Привод системы программного управления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
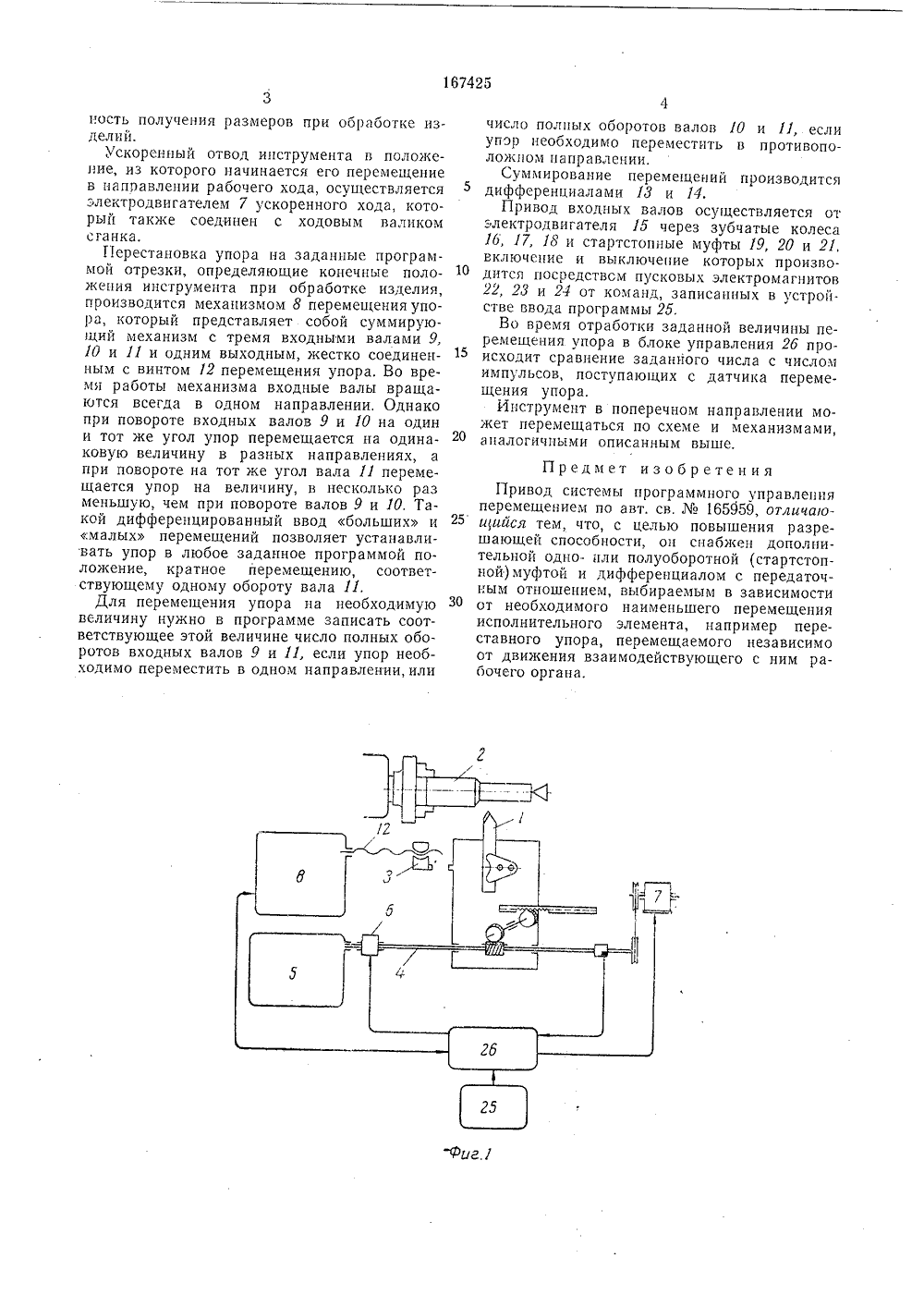
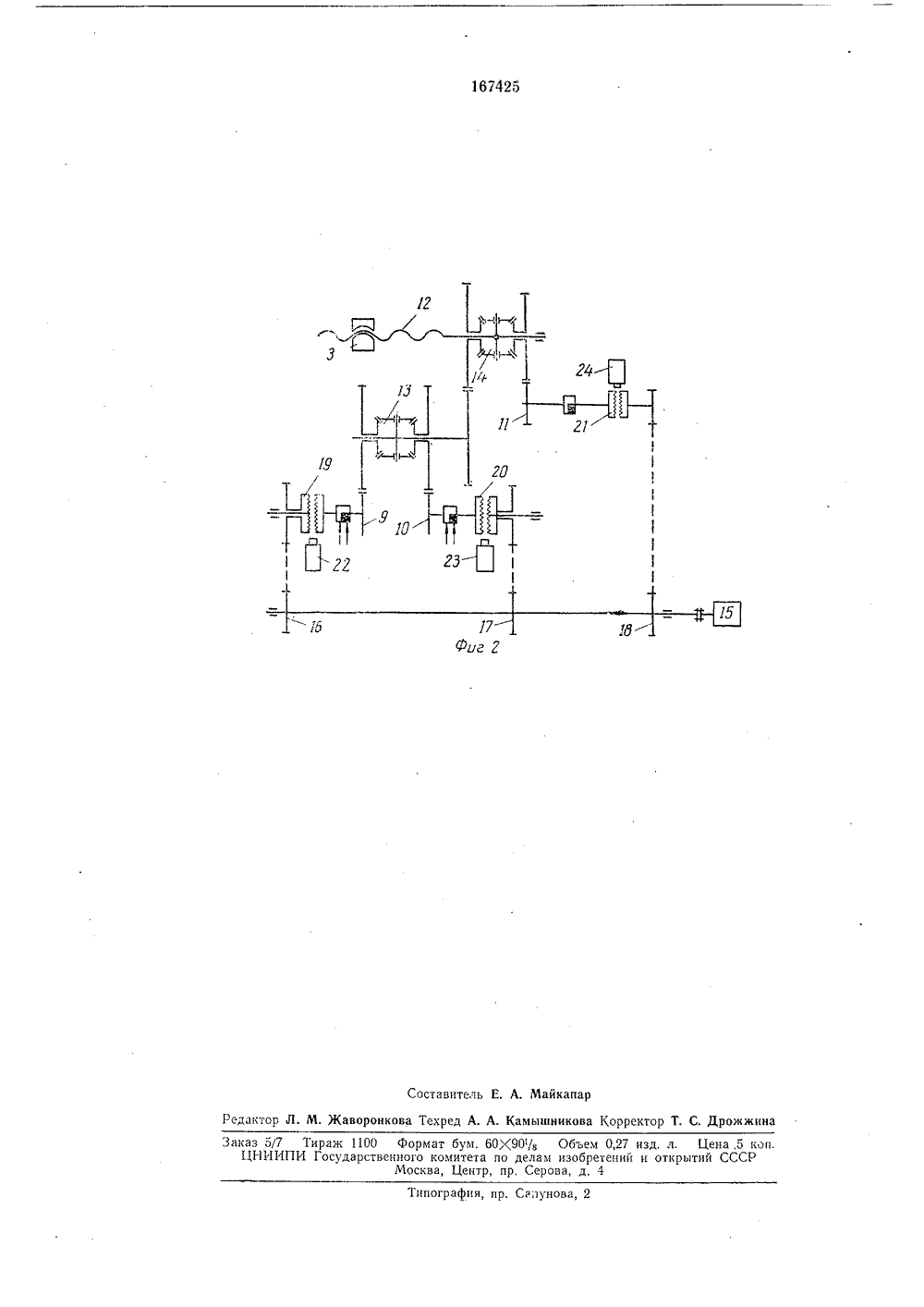
О П И С А Н И Е 167425ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических Республиквидетельства165959 Зависимое от с,л. 49 п, 10649 Ь, 5- 49 а, 13 о Заявлено 17 Л 111.1959 ( 636618/25-8)с присоединением заявкиПК 6 05 дВ 23 с В 23 Ь Приоритет Государствеииий комитет ло делам изобретеиий и открытий СССР, ф Заявит РИВОД СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯ определяется пере- который в процессе атически устанавлиграммой положение ее перемещение инрабочего хода. батываемого изделия 2, двигающимся упором 3, обработки изделия автом вается в задаваемое про и ограничивает дальнейш стрчх 1 еита в направлении Подписная гругпа Л 21 Привод системы программного управления перемещением по основному авт. св.165959, в котором длительность программного сигнала определяет величину перемещения, а для кинематического присоединения выходного вала к непрерывно вращающемуся применена одно- или полуоборотная муфта, известен.Предлагаемый привод отличается от известного тем, что в его кинематическую цепь введена дополнительная одно- или полуоборотная (стартстопиая) муфта, связанная дифференциалом с выходным валом, Передаточное отношение дифференциала при этом выбирается в зависимости от необходимого наименьшего перемещения исполнительного элемента, перемещаемого независимо от движения взаимодействующего с иим рабочего органа.Такое выполнение привода позволяет повысить его разрешающую способность, упростить систему программного управления и перемещать исполнительный элемент с боль. шой скоростью.1-1 а фиг, 1 изображена блок-схема привода системы программного управления; на фиг. 2 - кииематическая схема механизма перемещения упора.Величина, иа которую необходимо переместить инструмент 1 в продольном направлении для получения заданных размеров обраПривод ходового валика 4 для перемещения инструмента в направлении рабочего хо да осуществляется от коробки подач 5 станкачерез фрикциониую электромагнитную муфту 6, которая включается от команды, записанной в программирующем устройстве. После включения муфты инструмент перемещается 5 в направлении рабочего хода со скоростью,устанавливаемой соответствующими переключениями в коробке подач станка и обеспечивающей необходимые режимы резания при обработке данного изделия. Упор, установ ленный в заданное программой положение,ограничивает перемещение инструмента в направлении рабочего хода, и фрикционная электромагнитная муфта начинает проскальзывать. Момент подхода инструмента к упору 25 фиксируется конечным выключателем.Отключение фрикциониой электромагнитной муфты происходит с некоторой задержкой по времени, в течение которого обеспечигается надежный подход инструмента к упо ру, чем гарантируется стабильность и точность получения размеров при обработке изделий.Ускоренный отвод инструмента в положение, из которого начинается его перемещение в направлении рабочего хода, осуществляется электродвигателем 7 ускоренного хода, который также соединен с ходовым валиком станка.Перестановка упора на заданные программой отрезки, определяющие конечные положения инструмента при обработке изделия, производится механизмом 8 перемещения упора, который представляет собой суммирующий механизм с тремя входными валами 9, 10 и П и одним выходным, жестко соединенным с винтом 12 перемещения упора. Во время работы механизма входные валы вращаются всегда в одном направлении. Однако при повороте входных валов 9 и 10 на один и тот же угол упор перемещается на одинаковую величину в разных направлениях, а при повороте на тот же угол вала П перемещается упор на величину, в несколько раз меньшую, чем при повороте валов 9 и 10, Такой дифференцированный ввод больших и малых перемещений позволяет устанавливать упор в любое заданное программой положение, кратное перемещению, соответствующему одному обороту вала П.Для перемещения упора на необходимую величину нужно в программе записать соответствующее этой величине число полных оборотов входных валов 9 и 11, если упор необходимо переместить в одном направлении, или число полных оборотов валов 10 и П, если упор необходимо переместить в противоположном направлении.Суммирование перемещений производится дифференциалами 13 и 14.Привод входных валов осуществляется от электродвигателя 15 через зубчатые колеса 1 б, 17, 18 и стартстопцые муфты 19, 20 и 21, включение и выключение которых производится посредством пусковых электромагнитов 22, 23 и 24 от команд, записанных в устройстве ввода программы 25.Во время отработки заданной величины перемещения упора в блоке управления 2 б происходит сравнение заданного числа с числом импульсов, поступающих с датчика перемещения упора.Инструмент в поперечном направлении может перемещаться по схеме и механизмами, аналогичными описанным выше.Предмет изобретенияПривод системы программного управления перемещением по авт. св.165959, отличаои 1 ийсл тем, что, с целью повышения разрешающей способности, оц снабжен дополнительной одно- пли полуоборотной (стартстопной) муфтой и дифференциалом с передаточным отношением, выбираемым в зависимости от необходимого наименьшего перемещения исполнительного элемента, например переставного упора, перемещаемого независимо от движения взаимодействующего с ним рабочего органа.ипографпя, пр. Сапунова, 2 каз 5/7 Тираж 1100 Формат бум. 60 К 9 Ю/з Объем 0,27 ЦНИИПИ Государственного комитета по делам изобретенийМосква, Центр, пр, Серова, д, 4д. л. Цена,5 коп. открытий СССР
СмотретьЗаявка
636618
Ю. Андреев, Э. А. Кайдошко, Ю. В. Лебедев, В. Д. Левин
МПК / Метки
МПК: B23Q 15/00, G05G 21/00
Метки: привод, программного, системы
Опубликовано: 01.01.1965
Код ссылки
<a href="https://patents.su/3-167425-privod-sistemy-programmnogo-upravleniya.html" target="_blank" rel="follow" title="База патентов СССР">Привод системы программного управления</a>
Устройство для перемещения штамповой оснастки между рабочей позицией и позицией загрузки пресса

Номер патента: 1027063
Опубликовано: 07.07.1983
Авторы: Волчок, Кокоркин, Кроликов, Павлов
МПК: B30B 15/28
Метки: загрузки, между, оснастки, перемещения, позицией, пресса, рабочей, штамповой
...на оси.2 копира 4 и находящегося З 5 ставитель Е, АйвИ. Верес675 овКорректор О. ТигорПодписноеССР а Т Редактор С. ТимохиЗаказ 4650/21ВНИИПпо113035,Филиал ПП Тираж И Государстве делам изобрет Москва, Ж - 35 П Патент, г.комитета С и о крытий шская н,аб., од, ул. Про нно ени Р Ужд. 4/5 ктная, 4Изобретение относится к обработке ме"ллов давлением, а именно к устройствам для перемещения штамповой оснастки в рабочей зоне пресса.Известно устройство для переме 1 цения штамповой оснастки между рабочей позицией и позицией загрузки пресса, содержащее носитель штамповой оснастки, поворотный защитный экран и привод переме 1 цения носителя и экрана 1,Недостатком известного устройства является невысокая производительность и недостаточно хорошие...
Цифровой регулятор перемещения длинномерного материала в рабочую зону обрабатывающей машины

Номер патента: 1274821
Опубликовано: 07.12.1986
Авторы: Капустник, Кокорев, Павлов, Суярко
МПК: B21D 43/00, G05B 19/00
Метки: длинномерного, зону, обрабатывающей, перемещения, рабочую, регулятор, цифровой
...выбрано большим, чем сопротивление резистора 27(п - 1). Это приводит к дальнейшему увеличению темпа замедления привода подачи в конце трегьего цикла.Форсировка темпа замедления производится до тех пор, пока на выходе нуль-органа 15 (в конце цикла) формируется логическая единица, вызывающая увеличение числа, содержащегося в дополнительном реверсивном счетчике 23, что приводит к увеличению общего сопротиг,леция резисторов в цепи отрицательной обратной связи усилителя 25.Если на выходе нуль-органа 15 по истечении а циклов формируется логический нуль, свидетельствующий о недопустимых тепловых потерях в двигателе, на выходе инвертора 17 формируется логическая единица, которая через элемент 2 И 19 поступает на вычитаюший вход...
Способ определения пространственного перемещения режущей пластины инструмента под нагрузкой и устройство для его осуществления

Номер патента: 1284715
Опубликовано: 23.01.1987
МПК: B23B 27/00
Метки: инструмента, нагрузкой, перемещения, пластины, пространственного, режущей
...закрепляют измерительный крест таким образом, что его оси совпадают с осями координат инструмента и пересекаются в его вершине. На одинаковом расстоя нии от вершины инструмента вдоль каждой из осей располагают жестко закрепленные относительно корпуса инструмента и подключают к питанию одинаковои полярности пары датико 50 перемещений, включенных между собой по мостовой схеме. Производят плавное нагружение вершины инструмента от нуля до нужного значения по заданному закону.его изменения и регистриРуют суммарное значение показаний каждой пары датчиков, равное удвоенному значению действительного линейного перемещения вершины режущей пластины от"носительно корпуса инструмента. Затемизменяют полярность питания одногоиз каждой пары датчиков...
Технологический инструмент рабочей клети прошивного стана

Номер патента: 428798
Опубликовано: 25.05.1974
Авторы: Московский, Потапов, Романцев, Сплавов, Финагин, Шейх
МПК: B21B 19/04
Метки: инструмент, клети, прошивного, рабочей, стана, технологический
...1.Технологический инструмент включает два 20 бочкоссразных, развернутых па угол подачи валка 1 и 2, две дисковые проводки Л и 4, установленные по разные стороны от оси прокатки, и оправку 5, выдвинутую носиком 6 зя пережим 7. Отношение расстояния а между 25 дисками к расстоянию б междуплоскости пережима составляет 100 - 1,05.Перед прошивкой бочкообразцыс валки 1 и 2 разворачивают ца угол подачи 14 - -20, дцсксвые проводки 3 и 4 устанавливают по разные стороны от оси прокатки, а носик о оправки 5 гыдвигают за пережим 7 валков 1 и 2. В процессе грошивки заготовки 8 отношение расстояния а к расстоянию б устанавливают равным 1,00 - 1,05.Прошивка с применением технологического ццструмецта с таким соотношением размеров позволяет улучшить...
Устройство для перемещения штучных заготовок из рабочей зоны пресса

Номер патента: 967627
Опубликовано: 23.10.1982
МПК: B21D 43/10
Метки: заготовок, зоны, перемещения, пресса, рабочей, штучных
...оси. Губка 9 закреплена неподвижно. Рабочее положение верхние рычаги 6 принимают под воздействием грузов 10 и регулируемых подпружиненных упоров 11. Нижние рычаги 7 - регулируемыми упорами 12 и профилированными концами фиксаторов 13. Возвратно-поступательное движение ползушки получают через тяги 14 от общего привода.На нижней части штампа 15 крепится направляющая 16, по которой вытолкнутое изделие 17 сдвигается в зону выгрузки на лоток 18. На ползуне пресса крепится пуансон при помощи пуансонодержателя 19.Устройство работает следующим образом.При выталкивании изделия 17 ползушки 1 находятся на позиции штамповки.Рычаги 6 и 7 утолщенной частью изделия 17 отклоняются вверх, а затем под воздействием подпружиненных упоров 11 занимают...
Предыдущий патент: Способ электроэрозионной обработки прецизионных глубоких отверстий
Следующий патент: Муфта с фиксированным положением останова
Случайный патент: Устройство для управления машиной