156915
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 156915

Текст
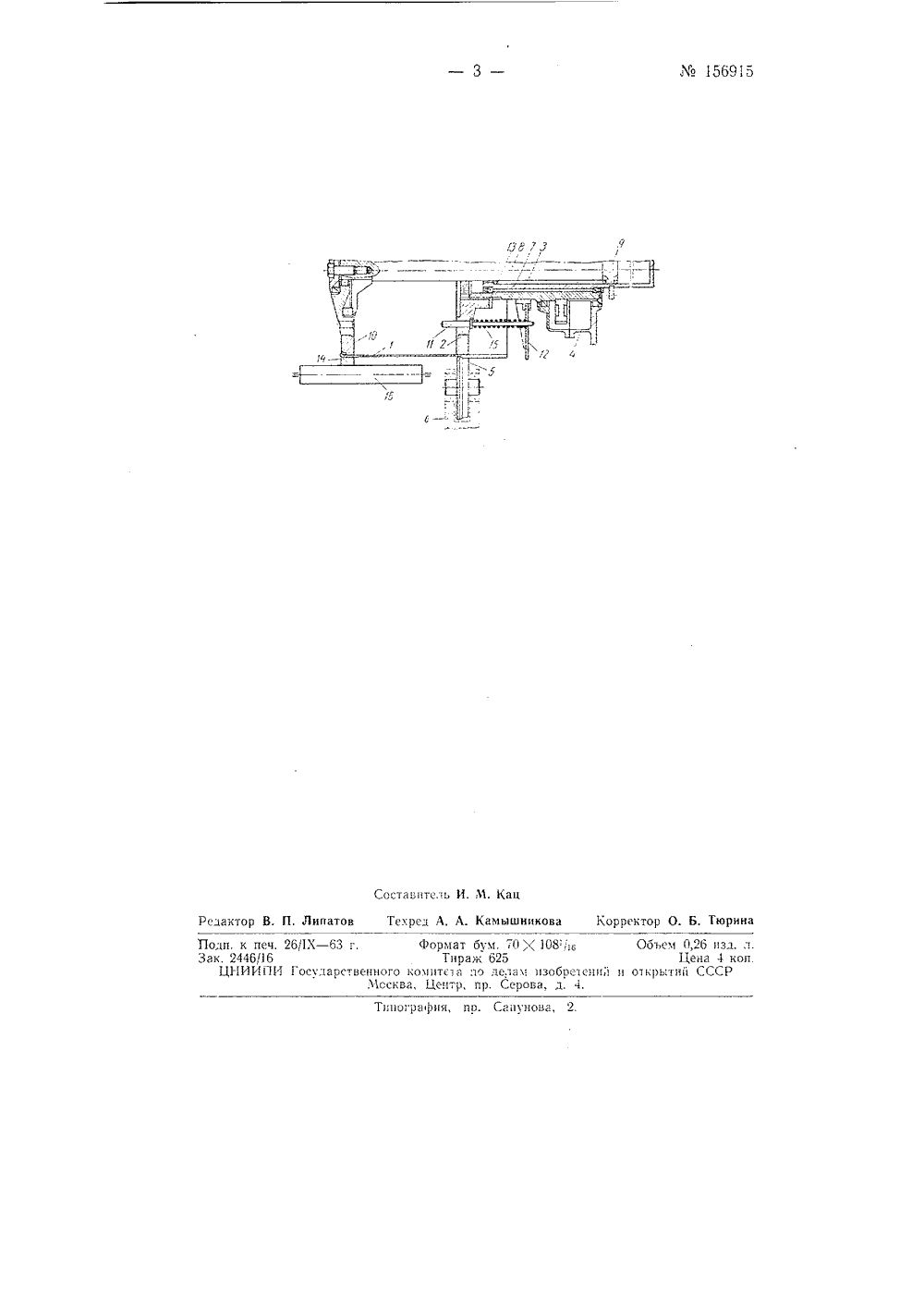
Класс В 21 Ь; 7 а, 15 М 156915 СССР ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУПодписная группа М 20 В, А, Ревунов, И. Г, Арутюнов и А, А, Земсков СТАН ПОПЕРЕЧНОЙ ПРОКАТКИ ТРУБ БОЛЬШОГО ДИАМЕТРАЗаявлено 7 июля 1962 г. за хз 785944/22-2в Комитет по делам изобретении и огкрытий при Совете Министров СССРОпубликовано в Бюллетене изобрсген 1 п 1 и товарнпх злаков М 17 за 1963 г Известны станы для поперечной прокатки труб большого диамет-ра, содержащие три валка, расположенные под углом 120, и оправку.Предлагаемый стан отличается от известных тем, что натяжение переднего конца труб производится гидроцилиндром, расположенным в короткой оправке, в результате чего повышается точность размеров :прокатываемых труб.На чертеже схематически изображен стан предложенной конструкции.Прокатку, согласно изобретению, осуществляют на короткой оправке, неподвижной з осевом направлении, с приложением к переднему концу трубы осевого натяжения. Благодаря этому, во-первых, может быть достгпнута лучшая геометрия прокатанных труб, и, вовторых, достигается значитсльная экономия в весе дорогостоящего инструмента.Труба 1 проаыас межд короткой составнои оправкой 2, посаженной на коротких шлицах на приводную втулку 3, вращающуюся на подшипниках качения в редукторе 4, и тремя валками 5, установленными на подшипниках качения и подушках б трех рабочих клетей, расположенных под углом 120 по окружности вокруг оправки и радиально переставляемых на станине при изменении диаметра трубы. Подушки вместе с валками могут синхронно перемещаться по направляющим клетей с помощью гидравлических или механических нажимных устройств (на чертеже не показаны). Прокатку производят с натяжением переднего конца трубы с помощью гидравлического цилиндра 7, установленнсго на поди.ипниках качения внутри приводной втул М 156915кп и закрепленного на станине стана. В ис.,одном положении. установленный на трех подшипниках 1 сачения на оке 0 поршн 51 9 ажной диск 10 соединен с справкой с помощью шь 1 рей 11. Оправка находится на ппиВОдной втулке В к 15 айИем заднем положении. Линия перессчегпя гребня и калибрующего пояска ролика лежит в плоскости передторца натя 5 кпоО диска. Заготовка труоы адеа н Оправку и упирается одним торцом В регулируемый упор 12, жестко закреплен ный па приводной втулке.В начале процесса оправка приводитс 5 во вращение, а валки, сближаясь, завальцовывают небольшой ПО длинс конец трубы; затем, после пх разведения, Включается привод осевой подачи. Ь момент, когда оправка доходит до своего крайнего переднего положения, ограниче .- Ого упором 13, подаетсч И 1 Пульс па повторное солижение Валков. Одновременно па завальцованпый конец надевается разрезная замковая Втулка 14, Обеспечивающая в дальнейшем крепление завальцованного края трубы. Балки, сблюкаясь, Внедряются в стенку трубы до заданной величины обжатия, а натяжной диск начинает вытягивать передний конец трубы из очага деформации. При сбл 1 женин валков образуется плавный переходный участок переднего утолщенного конца. 011- рявка стана выполнена с 1 ебольши.; утолщением на выходной стороне, калибрующим трубу по внутреннему диаметру, Благодаря этому 1; ожет быть устранено коробление руо - следствие поперечной раскатки. Без утолщения оправки ня выходе натяжение переднего конца пе дает существенных преимуществ.5 амкОВая Втулка можст Оыть с узкой Горловиной, В этОм случ 2 е завальцованный конец в результате натяжения постепенно принимае 1 соответствующую форму, что обеспечивает прочное крепление его на диске. Процесс прокатк Прекращется по спг 1 Ял) фотоэлемента, Ограничиваю 1 цего заданную ьеличипу недокатапного заднего конца. Б этот момент выключается вращение, разводятся валки и труба стягивается с оправки. Замковуго втулку захватывает краи (при вертикальном расположении стана), и вкгпочае.ся обратный ход цилндра подачи, возвращающий натяжной диск и оправку в исходное положение, После этого кран снимает трубу с оправки и переносит к месту тор цовки утолщенных концов. Замковая втулка разбирается и снимается с трубы. Перед зарядкой следуошей заготовки кратковременно вкло. частся на малой скорости привод вращения оправки. При этом штыри 11 входят под давлением пружин 12 в отвсрстия натяжного диска. С целью устранения биения переднего конца трубы замковая втулка И центруется тремя длинными напрЯВля 10 щими роликами 16, Один из которых делается ееполВи 5 кным. с те 1 тОбы трубу мОжно ОВ 1;1 О Выносить краном в сторону.П редмет изобретенияСтан поперечной прокатки труб большого диаметра, состоящий из трех валков, расположенных под улом 120, и оправки, о т л и ч а ющ и й с я тем, что, с целью повышения точности размеров прокатываемых труб, натяжение переднего конца труб осуществляется от гидро- цилиндра, расположенного внутри короткой оправки.с вигедь И. М П. Липатов Текред А, А. Камышник едакто ЯОбъем 0,26 изд. лЦена 4 копбресний и открытий СССРд Формат бр. 70; 10 Тираж 625 очитался зо тела из Центр, пр. Серова, г твенного и Лссква
СмотретьЗаявка
785944
МПК / Метки
МПК: B21B 13/00, B21B 19/00, B21H 1/18
Метки: 156915
Опубликовано: 01.01.1963
Код ссылки
<a href="https://patents.su/3-156915-156915.html" target="_blank" rel="follow" title="База патентов СССР">156915</a>
Способ прокатки трубы с утоненными концами

Номер патента: 657880
Опубликовано: 25.04.1979
Авторы: Данченко, Кармазин, Кондратьев, Панюшкин, Чус
МПК: B21B 17/08
Метки: концами, прокатки, трубы, утоненными
...раздается по диаметру на перед;нем конце оправки, Задний конец заготовки длиной больше длины оправки прокатывают на заднем конце оправки, имеющем наибольший диа-Зфметр, обеспечивая тем самым утонение заднегоконца трубы и легкое схождение трубы с оправки за очагом деформации.Оправка движется в направлении прокаткис постоянной скоростью. Это обеспечивает снижение износа оправки, улучшение качества ееповерхности а, следовательно, улучшение качества внутренней поверхности труб.На фиг,1 изображена оправка; на фиг.2дана схема прокатки переднего конца трубы; 40на фиг.З - схема прокатки средней части трубы;на фйг.4 - схема прокатки заднего конца трубы,Передний конец 1 оправки имеет диаметр с 3.средняя цилиндрическая часть 2 оправки имеетдиаметр...
Способ непрерывной прокатки труб на длинной подвижной оправке

Номер патента: 194039
Опубликовано: 01.01.1967
Авторы: Ваткин, Данченко, Чекмарев
МПК: B21B 17/04
Метки: длинной, непрерывной, оправке, подвижной, прокатки, труб
...цилиндрической подвижной оправке, перемещаемой с регулируемой скоростью.Для уменьшения площади соприкосновения оправки с трубой в процессе прокатки и тем самым облегчения процесса схождения трубы с оправки предлагается прокатку вести на конической длинной подвижной оправке.Сущность способа заключается в прокатке па непрерывном стане обычных цилиндрических труб с равномерной по длине толщиной стенки с применением длинной конической подвижной оправки, перемещаемой со скоростью, меньшей скорости металла в очагах деформации всех клетей непрерывного стана.Диаметр оправки уменьшается к переднему концу, т. е, в направлении прокатки. Неболь шая конусность оправки не выводит стенку труб из пределов допусков ГОСТа и достаточна для того, чтобы...
Устройство для разъемного соединения труб с гладкими концами

Номер патента: 1714276
Опубликовано: 23.02.1992
Автор: Яшин
МПК: F16L 21/06
Метки: гладкими, концами, разъемного, соединения, труб
...зазора между трубой 1 и кольцевым валиком значительно меньше площади зигзагообразного кольца 7, поэтому кольцевой выступ уплотнительного элемента 8 входит в кольцевой зазор, сперва сжимаясь в пределах упругой деформации, а потом разжимаясь и заполняя пространство за валиком (фиг. 6). При дальнейшем ввинчивании гайки 3 наружная коническая поверхность уплотнительного элемента 8 соприкасается с внутренней конической поверхностью втулки 5, происходит обжатие всего уплотнительного элемента 8, Затем начинается внедрение зигзагообразного кольца 7 в.наружную поверхность трубы 1 и в коническую поверхность втулки 5, что приводит к жесткому соединению трубы 1 со втулкой 5, Процесс стягивания трубы 2 со втулкой 5 с помощью обжимной гайки 4...
Способ непрерывной прокатки труб на длинной подвижной оправке

Номер патента: 316485
Опубликовано: 01.01.1971
Авторы: Бедн, Ваткин, Данченко, Лавров, Павлушкин, Пономарев, Фридман, Шевченко
МПК: B21B 17/04
Метки: длинной, непрерывной, оправке, подвижной, прокатки, труб
...едмет изобретения Способ непрерывной пр длинной подвижной опра194039, отличаюитийся те 5 лее полного использования равку смазки, оправку пер чину межклетьевого расстоя да начала гильзы в первую конца гильзы из второй клетруб наавт. св. с целью боной на опт на вели- время входо выхода а. окаткивке пм, что,нанесеемещаюния заклетьти стан Изобретение относится к области трубопрокатного производства.В основном авт, св.194039 описан способ непрерывной прокатки труб на длинной конусной оправке, перемещаемой в процессе прокатки с регулируемой скоростью. Оправку перед задачей в гильзу смазывают.Цель изобретения - более полное использование нанесенной на оправку технологической смазки.Для этого оправку в процессе прокатки перемещают в...
Устройство для соединения хрупких труб с гладкими концами

Номер патента: 681284
Опубликовано: 25.08.1979
Автор: Карлов
МПК: F16L 17/02
Метки: гладкими, концами, соединения, труб, хрупких
...придающих упругоймуфте Н-образную Форму, учитываютупругость материала, из которого изготовлена муфта, и магистральноедавление.Устройство работает следующимобразом.Упругий элемент 1 надевают наконцы 10 и .11 труб до упора последних в выступ 12, после чего в отверстия 5 и 6 устанавливают болты 7с гайками 8, Вместо них могут бытьприменены стяжки с правой и левойрезьбой на концах и с гайкой посередине.В процессе эксплуатации надежностьустройства при постоянном давлениив магистрали обеспечена упругимисвойствами муфты 1, к которой приложены некоторые усилия от стяжныхболтов 7,По мере повышения давления жидкости в магистрали осуществляют затяжку болтов 7 при помощи гаек 8 истягивают кольцевые бурты 2 и 3,создавая таким образом в...
Предыдущий патент: 156914
Следующий патент: 156916
Случайный патент: Устройство для испытаний нитей корда и резины на усталость