Способ управления многопроходной обработкой зубчатых колес
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1627346
Автор: Голембиевский



Текст
(54) СГ 1 ОСОБ УПРАВЛЕНИЯ МНОГОПРОХОДНОЙ ОБРАБОТКОЙ ЗУБЧАТЪХ КОЛЕС(57) Изобретение относится к станкостроению и может быть использовано при проектировании зубодолбежных станков для многопроходной обработки зубчатых колес в условиях обката. Цель изобретения - повышение производительности и размерной стойкости долбяка за счет устранения явлениязатирания. На этапах врезания на частьприпуска непрерывно контролируют моментпоявления силы или крутящего момента присвободном ходе долбяка и ири их возникновении прекращают движение врезания. 2 ил. рого бяка П ри обработке на этапе врезания сум. марная подачаскладывается из круговой подачи 5 и подачи радиального врезания 5. Величина подачи 5 равна геометрической сумме подач 5 и 5 а ее направление отклонено от направления подачи в тело заготовки .Одновременно с сообщением долбяку и заготовке указанных движений в процессе обработки на этапе врезания непрерывно контролируют возможность возникновения ири свободном ходе долбяка 2 в зоне его контакта с заготовкой 1 явления затирания, например, посредством измерения силы, развиваемой этим явлением, в частности составляющей Р, или измерения момента этой силы.Как только ири достижении определенной глубины врезания возникнет явление затирания, что зафиксировано в виде силы Р(или ее момента), например, с ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Новополоцкий политехнический институт им. Ленинского ком сомо ча Белоруссии (72) А. И. Голембиевский(56) Нап 1 бег 1 е а)г(эса 1)с 11 ег ъагв 1 ореи - ИЭ - Хезсйг, 1970. о. 112,4. э. 266-269 Изобретение относится к станкострое. нию и может быть использовано при проектировании зубодолбежных станков для многопроходной обработки зубчатых колес в условиях обката,Цель изобретения - повышение производительности и размерной стойкости долбяка за счет устранения явления затирания.На фиг. 1 приведена схема взаимодействия долбяка и заготовки обрабатываемого зубчатого колеса; на фиг. 2 - схема контакта долбяка и заготовки, план.Заготовку 1 обрабатываемого колеса устанавливают в исходное для долбления положение относительно долбяка 2.П ри долблении долбяку 2 сообщают поступательно-возвратное движение Г 1, движение радиального врезания П. на часть прииуска, срезаемого на первом проходе, и движение В круговой подачи. Одновременно заготовкесообщают движение В, согласованное с движением В долбяка. Совместное движение В 1 долбяка и В 2 заготовки образуют движение обката (ирофили) зубчатого колеса, скорость котоределяется круговой подачей дол 1627346помощью тензометрического динамометра, встроенного в станок, движение врезания прекращают. В итоге движение профилирования осуществляется в течение одного оборота заготовки после прекращения врезания со скоростью круговой подачи Я, величина которой меньше подачи 5 на этапе врезания.Уменьшение подачи на этапе профилирования является граничным условием профилирования при отсутствии явления затирания. Это же условие одновременно является предельным для величины вреэания для конкретного прохода при любом заданном значении круговой подачи,После завершения первого прохода, не прекращая движения обката, долбяку сообщают движение радиального врезания на чАсть припуска, которая срезается на втором проходе, и одновременно контролируют возможность возникновения явления затирания. При возникновении этого явления повторяют последовательность приемов его устранения на первом проходе. Аналогично осуществляют последующие проходы,Пример. Обрабатывались зубчатые колеса с числом зубьев Х= 00 долбяком, имеющим 23=50 зубьев, при следующих условиях: модуль 4 мм; круговая подача 5,= 3,5 мм/дв,х.; подача врезания ,=0,1 5. Материал заготовок - сталь 1 Х 18 Н 9 ТА. Для сравнения на станке воспроизводились условия, схожие с известным и предлагаемым способами. Контроль за возникновением явления затирания осуществлялся посредством тензометрического динамометра, фиксирующего составляющую Рсилы, вызываемой явлением затирания. Сигнал, соответствующий этой силе после преобразования выключал подачу движения врезания. По известному способу обработка осуществлялась за шесть проходов при относительно произвольном выборе величины врезания на каждом проходе, как это принято в практике зубодолбления. Поэтому из-за неопределенности по условиям эатирания по сравниваемым способам в качестве контрольного критерия принималось образование зоны износа у вершик зубьев долбяка величиной 0,25 мм, по которой определялось количество циклов обработки.По результатам обработки установлено,что по известному способу без оптимизации процесса, т.е. без устранения явления затирания критерий износа наступал после обра ботки 5 - 7 колес. По предлагаемому способу этот критерий наступал после обработки 16 - 18 колес при долблении за шесть проходов.Таким образом, по предлагаемому способу обеспечивался в опытах на данном материале период размерной стойкости инструмента более чем в два раза по сравнению с известным. формула изобретения25Способ управления многопроходной обработкой зубчатых колес в условиях обката, при котором долбяку сообщают поступательно-возвратное движение и перед выполнением очередного прохода - движение вре зания на часть припуска, причем при поступательном движении - резание, а при возвратном - свободный ход, отличающийся тем, что, с целью повышения производительности и размерной стойкости долбяка за счет устранения явления затирания, на 35 этапах врезания при свободном ходе долбяка непрерывно контролируют момент появления силового фактора и при его возникновении прекращают движение врез ания.1627346 фи аорректоодписно ГКНТ ССС ытиям Составитель А. Семенов о Техред А Кравчук КТираж 413 П комитета по изобретениям и от осква, Ж - 35, Раушская наб ский комбинат Патент, г. Уж Редактор М. НедолуженкЗаказ 306ВНИИПИ Государственного13035, МПроизводственно-издатель д 4/5род, ул. Гагарина, О
СмотретьЗаявка
4427921, 23.05.1988
НОВОПОЛОЦКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА БЕЛОРУССИИ
ГОЛЕМБИЕВСКИЙ АНАТОЛИЙ ИОСИФОВИЧ
МПК / Метки
МПК: B23F 5/12
Метки: зубчатых, колес, многопроходной, обработкой
Опубликовано: 15.02.1991
Код ссылки
<a href="https://patents.su/3-1627346-sposob-upravleniya-mnogoprokhodnojj-obrabotkojj-zubchatykh-koles.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления многопроходной обработкой зубчатых колес</a>
Дисковая головка для нарезания цилиндрических колес круговым протягиванием

Номер патента: 201893
Опубликовано: 01.01.1967
Автор: Клепиков
МПК: B23F 21/24
Метки: головка, дисковая, колес, круговым, нарезания, протягиванием, цилиндрических
...посредст ом эксцентриков, причем один из сегмепто снабжен только истовыми зубьями.Такая конструкция головки упрощает технологию изготовления сегментов, уменьшает время на их подналадку, а также повышает точность нарезапия колес.На фиг. 1 и 2 изображена предлагаемая головка в двух видах,Дисковая головка 1 (фиг. 1) состоит из корпуса 2, к базовой поверхности 3 которого крепятся плоскокольцевые сегменты 4 посредством эксцентриков 5 и болтов б.Г 1 оследние предназначены для прнжатия сегментов 4 к плоской поверхности 7 корпуса 2.Точная установкружности головкимощи шпопок 8 ( сегменты 4 от сдвига в продольном направлетии,Предлагаемая головка 1 предусматрирасположение всех чистовых зубьев 9 наном цельном сегменте 10, что повышаетность...
Зубодолбежный станок

Номер патента: 837635
Опубликовано: 15.06.1981
Авторы: Голембиевский, Терентьев, Трофимов
МПК: B23F 5/12
Метки: зубодолбежный, станок
...18 кривошипно-коромысловогомеханизма 5 одновременно являетсяведущим звеном механизма 6 дискретного действия, выполненного в видекольца (звено 18) с пазами 19 навнутренней стороне, имеющими скосы20 с одной стороны, охватывающегодиск 21, несущий в пазах 22 пальцы23, опирающиеся на пружины 24. Количество пазов 19 на кольце большеколичества пазов 22 на диске 21.Разность угловых шагов расположенийпазов 19 и 22 определяет угол качения звена 18, определяющий периодсообщения движения от приводного вала 2 в цепь обката через звено 14.Для обеспечения синхронной работыкривошипно-ползунного механизма 25,привода гильзы 26, штосселя 16, долбяка 18 и механизма 6 дискретногодействия передаточное отношениеучастка привода от кинематическойпары 1 до...
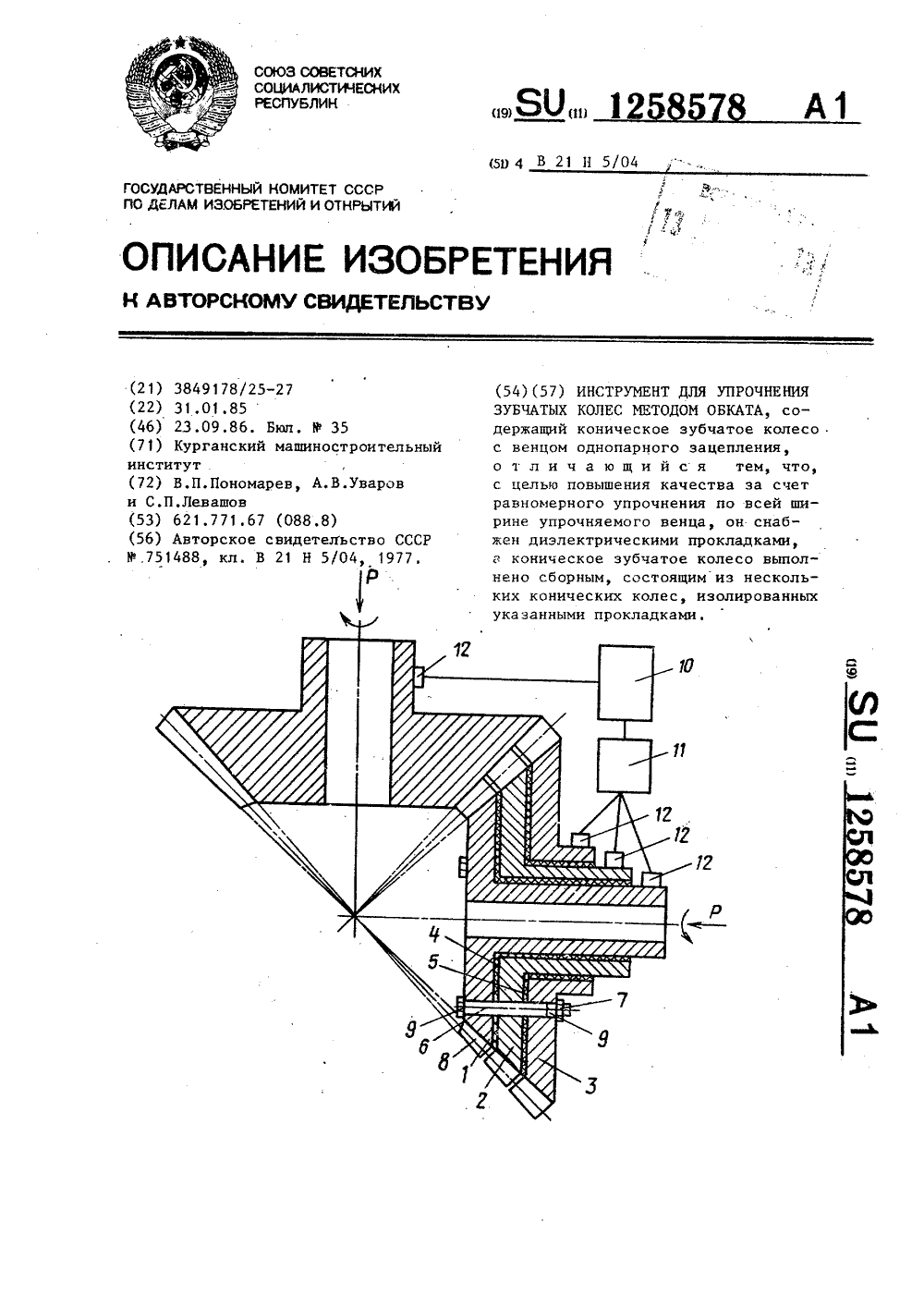
Инструмент для упрочнения зубчатых колес методом обката
Номер патента: 1258578
Опубликовано: 23.09.1986
Авторы: Левашов, Пономарев, Уваров
МПК: B21H 5/04
Метки: зубчатых, инструмент, колес, методом, обката, упрочнения
...за счет равномерного упрочнения по всей ширине венца.На чертеже представлено предлагаемое устройство.Устройство состоит из конических зубчатых колес 1 - 3, изолированных друг от друга диэлектрическими прокладками 4 и 5. Сборка колес осуществляется при помощи болтов 6 и гаек 7, которые изолированы от них диэлектрическими прокладками 8 и 9. От источника 10 тока через переключатель 11 и электроконтактные приспособления 12 ток подводится к одному из колес и к детали.Впроцессе обработки в зоне контакта инструмента и детали создается высокая температура. В результате термического и механического воздействия происходит упрочнение поверхностного слоя детали. Обработка всей ширины венца осуществляется последовательно, т,е. вначале ток...
Зубодолбежный станок

Номер патента: 1618530
Опубликовано: 07.01.1991
Автор: Яковлев
МПК: B23F 5/12
Метки: зубодолбежный, станок
...проходит через центр Ош качания головки (шпинделя долбяка), две пары конических колес 10 и 11, предназначенные для связи полумуфт муфты 9 с цепью об,ата, гитару 12 деления, Цепь главного движения предназначена для связи привода с-анка 13 через ременную передачу 14, кривошипнокоромь 1 словый механизм 15 с головкой 6, совершающей совместно со шпинделем долбяка качательное движение.Коромысло 16 механизма 15 связано с головкой, которая размещена на одной иэ полумуфт муфты 9. Качание производится "на угол р вокру оси ХХ, Круговая подача Як за один двойной ход долбяка 4 осу.цествляется от вала 17 через гитару 18 подач и далее на вал 19 шаро,:ую муфту 9, коническое колесо 10 и червячную делител,ьную пару 7 на долбяк 4, Подача на врезание...
Роторный зубодолбежный станок с чпу

Номер патента: 1779542
Опубликовано: 07.12.1992
Автор: Голембиевский
МПК: B23F 5/12, B23Q 15/00
Метки: зубодолбежный, роторный, станок, чпу
...9 привода поступательно-возвратного движения П 2 шпинделя 8,Затем включается генератор эталонных импульсов 38. Этот генератор запускает импульсно-аналоговые преобразователи 52 и55,После выполнения установки заготовки(операция загрузки-выгрузки по программеможет быть задана временем, в течение которого круговой стол неподвижен) по гро-.грамме от устройства ЧПУ 2 через блоксуммирующих усилителей 36 и блок усилителей мощности 37 включаются электродвигатеги 11, сообщающие круговую подачу Вз шпинделям 8, Одновременно на управляющий вход блока ключей 34 подается управляющий сигнал Кс, включающий соответствующий канал синхронизации шпиндель - продольный стол, а на управляющий вход блока ключей 56, на управляющие входы блоков...
Предыдущий патент: Способ обработки и сборки зубчатых венцов составного зубчатого колеса
Следующий патент: Способ настройки зубообрабатывающего станка для чистовой обработки зубьев
Случайный патент: Способ получения шихты из стружки алюминиевого сплава