Штамп для изотермического деформирования
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
) ( 1) 2, 1/06 5)5 В 21 ) ОМИТЕТОТКРЫ ТИЯМ ГОСУДАРСТВЕ ННЫЙПО ИЗОБРЕТЕНИЯМПРИ ГКНТ СССР с к ИЗОБРЕТЕНИЯ СА ОМУ СВ ЕЛЬСТВУ АВТ обработке меть использоваования полых утем обратного ских условиях, баллонов, преевых сплавов, ие качества из(21) 4466108/27(56) Авторское свидетельство СССРФ 727304, кл, В 21,3 13/02, 1977,(54) ШТАМП ДЛЯ ИЗОТЕРМИЧЕСКОГО ДФОРМИРОВАНИЯ(57) Изобретение относится кталлов давлением и может быно для горячего деформиризделий за один переход ивыдавливания в изотермиченапример, при изготовленииимущественно, из аллюминиЦель изобретения - повышен Изобретение относится к обработке металлов давлением и может быть использовано для горячего деформирования полых иэделий за один переход путем обратного выдавливания в изотермических условиях, при изготовлении баллонов, преимущественно, из алюминиевых сплавов,Цель изобретения - повышение качества изделий за счет интенсификации нагрева примыкающего к очагу деформации участка пуансона.На чертеже показан предлагаемый штамп, общий вид,Штамп содержит матрицу 1 с цилиндрической обоймой 2, пуансон 3. охватывающий их теплоизоляционный кожух 4, индуктор 5, Матрица 1 жестко закреплена на столе пресса, например, посредством прижимного фланца 6. Пуансон 3 установлен на верхней траверсе пресса при помощи держателя 7. Пуансон 3 выполнен с делий за счет интенсификации нагрева примыкающего к очагу деформации участка пуансона. Пуансон штампа выполнен с глухой осевой полостью, В зоне, примыкающей к очагу деформации, смонтирован сердечник, изготовленный из сплава на железо-кобальтовой основе, например 49 КФ и 50 КФ, При нагревании всего штампа индуктором перед изотермическим деформированием вместе с исходной заготовкой не происходит отбора тепла от заготовки пуансоном, так как его сердечник нагревается цо температуры, большей чем сам пуансон. В итоге улучшаются условия деформировэния заготовки, повышается качество изделий, снижается величина усилия деформирования. 1 глухой полостью, в примыкающей к очагу деформации части которой размещен сердечник 8, еыпппненныи, например, из спяа. вов на железо-кобальтовой основе типа 49 КФ, 50 КФ и дрхарактеризующихся еы- а сокими значениями коэрцетивной силы ин- СЬ дукции. Для обеспечения жесткости Со пуансона 3 в этой же полости зэ сердечни ком может быть установлен стержень 9, вы- ( ) полненный из материала, аналогичного ц материалу пуансона, Снаружи теплоизоляционного кожуха смонтирован индуктор 5 нагревателя, Штамп работает следующим образом, Исходную заготовку помещают во внутреннюю полость матрицы 1 и обойму 2. подводят к верхнему торцу заготовки пуансон 3. Подключая индуктор 5 к источнику тока промышленной частоты, нагревают заготовку, а заодно с ней матрицу 1, обойму 2 и нижний торец пуансона 3 до заданной тем 1687353пературы иэотермического деформирования заготовки, После этого перемещают вниз силовой орган пресса, осуществляя сначала осадку заготовки, предварительно прикладывая усилие прижима Рпр к обойме 2, а затем обратное выдавливание заготовки, получая готовую деталь типа баллона, При этом сердечник 8 постоянно подогревается индуктором до температуры, превышающей температуру нагрева материала самого пуансона и равной температуре деформации заготовки 10. обеспечивая тем самым стабильную температуру изотермической деформации заготовки, поскольку исключается отвод тепла от деформируемой заготовки тела пуансона, неизбежный при использовании пуансона без сердечника, Таким образом обеспечивается повышение качества изделий путем интенсификации нагрева, обеспечивающего увеличение пластичности заготовки в зоне очага деформации, примыкающей к пуансону сг стороны его рабочего торца, По окончании процесса, т,е. после получения поковки заданных размеров (фиксируется упором держателя 7 в торец обоймы 2), пуансон 3 выводится из полости матрицы 1 и обоймы 2, последняя поднимается в верхнее крайнее положение, удаляется готовая поковка, после чего устанавливается следующая исходная заготовка и процесс иэотермического деформирования повторяется описанным образом.П р и м е р. Для изготовления баллона с наружным диаметром 90 мм и с толщиной стенки 6 мм (длина баллона равна 120 мм) из алюминиевого сплава марки АК 6 было изготовлено десять заготовок диаметром 90 мм и высотой 40 мм (масса 0,67 кг). Последовательно каждую заготовку помещали во 5 10 15 20 25 30 35 40 внутреннюю полость матрицы и обоймы, опускали пуансон до верхнего торца заготовки, нагревали заготовку индуктором до 400 С и соответственно торец пуансона и матрицу с прижимом до этой температуры, после чего осуществляли изотермическое обратное выдавливание заготовки, Усилие деформирования в этом случае составило порядка 80 тс. Качество высаженных поковок высокое, геометрические параметры полученных поковок полностью соответствовали чертежу на поковку. Все десять заготовок были деформированы без дефектов и за один переход и переданы на участок для дальнейшей обработки поковок,Использование штампа позволяет увеличить степень деформации при обратном прессовании деталей, преимущественно, из алюминиевых сплавов, в пределах на 15- 20; и исключить последующую операцию вытяжки с утонением при изготовлении тонкостенных иэделий типа баллона, Кроме этого, обеспечивается значительное снижение потребного усилия прессования, что позволяет испольэовать,оборудование меньшей энероемости,Формула изобретения Штамп для изотермического деформирования заготовок обратным выдавливанием, содержащий матрицу, пуансон, охватывающий их теплоизоляционный кожух, и смонтированное на его наружной поверхности нагревательное устройство в виде индуктора, о т л и ч а ю щ и й с я тем, что, с целью повышения качества изделий за счет интенсификации нагрева примыкающего к очагу деформации участка пуансона, последний выполнен с глухой осевой полостью под сердечник из сплава на железокобальтовой основе.1687353 Редактор Т, Горя Ко Р А. Осаулен Производственно-издательский комбинат "Патент",г, Ужгород, ул,Гагарина 1 Составитель Н, ШляхинТехред М.Моргентал Заказ 3665 Тираж Подпи ВНИИПИ Государственного комитета по изобретениям и о 113035, Москва, Ж, Раушская наб 4оеытиям при ГКНТ СС
СмотретьЗаявка
4466108, 26.07.1988
ПРЕДПРИЯТИЕ ПЯ Ж-1287
ГАНЖОВ ИВАН ВЛАСОВИЧ, МАХОВ ЮРИЙ СЕРГЕЕВИЧ, БЛАГОВ АНАТОЛИЙ ВАСИЛЬЕВИЧ
МПК / Метки
МПК: B21J 1/06, B21J 13/02
Метки: деформирования, изотермического, штамп
Опубликовано: 30.10.1991
Код ссылки
<a href="https://patents.su/3-1687353-shtamp-dlya-izotermicheskogo-deformirovaniya.html" target="_blank" rel="follow" title="База патентов СССР">Штамп для изотермического деформирования</a>
Электропечь для нагрева сердечников

Номер патента: 578354
Опубликовано: 30.10.1977
Автор: Дашевский
МПК: C21D 9/00
Метки: нагрева, сердечников, электропечь
...торцов обрабатываемого цзде лия.Это достигается тем, что ца боковых поверхностях кожуха выполнены орсбрсццыс ниши с теплопроводцым огнеупорным слосм и экраном, расположенным в футсроькс ца уровне 10 транспортирующего устройства.На фцг. 1 цзооражеца предлагаемая электропсчь, оощцй вцд; ца фцг. 2 -- разрез по А - А на фцг. 1.Элскт)опечь содержит кожух 1 с футеров кой 2. На боковых повсрх;Ост 5)х кожуха выполнены ццц 5 ц 3 с рсбрамц 4. В кожухе располо)Сно тр;)цсп 01) гц;)1 Оц 1 сс 1 С 11)о)Ство 5 дл 5 т перемещения цагрсвасмых сердечников 6. .1 аПРаВЛЯ 50 ЩЦМЦ Д;5 ТРаЦСПОРТПРГ 50 ЦСГО ГСТРОЦ ства 5 с;5 у)к;1 т )5 сталлцческцс экраны 7, размсщснныс по длццс ца боковых стенках футсровкц. 11 а цодовых фасоццых плитах 8 уложены нагреватели 9....
Пуансон для пробивки на штампах без оправки отверстий в трубчатых заготовках

Номер патента: 470338
Опубликовано: 15.05.1975
Автор: Горенский
МПК: B21D 28/28
Метки: заготовках, оправки, отверстий, пробивки, пуансон, трубчатых, штампах
...рез Пуансон выполнен в виде стержня 1 с по- О лым рабочим конусом 2, поперечное сечениекоторого соответствует форме пробиваемого отверстия. Рабочий торец пуансона образован дву 1 мя симметрично расположенными цилиндрическими поверхностями 3, пересекающими 5 боковую поверхность пуансона и не пересекающими его плоскость симметрии. Радиус цилиндрических поверхностей приблизительно равен среднему арифметическому радиусов наружной и внутренней поверхностей трубы, На О участках, прилежащих к плоскости симметрии,торец пуансона имеет форму клина 4. На линии пересечения боковой поверхности и цилиндрических поверхностей 3 пуансона также расположены режущие кромки 5 пуансона, 5 Режущие кромки 5 лежат на пересечении упомянутых поверхностей и...
Способ электроискровой обработки пуансона и матрицы вырубного штампа

Номер патента: 150745
Опубликовано: 01.01.1962
Автор: Алексеев
МПК: B23H 9/12
Метки: вырубного, матрицы, пуансона, штампа, электроискровой
...прошивки.Заготовки 1 и 2 матрицы и пуансона устанавливаются параллельно друг другу на некотором расстоянии О. Затем режущим инструментом, которым служит электрод-проволока 3 с диаметром г 1, известными способами одновременно вырезается по заданному контуру матрица 4 и пуансон б с таким расчетом, чтобы зазор между ними был равен нулю, Г 1 ри этом электрод-проволока 3, двигаясь по периметру вырезаемого контура, наклонена под некоторым углом а к нормали, проходящей через плоскости заготовок 1 и 2. Таким образом, получаются матрица и пуансон, режущие кромки которых имеют одинаковую конусность, а зазор между ними равен нулю.Для того, чтобы получить необходимый рабочий зазор й между матрицей 4 и пуансоном 5, полученную матрицу прошивают...
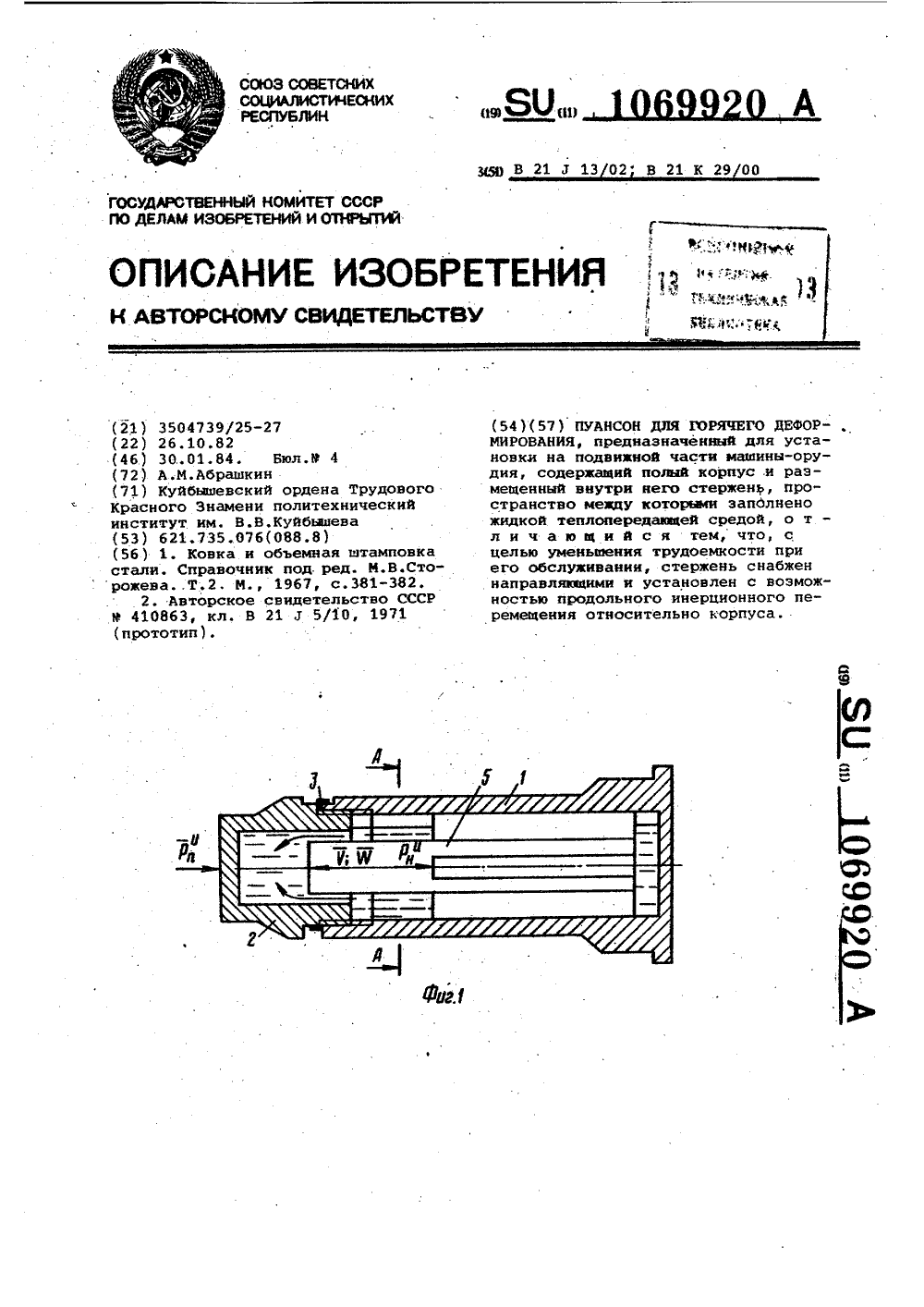
Пуансон для горячего деформирования
Номер патента: 1069920
Опубликовано: 30.01.1984
Автор: Абрашкин
МПК: B21J 13/02
Метки: горячего, деформирования, пуансон
...теплопередающей средой 4. В полости установленс воэможностью продольного инерционного перемещения относительно корпуса 1 сплошной металлический стержень5,Перед установкой пуансона напресс его собирают. Сборка. заключается в установке стержня в полостькорпуса, заливке полости корпуса 60теплопередающей жидкостью, напримерглицерином, и последующем скреплении державочной части корпуса и деформирующей головки посредствомрезьбы и стопорной шайбы. край шай бы загибают на лыску корпуса и на лыску головки.Пуансон работает следующим образом.В начальный период движения пуансона к заготовке скоростьи ускорениепуансона и стержня 5 направлены в одну сторону, а силы инерции Р" = вч - в противоположную. Поэтому стержень 5 перемещается в направлении к...
Штамп для вытяжки с нагревом

Номер патента: 1447481
Опубликовано: 30.12.1988
Авторы: Бинькевич, Золотов, Шевченко
МПК: B21D 22/20, B21D 37/16
Метки: вытяжки, нагревом, штамп
...: пластин колец 2 и противолежащих колец б превышает суммарную толщину колец 2 и 6, Каждое из колец 2 и 6 снабжено двумя термопарами 11, спай которых размещен на его прижимной поверхности вблизи наружной и внутренней кромок колец 2 и 6. Термопары 11 соединены с измерительным прибором 12.Штамп работает следующим образом, Листовую заготовку 13 устанавливают на матрицу и прижимают прижимом, От источником 8 подводят электрический ток к кольцам 2 и 6, который, проходя по ним, нагревает каждое до определенной (заданной) температуры. Противолежащие кольца 2 и б за счет теплопередачи нагревают тот или иной участок заготовки 13 до оптимальной температуры деформирования. Контроль температуры осуществляют с помощью измерительного прибора...
Предыдущий патент: Способ крепления штамповых вставок
Следующий патент: Устройство для штамповки изделий
Случайный патент: Лабиринтное уплотнение турбомашины