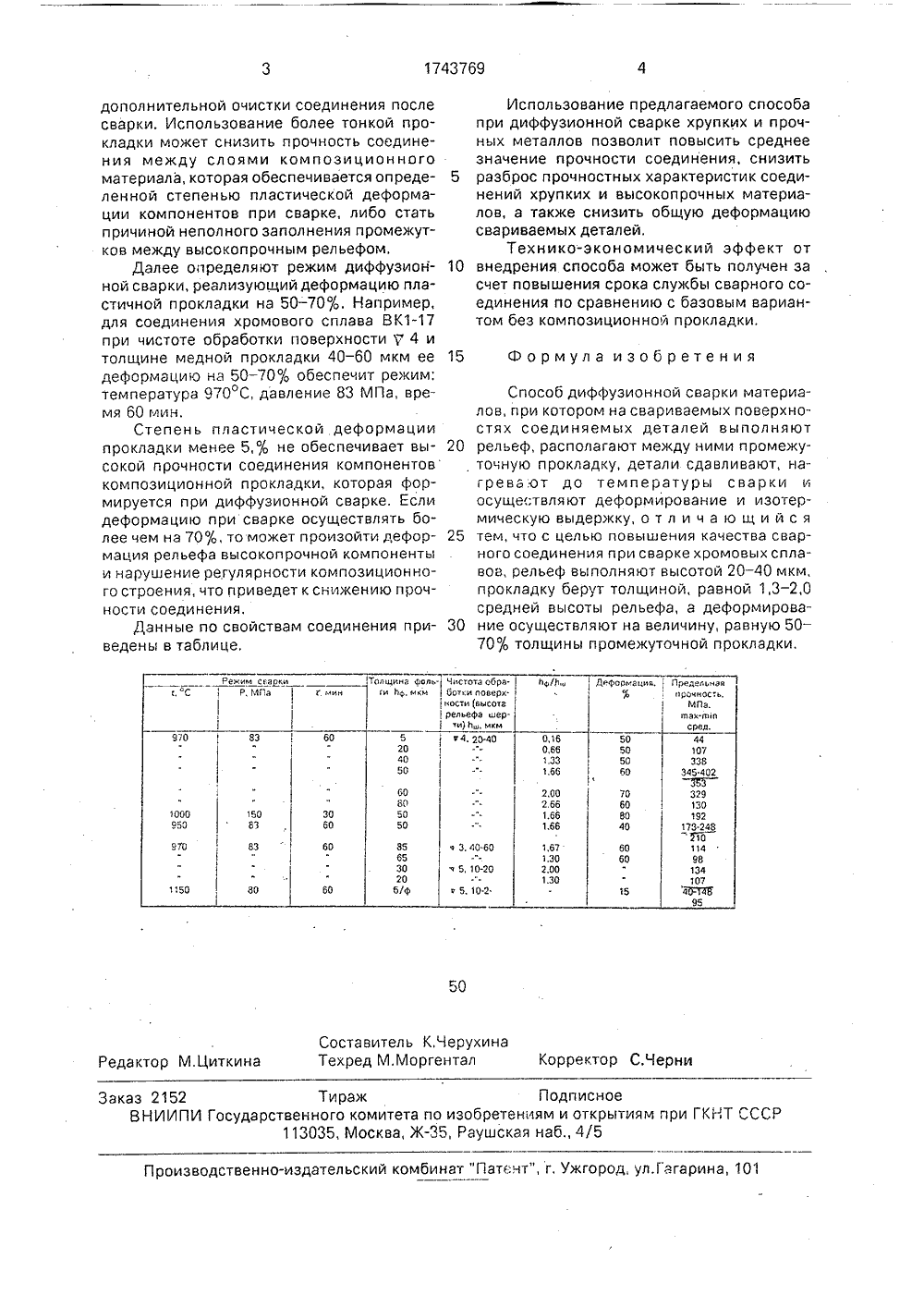
,СЭ ГОСУДАР СТВ Е ННЫ Й КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР МУ СВИДЕТЕЛЬСТВ(71) Московский вечерний метский институт(54) СПОСОБ ДИФФУЗИОННОЙМАТЕ РИАЛ О В Изобретение относится к сварке, в частности к диффузионной сварке прочных и хрупких материалов.Цель изобретения - повышение качества соединения за счет повышения прочности переходной зоны.Способ осуществляется следующим образом.Поверхность сваоиваемых деталей обрабатывается с высотой гребешков рельефа от 20 до 40 мкм(чистота обработки 4), Такая высота рельефа является оптимальной для того; чтобы после диффузионной сварки обеспечить регулярную композиционную структуру переходной зоны за счет чередования гребешков рельефа высокопрочного основного материала со слоями материала пластичной прокладки.Формируемый в переходной зоне композиционный материал имеет слоистое строение, Граница раздела между прочной и пластичной составляющей располагается перпендикулярно свариваемым поверхностям и фронту продвижения трещины, рэз(57) Использование: в различных отраслях промышленности для соединения прочных и хрупких материалов диффузионной сваркой. Сущность изобретения: на свариваемых поверхностях соединяемых деталей из хромовых сплавов выполняют рельеф высотой 20 - 40 мм и располагают между ними прокладку толщиной, равной 1,3 - 2,0 средней высоты рельефа. Детали сдавливают, нагревают до температуры сварки и осуществляют деформирование на величину, равную 50 - 70% толщины промежуточной прокладки. 1 табл. рушающеи сварное соединение. Для следующего возможного диапазона 10 - 20 мкм (чистота обработки Р 5) невысокая высота рельефа после пластической деформации при диффузионной сварке может нарушить регулярное строение композиционной прокладки, и прочность соединения через композиционную прокладку такого строения снизится, Для чистоты обработкир 3 с высотой рельефа шероховатостей 40 до 80 мкм прочность соединения также уменьшается, так как увеличивается доля пластичной, непрочной составляющей композиционного материала, и появляется вероятность неполного заполнения промежутков между рел ьефом.Толщину пластической прокладки выбирают 1,3 - 2 от средней высоты рельефа шероховатости. При сварке хромового сплава ВК 1-17 при чистоте обработки 74 с высотой рельефа 20 - 40 мкм толщина медной прокладки должна быть 40-60 мкм. Избыточная толщина прокладки может нарушать непрерывность упрочняющей фазы и требовать1743769 Использование предлагаемого способа при диффузионной сварке хрупких и прочных металлов позволит повысить среднее значение прочности соединения, снизить разброс прочностных характеристик соединений хрупких и высокопрочных материалов, а также снизить общую деформацию свариваемых деталей,Технико-экономический эффект от внедрения способа может быть получен за счет повышения срока службы сварного соединения по сравнению с базовым вариантом без композиционной прокладки,дополнительной очистки соединения послесварки. Использование более тонкой прокладки может снизить прочность соединения между слоями композиционногоматериала, которая обеспечивается определенной степенью пластической деформации компонентов при сварке, либо статьпричиной неполного заполнения промежутков между высокопрочным рельефом.Далее определяют режим диффузионной сварки, реализующий деформацию пластичной прокладки на 50 - 700. Например,для соединения хромового сплава ВК 1-17при чистоте обработки поверхности 7 4 итолщине медной прокладки 40 - 60 мкм ее 15деформацию на 50 - 700 обеспечит режим;температура 970 С, давление 83 МПа, время 60 мин.Степень пластической деформациипрокладки менее 5,70 не обеспечивает высокой прочности соединения компонентовкомпозиционной прокладки, которая формируется при диффузионной сварке. Еслидеформацию при сварке осуществлять более чем на 700, то может произойти деформация рельефа высокопрочной компонентыи нарушение регулярности композиционного строения, что приведет к снижению прочности соединения,Данные по свойствам соединения приведен ы в табл и це. Формула изобретения Способ диффузионной сварки материалов, при котором на свариваемых поверхностях соединяемых деталей выполняют рельеф, располагают между ними промежуточную прокладку, детали сдавливают, нагревают до температуры сварки и осуществляют деформирование и изотермическую выдеркку, о т л и ч а ю щ и й с я тем, что с целью повышения качества сварного соединения при сварке хромовых сплавов, рельеф выполняют высотой 20 - 40 мкм, прокладку берут толщиной, равной 1,3 - 2,0 средней высоты рельефа, а деформирование осуществляют на величину, равную 50 - 7000 толщины промежуточной прокладки,Дефорк рг еркотгшеркм 50 50 50 1.ЗЗ 1.66 2.00 2.66 1,66 1.66 1,67 1,З 0 2,00 1.З 0 ставитель К,Черухинахред М,Моргентал Корректор С.Черни Редактор М,Циткин роизводственно-издательский комбинат "Патент", г, Ужгород,. ул,Гагарина, 1 Заказ 2152 Тираж Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ ССС 113035, Москва, Ж-З 5, Раушская наб., 4/5
СмотретьЗаявка
4842478, 13.04.1990
МОСКОВСКИЙ ВЕЧЕРНИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ЧАРУХИНА КИРА ЕВГЕНЬЕВНА, КАРАКОЗОВ ЭДУАРД СЕРГЕЕВИЧ, ЗОЛОТУХИНА СВЕТЛАНА ИГОРЕВНА
МПК / Метки
МПК: B23K 20/16
Метки: диффузионной, сварки
Опубликовано: 30.06.1992
Код ссылки
<a href="https://patents.su/2-1743769-sposob-diffuzionnojj-svarki-materialov.html" target="_blank" rel="follow" title="База патентов СССР">Способ диффузионной сварки материалов</a>
Установка для сборки под сварку и автоматической сварки продольных швов обечаек

Номер патента: 863280
Опубликовано: 15.09.1981
Авторы: Антонов, Потапов, Соколов
МПК: B23K 37/04
Метки: автоматической, обечаек, продольных, сборки, сварки, сварку, швов
...штифтами и имеющего коническое отверстиепо форме соответствующее форме обечайки, на поверхности ложемента состороны расположения сварочной головки выполнена щель для размещения в нейстыка обечайки, выталкиватель заготовок выполнен в виде ножа, размещенного в щели корпуса в зоне малого диаметра обечайки, в качестве конвейеразаготовок применен цепной транспортер с гнездами для крепления заготовок,при этом в каждом гнезде имеетсяфиксатор паза обечайки и выполненыотверстия под штифты корпуса.На фиг, 1 изображена установка;вид сбоку; на фиг, 2 - то же, видсверху; на фиг. 3 - разрез А-А нафиг. 2; на фиг, 4 - эскиз заготовкис пазом для ориентации; на фиг. 5гнездо с фиксатором паза обечайки;на фиг. 6 - вид Г на фиг. 5,Установка содержит...
Устройство для сборки под сварку и контактной сварки объемных изделий из листов

Номер патента: 1530393
Опубликовано: 23.12.1989
Авторы: Егоров, Копыт, Романив
МПК: B23K 37/04
Метки: контактной, листов, объемных, сборки, сварки, сварку
...9 с закрепленными на ней оправками 3, Каждая оправка 3 снабжена приводом 10 ее углового шагового вращения с мальтийским механизмом и фиксаторами 11.На основании 1 установлены демпферы 12, механизм 13 поворота и ме 1 О 15 го 25 30 ханизм 4 фиксации поворотной траверсы 9.В каждой грани оправки 3 выполненпаз с закрепленной в нем планкой 15,снабженной двумя пальцами 4 и электромагнитами 8, расположенными нанижней стороне каждой грани оправки3. В каждой грани оправки .3 размещены нижние сварочные электроды 16.планка 15 соединена с конусом 7, установленным в оправке 3, посредстном тяг 17, а конус связан с приводом 6 посредством талкателя 18 и рычага 19,Устройство работает следующим образом.В зону загрузки устанавливают оправку 3. Привод 6...
Способ диффузионной сварки

Номер патента: 642114
Опубликовано: 15.01.1979
МПК: B23K 19/00
Метки: диффузионной, сварки
...с выделением атомарного водорода, который эффективно восстанавливает окислы в зонесварки, активируя поверхности металлов в этой зоне,Благодаря применению полого пуансона не требуется специального сварочного оборудования, так как восстано" вительную среду создают в замкнутой зоне непосредственно в области сварки,Благодаря локальному нагреву эоны соединения повышается прочность соединения.б 42114 Фориула изобретения Составительехред И.Борисов едактор О,торгашев Подписноеенного комитета СССРетений и открытийушская наб., д,4/5 тираж 1221 ИИПИ Государств по делам нэобр осква, Ж, Ракаэ 7 б 49/13 1130 иал ППП Патент, г.ужгород, ул,Проектная,4 Пример осуществления способа.Производят сварку никелевого электрического вывода с...
Установка для диффузионной сварки

Номер патента: 821101
Опубликовано: 15.04.1981
Авторы: Аева, Борисов, Захаров, Попов, Сытин, Теплов
МПК: B23K 20/00
Метки: диффузионной, сварки
...за пределы держателя. Так 60как эти части имеют длину, равную илименьше диаметра трубочки, то они вменьшей степени пьдвергаются деформации при повышенных усилиях сжатия.Длина привариваемых трубочек регла ментируется лишь длиной отверстий н держателе. В связи с тем, что держатель не находится под воздействием высоких температур, выбор его конструкционного материала определяется в основном легкостью обработки.Применение крышки с резьбовыми отверстиями в предлагаемом устройстве обеспечинает возможность сваривания трубок различной длины; выполнение держателя составным из пластин и прокладок облегчает выполнение отверстйй малого диаметра,что упрощает конструкцию держателя; выполнение нагревателя с цилиндрическими концами, вставленными в...
Способ соединения удлиненных металлических деталей постоянного поперечного сечения диффузионной сваркой

Номер патента: 1338779
Опубликовано: 15.09.1987
Автор: "пьер
МПК: B23K 20/14
Метки: диффузионной, металлических, поперечного, постоянного, сваркой, сечения, соединения, удлиненных
...соединения по всему сечению (фиг. 3). После сварки детали охлаждают.Благодаря уменьшению сечения свариваемых деталей в зоне соединения и образованию конической полости высотой, увеличивающейся от периферии к центру, увеличивается удельное давление и создаются условия всестороннего сжатия в зоне соединения,что ускоряет диффуэионныепроцессы в зоне контакта. Благодаря выполнению канала н одной из соединенных деталей создается воэможность подавать восстановительный газ, например водород, в зону соединения, что способствует удалению окислов со свариваемых поверхностей. Ве это приводит к повышению качества сварного соединения., 10 15 20 25 30 35 40 45 П р н м е р. Сваривали детали иэ конструкционной стали ЯТ 52-3 диаметром 40 мм....
Предыдущий патент: Устройство для наплавки трением
Следующий патент: Способ лазерного легирования и наплавки
Случайный патент: Устройство для испытания легкоплавких предохранительных пробок паровых котлов