Способ получения армированных зубчатых венцов в виде зубчатых коронок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1475768
Автор: Потапов

Текст
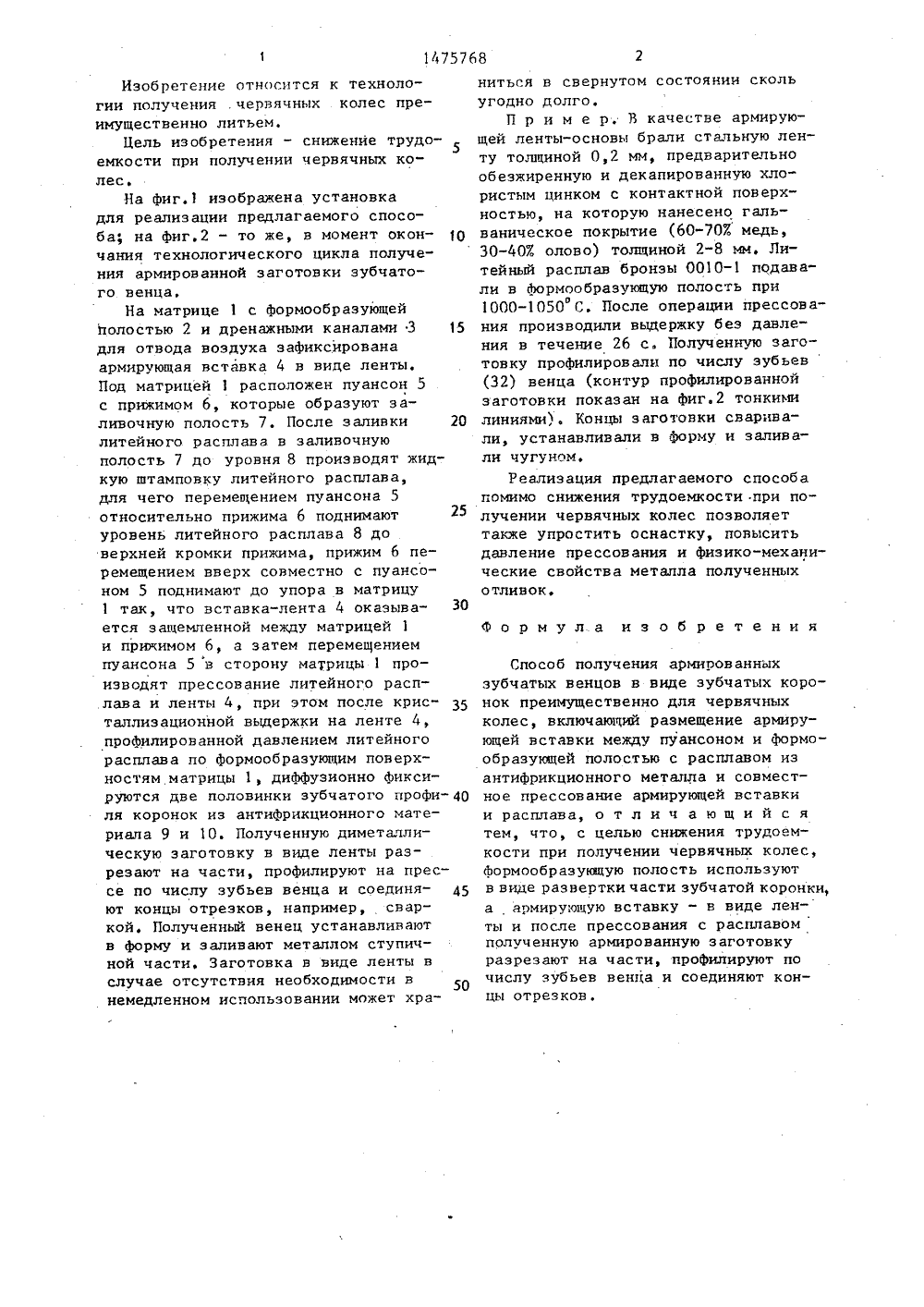
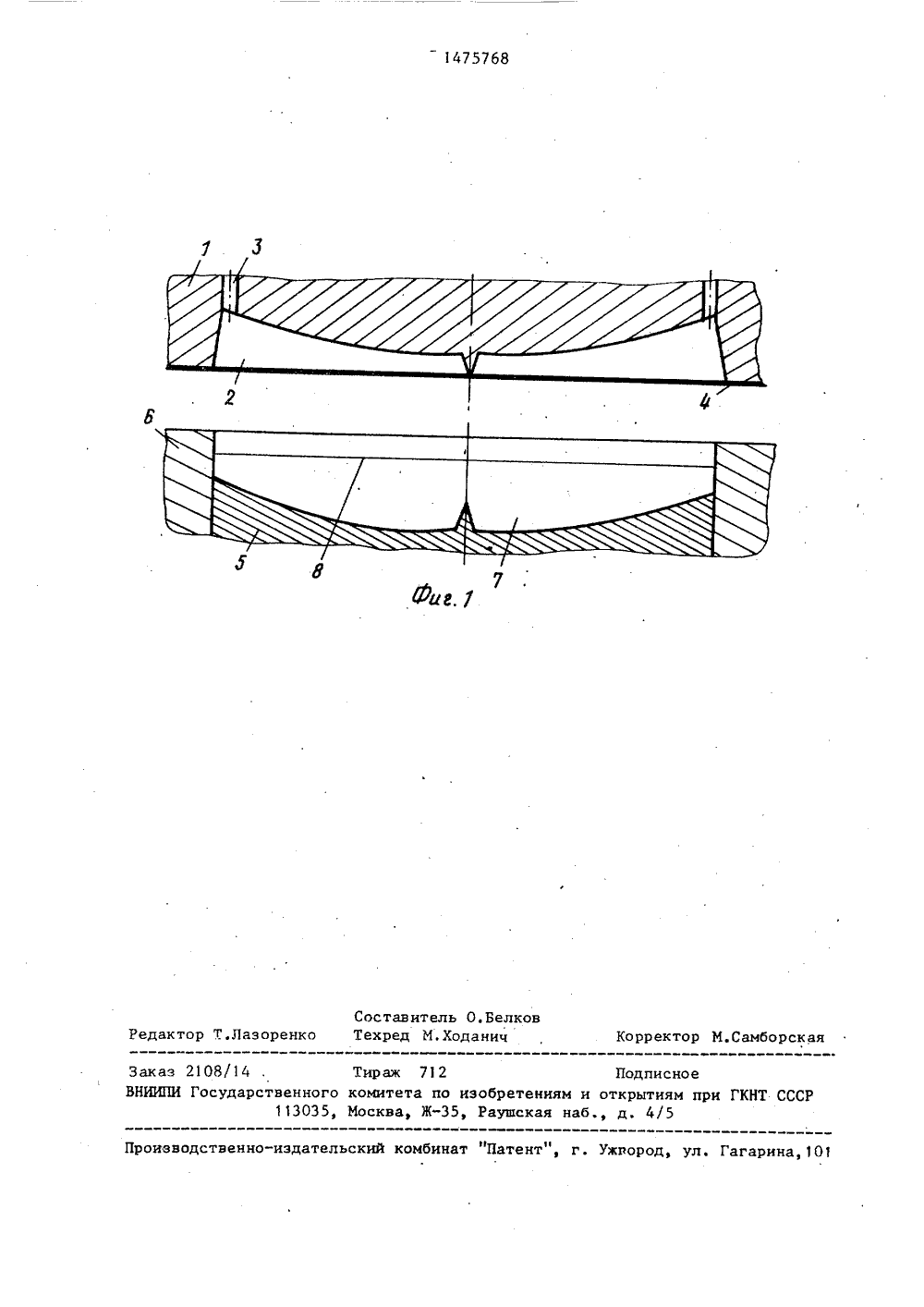
(54) СПОСОБ ПОЛУЧКЗУБЧАТЫХ ВЕНЦОВ ВНОК(57) Изобретение огии получения червмущественно литьем ния - снижение тру МИР ОВАННЫХУБЧАТЫХ КОР носится к технолочных колес преиЦель изобрете емкости при п ОЪ 00 ГОСУДАРСТВЕННЫЙ НОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМПРИ ГННТ СССР лучении червячных колес. Укаэаннаяцель реализуется получением биметаллической заготовки в виде ленты 4с запрессованными на нее половинками 9,10 зубчатых коронок из антифрикционного сплава преимущественнометодами жидкой штамповки. Впоследствии ленту 4 разрезают и профилируют по числу зубьев венца, концы отрезков соединяют, например, сваркой.Полученная Фасонная заготовка зубчатого венца может быть вп.ледствииустановлена в Форму и залита металлом ступичной части, например чугуном. 2 ил.Изобретение относится к технологии получения .червячных колес преимущественно литьем.Цель изобретения - снижение трудоемкости при получении червячных колес.На фиг.1 изображена установкадля реализации предлагаемого способа; на фиг.2 - то же, в момент окончания технологического цикла получения армированной заготовки зубчатого венца,На матрице 1 с формообразующеййолостью 2 и дренажными каналами 3для отвода воздуха зафиксированаармирующая вставка 4 в виде ленты.Под матрицей 1 расположен пуансон 5с прижимом 6, которые образуют заливочную полость 7, После заливкилитейного расплава. в заливочнуюполость 7 до уровня 8 производят жидкую штамповку литейного расплава,для чего перемещением пуансона 5относительно прижима 6 поднимаютуровень литейного расплава 8 доверхней кромки прижима, прижим 6 перемещением вверх совместно с пуансоном 5 поднимают до упора в матрицу1 так, что вставка-лента 4 оказывается защемленной между матрицей 1и прижимом 6, а затем перемещениемпуансона 5 в сторону матрицы 1 производят прессование литейного расплава и ленты 4, при этом после кристаллизационной выдержки на ленте 4,профилированной давлением литейногорасплава по формообразующим поверхностям матрицы 1, диффузионно фиксируются две половинки зубчатого профиля коронок из антифрикционного материала 9 и 10. Полученную диметаллическую заготовку в виде ленты разрезают на части, профилируют на прессе по числу зубьев венца и соединяют концы отрезков, например, сваркой, Полученный венец устанавливаютв форму и заливают металлом ступичной части. Заготовка в виде ленты вслучае отсутствия необходимости внемедленном использовании может храниться в свернутом состоянии скольугодно долго.П р и м е р. В качестве армирую 5щей ленты-основы брали стальную ленту толщиной 0,2 мм, предварительнообезжиренную и декапированную хлористым цинком с контактной поверхностью, на которую нанесено галь 0 ваническое покрытие (60-70% медь,30-40 олово) толщиной 2-8 мм. Литейный расплав бронзы 0010-1 подавали в формообразующую полость при1000-1050 С. После операции прессова 5 ния производили выдержку беэ давления в течение 26 с, Полученную заготовку профилировали по числу зубьев(32) венца (контур профилированнойзаготовки показан на фиг.2 тонкими20 линиями) . Концы заготовки сваривали, устанавливали в форму и заливали чугуном,Реализация предлагаемого способапомимо снижения трудоемкости при получении червячных колес позволяеттакже упростить оснастку, повыситьдавление прессования и физико"механические свойства металла полученныхотливок.30Формула изобретения Способ получения армированныхзубчатых венцов в виде зубчатых коро 35 нок преимущественно для червячныхколес, включающий размещение армирующей вставки между пуансоном и формообразующей полостью с расплавом иэантифрикционного металла и совмест 40 ное прессование армирующей вставкии расплава, о т л и ч а ю щ и й с ятем, что, с целью снижения трудоемкости при получении червячных колес,формообразующую полость используют45 в виде развертки части зубчатой коронки,а армирующую вставку - в виде ленты и после прессования с расплавомполученную армированную заготовкуразрезают на части, профилируют почислу зубьев венца и соединяют концы отрезков,М. Самборская Редак Производственно-издательский комбинат "Патент", г. ужгород, ул. Гагарина, 1 Заказ 2108/14 Тираж 712ВНИИПИ Государственного комитета по изобретени113035, Москва, Ж, Раушская Подписноеи открытиям при ГКНТ ССаб., д. 4/5
СмотретьЗаявка
4148000, 18.07.1987
А. Г. Потапов
ПОТАПОВ АНАТОЛИЙ ГРИГОРЬЕВИЧ
МПК / Метки
МПК: B22D 18/02
Метки: армированных, венцов, виде, зубчатых, коронок
Опубликовано: 30.04.1989
Код ссылки
<a href="https://patents.su/3-1475768-sposob-polucheniya-armirovannykh-zubchatykh-vencov-v-vide-zubchatykh-koronok.html" target="_blank" rel="follow" title="База патентов СССР">Способ получения армированных зубчатых венцов в виде зубчатых коронок</a>
Способ восстановления профиля зубьев зубчатых колес

Номер патента: 670365
Опубликовано: 30.06.1979
Авторы: Дорожкин, Карпушин, Кузьменков, Челышев
МПК: B21H 5/00
Метки: восстановления, зубчатых, зубьев, колес, профиля
...фиг. 1 представлена схема восстановления изношенных зубчатыпрофилей; на фиг. 2 - механизм синхронизации вращения обрабатываемых изделий,Зубчатые колеса 1 и 2, имеющие изношенный профиль, предварительно термически обрабатывают и удаляют по профилю дефектный слой металла толщиной, равной толщине дополнительного материала. После этого их приводят во вращение. Между ними пропускают две ленты 3 и 4, выполненные из порошка твердого сплава, на.670365 ФиаГ НИИПИ НПО Поиск Заказ 1699/17 Изд.38 аж 1034 Подписное Типография, пр, Сапунова,3пример СНГН, скрсплеппого пластификатором. Соприкасающиеся поверхности лент промазывают графитом 5, химически инертным по отношению к металлической основе и пластификатору. 5Нагрев контактирующих поверхностей...
Устройство для гидроабразивной обработки зубьев зубчатых колес

Номер патента: 1602634
Опубликовано: 30.10.1990
Авторы: Айрапетов, Алибаев, Васенков, Шарипов
Метки: гидроабразивной, зубчатых, зубьев, колес
...эжекторы 18 и 19, подающие направленную струю сжатого воздуха через наклонные пазы 16,17, выполненные в уплотнительных планках 14,15, точно взону критического зазора Ь, имеющего сечение трапецеидапьной формы,Устройство работает следующим образом,Подлежащий обработке зуб зубчатогоколеса 10 и зубчатого колеса 11 устанавливают с зазором по двум сторонам двухсторонней зубчатой рейки 1между зубьяли 2,3, при этом число зубьев зубчатой рейки превышает числоодна часть правого эвольвентного профиля зубьев обрабатываембго зубчатого колеса 11. Далее выводят из зацепле." ния с зубчатой рейкойобрабатываемые колеса 10, меняют их местами, зубчатую рейку возвращают в исходно положение, и повторяют цикл обработки. После второго цикла получают...
Устройство для измерения бочкообразности зубьев зубчатых колес

Номер патента: 648829
Опубликовано: 25.02.1979
Автор: Архипов
МПК: G01B 5/20
Метки: бочкообразности, зубчатых, зубьев, колес
...для взаимодействия. с боковыми поверхностями зубьев контролируемого колеса.На чертеже показано устройство,поперечный разрез.Устройство содержит корпус,выпащенный в виде приам 1 и2, шарнирно связанных осью 3, обеспечивающей параллельность биссекторныхполостей призм. Смещение призмы 2относительно призмы 1 ограничено винтом 4 и пружиной 5, усилиями которойкорпус удерживается на зубчатом венцеизмеряемого колеса. В корпусе размещены салазки 6, которые установлены свозможностью перемещения от рукоятки7 вдоль биссекторной плоскости призм1 и 2.Устройство также содержит. рычаги8 и 9, шарнирно связанные между собой осью 10 и установленные и плос кости, перпеидикулярной к направлению, рычагов связаны со штоком индикаторной головки 11, закрепленной...
Способ восстановления профиля зубьев зубчатых колес

Номер патента: 685401
Опубликовано: 15.09.1979
Авторы: Гольденберг, Мурзаев
МПК: B21H 5/00
Метки: восстановления, зубчатых, зубьев, колес, профиля
...ос ществляют следчощим образом. Изношенное зубчатое колесо 1 устанавливают между накатным инструментом Ю 2 и нагревают венец зубчатого колеса индуктором 3 токами высокой частоты при вращении зубчатого колеса 1 вокруг своей оси.После нагрева венца зубчатого колеса 1 до температуры 100 в 1300 С, достаточной для пластического деформирования, к нему подводят накатный инструмент 2 и в зону обкатки подают перфорированную ленту 4.Лента 4, проходя через индуктор 5, также нагревается до температуры 800 - 1000 С, При совместной обкатке изношенного зуб чатого колеса и ленты происходит их соединение. Ленту подают в зону обкатки определенной длины в зависимости от размеров зубчатого колеса.(Риг. / Фиг,2 Составитель В. Муконин Редактор О....
Инструмент для обкатки зубьев зубчатых колес

Номер патента: 380383
Опубликовано: 01.01.1973
Автор: Павлов
МПК: B21H 5/02
Метки: зубчатых, зубьев, инструмент, колес, обкатки
...регулируется прокладкой 27. Зубчатое колесо, уставовленное на столе зубофрезерного станка, представлено одним зубом 28.25 Устройство работает следующим образом.После обработки червячной фрезой наобычном зубофрезерном станке зубьев зубчатого колеса 28 с окончательным числовым размером червячную фрезу снимают с оправ ки 3 и на ее место устанавливают накатноймногомодульный инструмент так, чтобы расстояние между роликами 29 и 30 на делительной окружности диаметра О было меньше толщины зуба на делительной окружности на 0,05 - 0,1 т, где т - модуль обрабатываемого колеса. Тангенциальным перемещением суппорта устанавливают корпуса так, чтобы ось станка делила расстояния между роликами пополам, Кивематическая цепь зубофрезерного станка (при...
Предыдущий патент: Пресс-форма для литья под давлением
Следующий патент: Способ получения композиционных отливок
Случайный патент: Сырьевая смесь для изготовления фильтра