Штамп для изготовления изделий типа колец с массивным ободом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
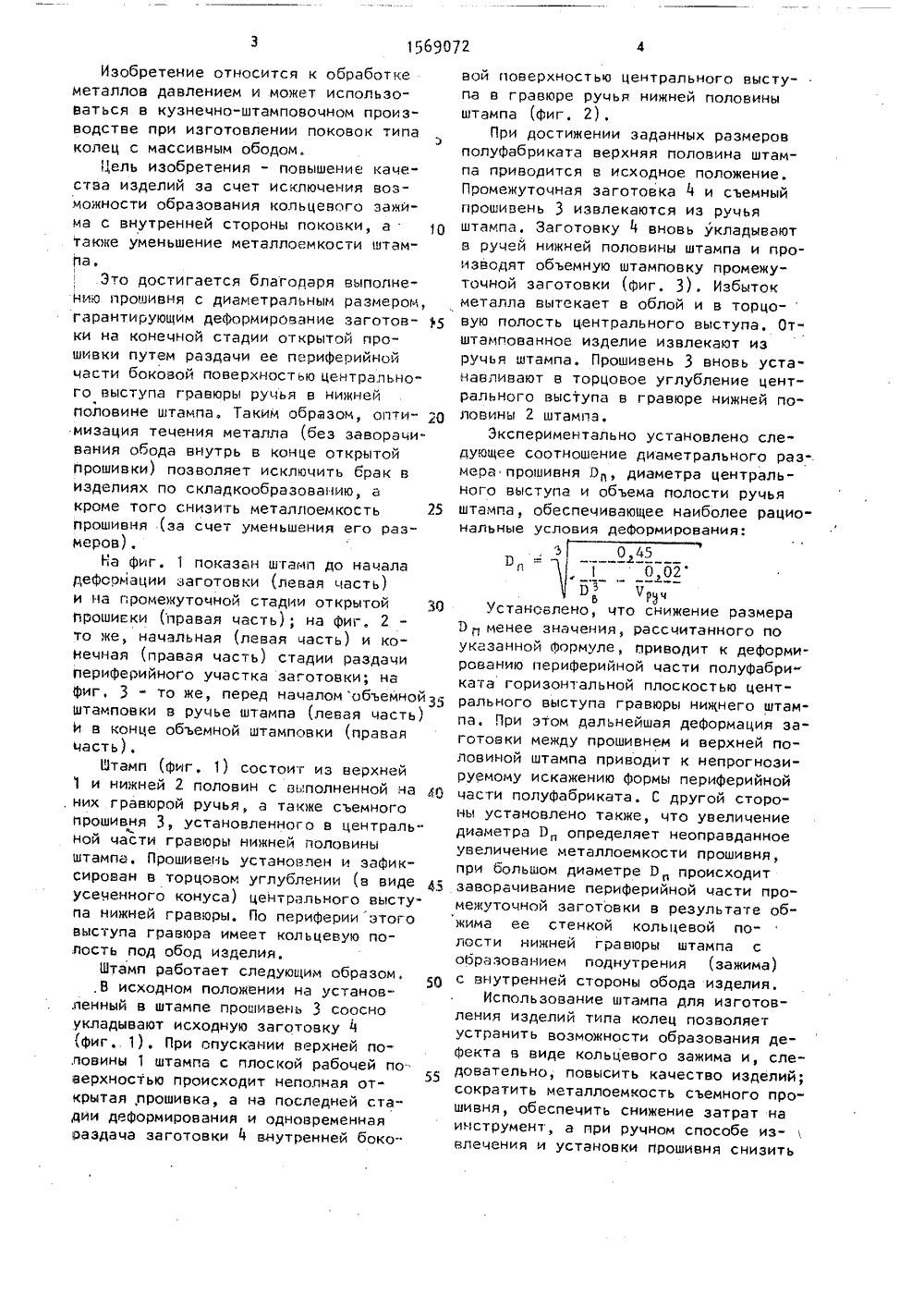
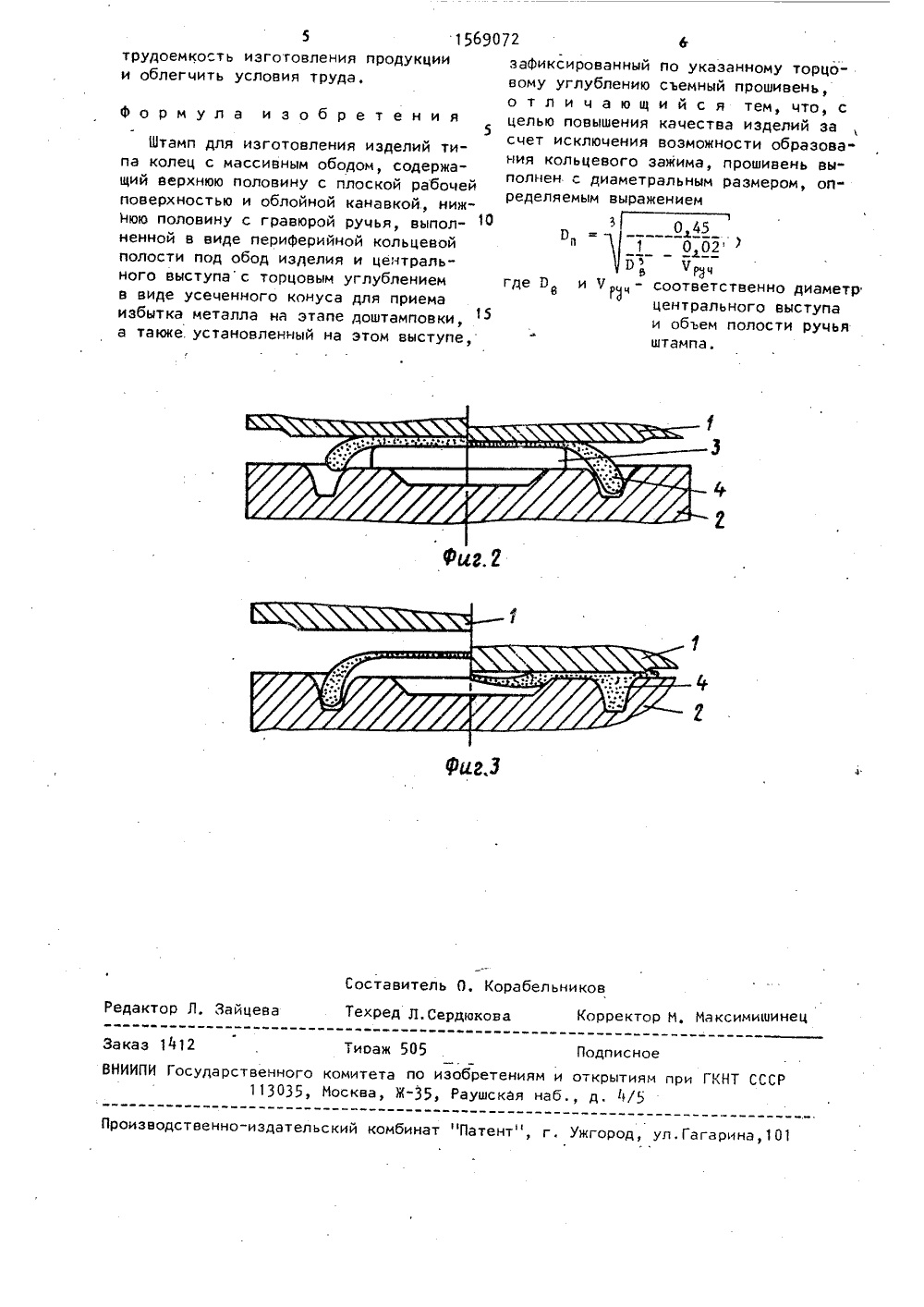
(51)5 В ЕНИЯ ПИСА ДЕТЕЛЬСТВ У К АВТОРСКОМ равюрой ружней поло, который размером,юю 2 половины становленный на н чья и вине, выпол съемныи прошивень н с диаметральныеееФее,е,4 еееСУДАРСТ 8 ЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ П(НТ СССР(56) Авторское свидетельство СССРКф 1000151, кл. В 21 К 1/28, 08,05,81,(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙТИПА КОЛЕЦ С МАССИВНЫМ ОБОДОМ(57) Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-штамповочномпроизводстве при изготовлении изделийтипа колец с массивным ободом. Цельизобретения - повышение качества изделий за счет устранения возможностиобразования зажима путем измененияхарактера формоизменения заготовки напредварительном переходе деформирования, Штамп содержит плоскую верхнюю( /, ), где 0 и 7- диаметр центрального выступа нижйей гравюры и объем полости ручья штампа соответственно. Прошивень установлен на центральном выступе нижней гравюры в торцовом углублении и зафиксирован по конической поверхности этого углубленияВ конце открытой прошивки заготовки указанное соотношение размеров обеспечивает раздачу заготовки боковой поверхностью центрального выступа без заворачивания Формирующегося обода. При последующей объемной штамповке в том же штампе (после удаления прошивня) исключа ется образование кольцевого зажима в ,ободе. 3 ил.Изобретение относится к обработкеметаллов давлением и может использоваться в кузнечно-штамповочном производстве при изготовлении поковок типаколец с массивным ободом.Цель изобретения - повышение качества изделий за сцет исключения возможности образования кольцевого зажима с внутренней стороны поковки, а 1 птакже уменьшение металлоемкости штампа..Это достигается благодаря выполнению прошивня с диаметральным размером,гарантирующим деформирование заготовки на конечной стадии открытой прошивки путем раздачи ее периферийнойчасти боковой поверхностью центрального Выступа гравюры ручья в нижнейполовине штампа. Гаким образом, опти Омизация течения металла (без заворацивания обода внутрь в конце открытойпрошивки) позволяет исключить брак виэделиях по складкообраэованию, акроме того снизить металлоемкость 25прощивня (за счет уменьшения его размеров),Ба фиг, 1 показан штамп до началадеформации заготовки (левая часть)и на промежуточной стадии открытой 3 Опрошивки (правая цасть); на фиг. 2то же, начальная (левая часть) и конецная (правая часть) стадии раздачипериферийного участка заготовки; нафиг, 3 - то же, перед началом объемной З 5штамповки в ручье штампа (левая часть)И в конце объемной штамповки (праваячасть),Итамп (фиг. 1) состоит из верхней1 и нижней 2 половин с выполненной на щних гравюрой ручья, а также съемногопрощивня 3, установленного в центральной части граВюры нижней пОлОВиныштампа. Прошивень установлен и зафиксирован в торцовом углублении (в видеусеченного конуса) центрального выступа нижней гравюры, По периферии этоговыступа гравюра имеет кольцевую по,лость под обод изделия,Штамп работает следующим образом.,В исходном положении на установ 5 Оленный в штампе прошивень 3 соосноукладывают исходную заготовку 4(фиг. 1), При Опускании верхней половины 1 штампа с плоской рабочей поверхностью происходит неполная открытая, прошивка, а на последней стадии деформирования и одновременнаяраздача заготовки 4 внутренней боковой поверхностью центрального выступа в гравюре ручья нижней половины штампа (Фиг. 2) .При достижении заданных размеров полуфабриката верхняя половина штампа приводится в исходное положение, Промежуточная заготовка 4 и съемный прошивень 3 извлекаются из ручья штампа, Заготовку 4 вновь укладывают в руцей нижней половины штампа и производят объемную штамповку промежуточной заготовки (фиг. 3). Избыток металла вытекает в облой и в торцо-вую полость центрального выступа, Отштампованное изделие извлекают из ручья штампа, Прошивень 3 вновь устанавливают В торцовое углубление центрального выступа в гравюре нижней половины 2 штампа.Экспериментально установлено следующее соотношение диаметрального размера прошивня Од, диаметра центрального выступа и объема полости ручья штампа, обеспечивающее наиболее рациональные условия деформироеания;установлено, что снижение размера Э и менее значения, рассчитанного по указанной формуле, приводит к деформированию периферийной части полуфабри" ката горизонтальной плоскостью центрального выступа гравюры нижнего штампа. При этом дальнейшая деформация заготовки между прошивнем и верхней половиной штампа приводит к непрогнозируемому искажению формы периферийной части полуфаориката. С другой стороны установлено также, что увеличение диаметра Р определяет неоправданное увеличение металлоемкости прошивня, при большом диаметре Рпроисходит заворацивание периферийной части промежуточной заготовки в результате обжима ее стенкой кольцевой полости нижней гравюры штампа с образованием поднутрения (зажима) с внутренней стороны обода изделия.Использование штампа для изготовления изделий типа колец позволяет устранить возможности образования дефекта в виде кольцевого зажима и, следовательно, повысить качество изделий; сократить металлоемкость съемного прошивня, обеспечить снижение затрат на инструмент, а при ручном способе извлечения и установки прошивня снизитьгде 0 г оставитель О. Корабельехред Л.Сердюкова к Корректор М, Максимишинец дактор Л, 3 Заказ 141 ВНИИПИ Го иоаж 5 но 05 Подпис е по изобретениям и открытиям Ж, Раушская наб., д. 4/5 твенног 113035 ри ГКНТ С комите Москва оизводственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина,10 5 15690трудоемкость изготовления продукциии облегчить условия труда,Формула изобретения5Штамп для изготовления изделий типа колец с массивным ободом, содержащий верхнюю половину с плоской рабочей поверхностью и облойной канавкой, нижнюю половину с гравюрой ручья, выполненной в виде периферийной кольцевой полости под обод изделия и центрального выступа с торцовым углублением в виде усеченного конуса для приема избытка металла на этапе доштамповки, а также. установленный на этом выступе,72 6зафиксированный по указанному торцовому углублению съемный прошивень, о т л и ч а ю щ и й с я тем, что, с целью повышения качества изделий за счет исключения возможности образования кольцевого зажима, прошивень выполнен с диаметральным размером, оП- ределяемым выражением)О 45 и 1 О 02Х В е ЧРОЧ5 и Ч- соответственно диаметр центрального выступа и объем полости ручья штампа.
СмотретьЗаявка
4474519, 16.08.1988
ЧЕЛЯБИНСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. ЛЕНИНСКОГО КОМСОМОЛА, ПРЕДПРИЯТИЕ ПЯ В-8402
ФЕЛЬДЕ АЛЕКСАНДР АЛЕКСАНДРОВИЧ, КАПЛУНОВ БОРИС ГРИГОРЬЕВИЧ, ГРИГОРЬЕВ ГЕННАДИЙ ДМИТРИЕВИЧ, ЗУЕВ СТАНИСЛАВ ПАВЛОВИЧ
МПК / Метки
МПК: B21J 13/02
Метки: колец, массивным, ободом, типа, штамп
Опубликовано: 07.06.1990
Код ссылки
<a href="https://patents.su/3-1569072-shtamp-dlya-izgotovleniya-izdelijj-tipa-kolec-s-massivnym-obodom.html" target="_blank" rel="follow" title="База патентов СССР">Штамп для изготовления изделий типа колец с массивным ободом</a>
Штамп для формовки внутренних выступов в трубчатой детали

Номер патента: 1117102
Опубликовано: 07.10.1984
Авторы: Корепанов, Кузнецов, Мансурова, Фалитнов
МПК: B21D 22/02
Метки: внутренних, выступов, детали, трубчатой, формовки, штамп
...плите, и центральный стержень жестко связан с подвижной плитой.Кроме того, центральный стержень выполнен с продольными ребрами, расположенными на его боковой поверхности с возможностью входа между секторами и имеющими криволинейную наружную поверхность с кривизной, соответствующей кривизне Формуемого участка детали.При этом штамп снабжен жестко закрепленной на подвижной плите коаксиально центральному стержню обоймой с внутренним диаметром, соответствукнцим наружному диаметру готовой детали, и имеющей радиально расположенные сквозные пазы для размеще,ния в них деформирующих пуансонов. Центральный стержень установлен на подвижной плите с воэможностью осевого перемещения и подпружинен к ней.На фиг. 1 изображен предлагаемый штамп, продольный...
Штамп для изготовления заготовки торовой оболочки

Номер патента: 439327
Опубликовано: 15.08.1974
Автор: Павлов
МПК: B21C 37/28
Метки: заготовки, оболочки, торовой, штамп
...часть 6 с подпружиненным центральным штырем 7 и неподвижную часть 8. На неподвижной части 8 матрицы установлены секторные упоры 9, имеющие возможность возвратно-поступа тельного перемещения по ее плоскости и отжимаемые в радиальном направлении от центра штампа пружинами (1 а чертеже не показаны), В плите 2 пуансона 1 закреплены два клина 10, предназначенные для перемещения О секторных упоров 9, которые для этой целиснабжены окнами 11.Работа штампа осуществляется следующимобразом.Подвижная часть 6 матрицы с централь ным штырем 7 поднимается в верхнее крайнее положение выталкивателем пресса 12 и заготовка 13 центрируется отверстием по пггырю 7. При этом секторные упоры 9 отжаты пружипамп от центра и псриферпп мат рицы.При рабочем...
Штамп для объемной штамповки

Номер патента: 709235
Опубликовано: 15.01.1980
Автор: Харебава
МПК: B21J 13/02
Метки: объемной, штамп, штамповки
...в направлении свободной полости штампа. Изобретение относится к обработке металлов давлением, а именно к штампам для объемной штамповки.Известей штамп для объемной штамповки,содержащий верхнюю и нижнюю части с про"филированными поверхностями, образующимиручей с вертикальными боковыми стенками иторцовыми площадками, а также замковымиэлементами и поверхностью разъема, состоящейиз двух горизонтальных участков и вертикаль.ного центрального, проходящего через полостьручья 11),Известный штамп позволяет осуществлятьтолько открытую штамповку с вытеснениемчасти металла заготовки в заусенец, что приводит к повышенному расходу металла и недостаточному качеству поковок.Целью изобретения является повышениеэкономии металла и качества поковок.Эта...
Штамп для секционной штамповки

Номер патента: 210634
Опубликовано: 01.01.1968
Авторы: Копыский, Кузько, Ливанов, Шофман
МПК: B21D 37/10
Метки: секционной, штамп, штамповки
...контактирующая с указанными секцияии.На фиг. 1 изображена схема предлагаемогоштампа с секцией, уложенной в центральной части штампа между пуансоном и пластичной; на фиг, 2 - то же, с секциями, уложенными на периферийньтх участках штампа между пластиной и пуансоном; на фиг. 8 - разрез по А - А на фиг. 1.На нижнюю часть штампа - матрицу 1укладывается заготовка 2, на кторую воздействует верхняя часть штампа - пуансон 3 через тонкую и гибкую пластину 4, подвешенную к нему с помощью тяг б.Рабочая поверхность пластины выполненас гравюрой. Пластина имеет возможность вертикального перемещения относительно пуансона. Между пуансоном и пластиной э ее центральной части помещается секцнячпрокладка б. При рабочем ходе пресса пуансон 3 передает...
Штамп для отрезки заготовки от полосы

Номер патента: 258246
Опубликовано: 01.01.1970
Авторы: Горовой, Любушжчн, Скороход
МПК: B21D 22/02
Метки: заготовки, отрезки, полосы, штамп
...вьнолнен укороченным со стороны подаваемой полосы, таким образом, что между ним и передней режущей кромкой матрицы образуется окно, а в нижнеи плите предусмотрено отверстие. Изобретение относится чному оборудованию и пред но дполосовых заготовок.Штампы для резки полосы известны, Однако в них не предусмотрена возможность отрезки неровного переднего конца полосы и удаления его.Предлагаемый штамп позволяет производить отрезку переднего неровного конца полосы и удаление его, причем исключается возможность смешивания отхода и отрезаемых заготовок, Для этого штамп снабжен временным упором, размещенным в нижней части штампа, прижим-выталкиватель выполнен укороченным со стороны подаваемой полосы таким образом, что между ним и...
Предыдущий патент: Пресс для синтеза сверхтвердых материалов
Следующий патент: Устройство для крепления штампов на прессах
Случайный патент: Устройство для вакуумного напыления слоев