Способ контроля состояния держателя при прессовании металлических оболочек и труб
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1488056
Авторы: Державинский, Марьянчик, Пильгун, Сабуренко



Текст
СООТГ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИН 21 С 23 2 ПИСАНИЕ ИЗОБРЕТЕНИАВТОРСКОМУ СВИДЕТЕЛЬСТВУ дователь й итехои проВ.ДержавинскиПильгун(57) Изоб гии пресс оция упругих . удлинений ой стадии цы или мателичение пар В нестациоеремещение но с увелич а вследстви ения давлен обГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯПРИ ГННТ СССР(54) СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ДЕРЖАТЕЛЯ ПРИ ПРЕССОВАНИИ МЕТАЛЛИЧЕСКИХОБОЛОЧЕК И ТРУБ тение относится к технолаания на гидравлических Изобретение относится к прессова нию на гидравлических прессах длин- номерных оболочек и труб, главным образом к технологии наложения металлических оболочек на кабельные изделия.Цель изобретения - повышение выхода годного за счет своевременной замены изношенного держателя.Согласно способу прессования металлических оболочек и труб определяют положение пресс-штемпелей, соответствующее стационарной стадии прес" сования, в стационарной стадии выводят одну из опор из соприкосновения с держателем, а об его изношенности судят по времени от начала или конца вывода опоры до начала или конца изпрессах дпинномерных оболочек и труб 1а именно к технологии наложения ме"таллических оболочек на кабельные изделия. Цель изобретения - повышениевыхода годного путем своевременнойзамены изношенного инструмента. Измеряют и преобразуют в расход материала перемещение пресс-штемпелей идлины выпрессованных отрезков оболо"чек или труб. Результаты измеренийпреобразуют в параметр сечения этихотрезков, Управляют этим параметром,выводя одну из опор матрицы или дорна из соприкосновения с держателем.Давление прессуемого металла перемещают держатель дорна или матрицы купомянутой опоре. Об изношенностидержателя судят по времени от началаили конца вывода опоры до начала иликонца изменения параметра сечения. менения параметра сечения. Кроме т го, в качестве параметра сечения ис пользуют толщину изделия.На стационарной стадии прессования имеет место стабилизадеформаций и температурныхйнструмента. Поэтому на этперемещение дорна от матририцы от дорна влечет увметра сечения оболочки.нарной же стадии то же пможет быть скомпенсировавием размеров инструментего разогрева или уменьшна него прессуемого металла.Способ осуществляют следующим разом.В головке пресса устанавливают дорн, матрицу, дорно- и матрицедержатели, а также их опорные патроны.Выбирают и устанавливают процес 5 сор, а также связанные с ним средства измерения перемещения пресс-штемпелей и длины выпрессованных отрезков оболочки.Осуществляют выпрессование сли ков через дорн и матрицу в изделие. Измеряют перемещение пресс-штемпелей и длин выпрессованных отрезков обо. - лочки. Результаты измерений преобразуют в параметр сечения (например, в 15 .среднее сечение) этих отрезков. Преобразование осуществляют следующим образом. По перемешению прессштемпелей в контейнерах известного 20диаметра рассчитывают объем выдавленного металла. Этот объем равен объему выпрессованного отрезка оболочки,так как металлы несжимаемы. Разделив.объем на длину, получают сечение отрезка.Определяют положение пресс-штемпелей, соответствующее началу и концустационарной стадии прессования. Дляэтого при неизменном положении опор. - З 0ных патронов регистрируют значениепараметра сечения оболочки в зависимости от положения пресс-штемпелей.Началу стационарной стадии прессования соот Вет ствует конец монотонных З 5изменений параметра, концу - моментуменьшения подачи жидкости в рабочие цилиндры пресса перед остановкойпресс-штемпелей.В стационарной стадии выводят один 40из опорных патронов из соприкосновения с держателем, отмечают время между моментами начала или конца выводаи начала или конца изменения параметра сечения, сравнивают это время с 45допустимым, продолжают вести процесспрессования, если оно меньше допустимого, и прекращают (до замены держателя), если оно больше.В варианте осуществления предпагаемого способа в качестве параметрасечения используют среднюю толщинуотрезка. Для этого учитывают номинальное или измеренное значение диаметра оболочки известного сечения,Преимуществом является дополнительная воэможность контроля толщиныпресс-изделия в процессе его изготов,ления,П р и м е р 1. На прессе УЭТМ 25000 т двумя пресс-штемпелями через дорн и матрицу выпрессовывают оболочку на кабель. Перед остановкой пресс-штемпелей уменьшают подачу жидкости в рабочие цилиндры пресса и давление в них, а параметр сечения оболочки стабилизируют, выводя опорный патрон из соприкосновения с дорнодержателем. Через 6 - 10 дней работы с одним и тем же дорнодержателем имеет место брак по толщине в области "бамкубового кольца" оболочки, получающийся при остановках.П р и м е р 2., Аналогично примеру 1 на двух подвижных траверсах пресса, жестко связанных с пресс- штемпелями, устанавливают фотоэлектрические датчики, выдающие импульсы через каждые 0,7 мм их хода, а на. ванне Охлаждающего устройства - аналогичный датчик длины оболочки, Датчики связывают с процессором, При достижении пресс-штемпелями отметки начала стационарной стадии прессования процессор преобразует измеренные за одно и то же время перемещения пресс-штемпелей и длины выпрессованных отрезков в их сечение. Выводят опорный патрон из соприкосновения с дорнодержателем, перемещая его на такую величину, что увеличение сечения составляет 10 - 157. Отмечают время между моментами окончания перемещения опорного патрона и прекращения изменения сечения. Если это время больше Зс, то дорнодержатель меняют.Брак по толщине оболочки, имеющий место вследствие износа дорнодержателя, прекращается. П р и м е р 3. В условиях примера 2 при остановках пресс-штемпелей измеряют диаметр оболочки и вводят его в процессор, который преобразует измеренные за одно и то же время перемещения пресс-штемпелей, длины выпрессованных отрезков оболочки и ее диаметр в среднюю толщину тех же отрезков. Выводят. опорный патрон из соприкосновения с дорнодержателем, перемещая его на такую величину, что увеличение толщины составляет 0,1 0,2 мм. Если время между моментами окончания перемещений патрона и прекращения изменения толщины больше Зс, то дорнодержатель меняют.1488056 Брак по толщине иэ-за износа дорнодержателя не наблюдается. Индикатор толщины используют дляее регулирования в процессе прессо"вания.. Составитель И.НиколаеваТехред М.Дидык Корректор М.МаксимишинецРедактор И. Дербак Заказ 3488/12 Тираж 693 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г.ужгород, ул. Гагарина, 101 Формула изобретения1 ОСпособ контроля состояния держателя при прессовании металлических оболочек и труб, при котором производят выпрессовку слитка пресс-штемпелями через дорн и матрицу, имеющие держа тели с опорами, а о состоянии держателя судят по изменению параметра сечения оболочки, о т л и ч а ю щ и йс я тем, что, с целью повышения выхода годного за счет своевременнойзамены держателя, вначале стационарной стадии прессования выводят однуиз опор из соприкосновения с держателем, измеряют время от момента вывода опоры из соприкосновения с держателем до начала изменения параметра оболочки, сравнивают его с допустимым и при его превышении держательзаменяют
СмотретьЗаявка
4201180, 09.01.1987
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ПРОЕКТНО КОНСТРУКТОРСКИЙ И ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ КАБЕЛЬНОЙ ПРОМЫШЛЕННОСТИ, ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "КАМКАБЕЛЬ"
МАРЬЯНЧИК БОРИС ВЛАДИМИРОВИЧ, ДЕРЖАВИНСКИЙ ВЛАДИСЛАВ ВАСИЛЬЕВИЧ, САБУРЕНКО БОРИС ФЕДОРОВИЧ, ПИЛЬГУН ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: B21C 23/26
Метки: держателя, металлических, оболочек, прессовании, состояния, труб
Опубликовано: 23.06.1989
Код ссылки
<a href="https://patents.su/3-1488056-sposob-kontrolya-sostoyaniya-derzhatelya-pri-pressovanii-metallicheskikh-obolochek-i-trub.html" target="_blank" rel="follow" title="База патентов СССР">Способ контроля состояния держателя при прессовании металлических оболочек и труб</a>
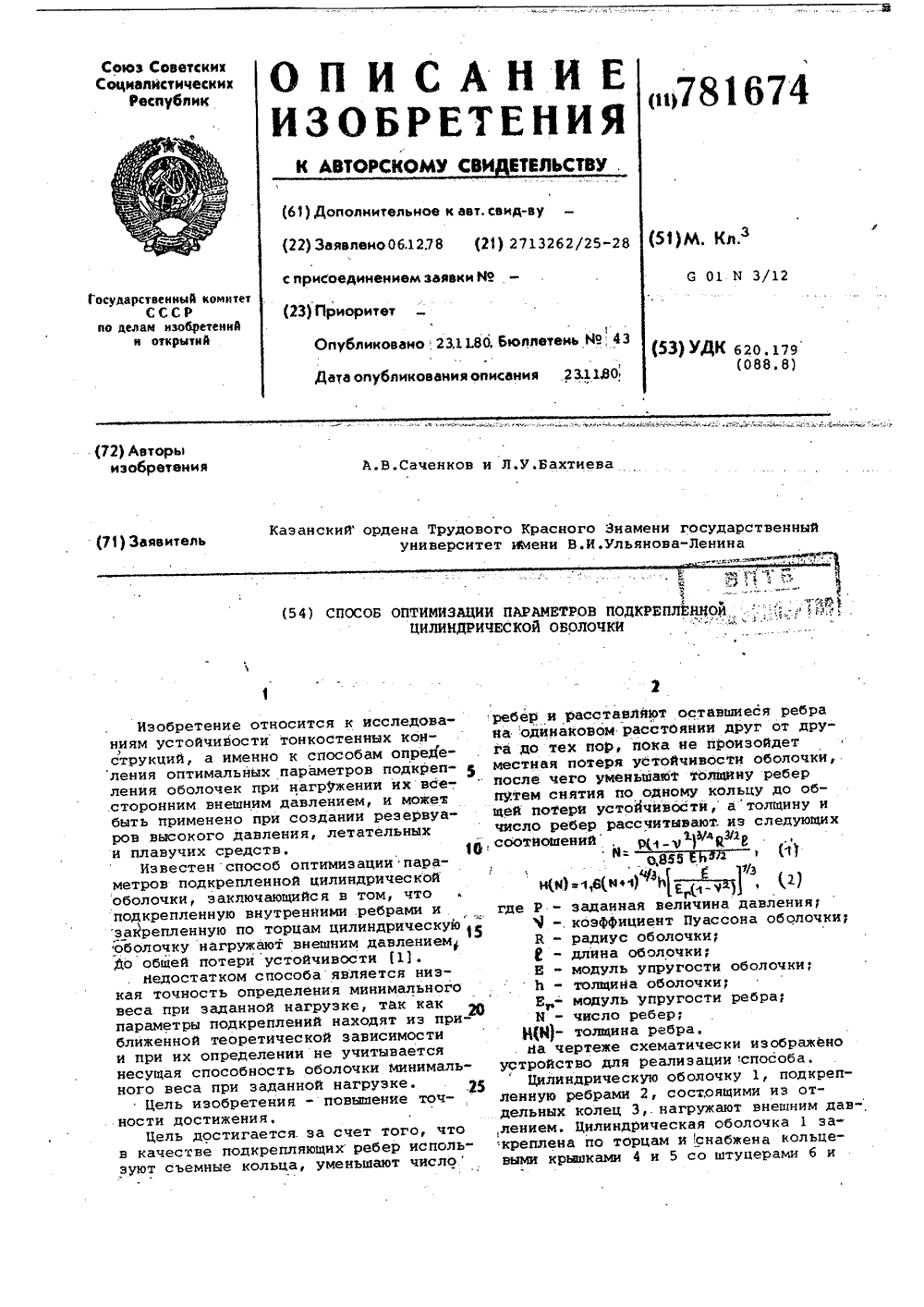
Способ оптимизации параметров подкрепленной цилиндрической оболочки
Номер патента: 781674
Опубликовано: 23.11.1980
МПК: G01N 3/12
Метки: оболочки, оптимизации, параметров, подкрепленной, цилиндрической
...подкреплений, при которых оболочка не теряет устойчивость,Реализацию способа осуществляютследующим образом,Измеряют толщину, длину, радиусоптимизируемой оболочки, определяюттеоретические значения числа ребери их толщины по зависимости (1) и (2),затем подкрепляют оболочку на равном 40расстоянии И друг от друга внутренними ребрами с толщиной Н(И), причем,ребра целесообразно составлять из отдельных колец которые могут сниматься и толщина которых может быть равна толщине оболочки, половине толщины,четверти и т. д. в зависимости от необходимой точности определенияпараметров подкреплений, затем закрепляютторцы оболочки, приваривая к ним жест кие фланцы, создают в йолости междукорпусом и испытываемой оболочкой,внутренняя поверхность...
Программатор время-параметр

Номер патента: 1129587
Опубликовано: 15.12.1984
МПК: G05B 19/418
Метки: время-параметр, программатор
...которого соединен с первым входом суммирующего усилителя 11; С выходасуммирующего усилителя 11 программируемое аналоговое напряжение подается на вход усилителя 14 мощности, выход которого .;вляется выходом устройства программатора время-параметр.Устройство работает следующим образом.Временные управляющие сигналы 15 устройства вырабатываются процессором 2. Эти управляющие сигналы заносятся в регистр 3 данных, где хранятся до следующей команды выводы .данных из процессора. Времена хранения 2 О старой и записи новой управляющей информации в различных разрядах регистра данных отличаются по величине межпу собой в зависимости от элемент- . та устройства, к которому они под, ключеныцифроаналоговому прео 5 раэователю, ключам, индикатору ,...
Программатор время-параметр
Номер патента: 1160438
Опубликовано: 07.06.1985
Авторы: Захаров, Ковбанюк, Ярухин
МПК: G05B 19/418
Метки: время-параметр, программатор
...соединенного управляющим входом с адресными ф 5 входами программно-управляемых задатчиков й адресным выходом процессора, связанного информационным выходом с информационными входами программноуправляемых задатчиков, введены ин дикатор, элемент ИЛИ первый и второй компараторы, первый и второй источники смещения, дифференциальный усилитель, цифроаналоговый преобразователь и регистр данных, подключенный управ.55 ляющим и информационным входами соответственно к адресному и информацион" ному выходам процессора, а выходом " 38к вхоДу цифроаналогового преобразователя, соединенного выходом с первым входом дифференциального усилителя, связанного вторым входом с выходом коммутатора, а выходом - с первым входом первого и второго...
Способ определения параметров разлета цилиндрической оболочки под действием взрыва
Номер патента: 1223723
Опубликовано: 10.05.2000
МПК: G01M 19/00
Метки: взрыва, действием, оболочки, параметров, разлета, цилиндрической
Способ определения параметров разлета цилиндрической оболочки под действием взрыва, включающий проведение серий опытов с инициированием детонации на торце заряда взрывчатого вещества, помещенного внутрь испытуемой оболочки, непрерывную во времени фоторегистрацию процесса разлета через единичную щель и вычисление параметров разлета оболочки, отличающийся тем, что, с целью повышения точности измерений за счет уменьшения влияния приборных ошибок на результаты испытания, в каждом опыте устанавливают плоскопараллельную прозрачную пластину под углом к оси симметрии оболочки и ортогонально плоскости, проходящей через эту ось и щель фоторегистратора, и через нее производят фоторегистрацию процесса...
Устройство для обеспыливания штемпеля брикетного пресса

Номер патента: 1692861
Опубликовано: 23.11.1991
Авторы: Горцакалян, Маркинд, Попов, Шаев, Эппле
МПК: B30B 15/00, C10F 7/06
Метки: брикетного, обеспыливания, пресса, штемпеля
...изменена вертикальным перемещением регулятора 19, за счет которого происходит перераспределение воздушного потока (с одновременным изменением его скорости), выходящего из патрубка воздухозаборного элемента 18, между верхней и нижней зонами, близкими к соответствующим поверхностям штемпеля, Пылевая струя, выбрасывается при рабочем ходе пресса в зазоры "6 г" между штемпелем и прилегающими к нему деталями матричного набора, поступает в начале во внутреннее пространство корпуса 1 между головкой пресса, средними разделительными перегородками 8 и горизонтальной соединительной планкой 10. При этом в верхней половине корпуса 1 пылевые частицы этой струи ударяются о разделительную перегородку 8, теряя свою кинетическую энергию, подхватываются...
Предыдущий патент: Устройство для прессования с активными силами трения
Следующий патент: Инструмент для прессования изделий с рубашкой
Случайный патент: Инструмент для поперечно-клиновойпрокатки