Способ прессования изделий из порошковых смесей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1444074
Авторы: Григорьев, Карачунский, Плюта



Текст
Изобретение относится к порошковойметаллургии, в частности к способампрессования изделий иэ порошковыхсмесей, преимущественно с антифрикционными добавками.Цель изобретения - повышение качества иэделий.На чертеже представлено устройство, осуществляющее предлагаемый способ,Устройство содержит матрицу 1,неприводной конический пуансон 2, установленный под углом М к оси матрицы 1, Зубчатая передача 3 предназначена для синхронизации вращения матрицы 1 и пуансона 2.Способ осуществляют следующим образом.Проводили прессование заготовок для 20дисковых Фрез с размерами110 хх ф 15 х 6 на приставке АВА 67 НС к гидравлическому прессу усилием 160 кН,Смесь измельченной отожженной стружки стали Р 6 М 5 с 0,25 углерода в виде свободного графита засыпали впопость матрицы 1, установленную вшпинделе приставки.Включают вращение шпинделя, в котором установлена матрица 1. Через 30зубчатую передачу 3 вращение сообщают неприводному пуансону 2, установленному в наклонной головке подуглом 1 к оси матрицы, обеспечиваяего синхронное вращение с матрицей 1, 35Затем начинают осевое сближение матрицы и пуансона, В процессе синхронного вращения и осевого сближенияматрицы и пуансона происходит уплотнение порошковой смеси. По окончаниистадии структурного уплотнения, соответствующей заходу пуансона в матрицу на определенную величину, снимают синхронизацию вращения матрицыи пуансона выводом из зацепленияшестерни и зубчатого колеса пуансона 2,Насыпная плотность порошковой смеси 2,9 г/см . Плотность, соответствующая окончанию структурного уплотнения, 5,7 г/см, что соответствует303 остаточной пористости, Высотазасыпки Н, = 14 мм. Таким образом,заход пуансона 2 в матрицу 1, соответствующий снятию синхронизации вращения, равен:Н = Н (1 - - -) = 14(1 - )2 95 7=6,8 мм,Команда на выходе зубьев иэ зацепления может подаваться, например, от конечного выключателя, который настраивается на определенную величину захода пуансона в матрицу. При этом продолжают осевое сближение вращающихся пуансона и матрицы. На этом этапе уплотнения пуансон вращается за счет сил трения о поверхность прессовки. Уплотнение смеси осуществляют до заданной плотности. Затем выключают вращение матрицы, поднимают пуансон, выпрессовывают деталь и процесс повторяют.Параметры процесса прессования: давление, кН 1200 угол наклона пуансона 6; скорость вращения матрицы 1,2 С; время выдержки 6-8 с, плотность прессовки 7,0 г/см .Прессовки соответствуют требованиям чертежа: точность геометрических размеров 9-11 квалитет, чистота по" верхности 7-9 класс. Трещина, сколы, расслой отсутствуют.Использование предлагаемого способа в сравнении с известным позволило расширить технологические воэможности в частности прессовать порошковые смеси, содержащие углерод в виде свободного графита, электротехнические материалы с изолирующими связками, многокомпонентные смеси с материалами, обладающими антифрикционными свойствами.Таким образом, сущность способа заключается в том, что при достижении в процессе прессования значений плотности, соответствующих окончании стадии структурного уплотнения, дополнительное воздействие тангенциальными силами прекращают и дальнейщее уплотнение, характеризующееся интенсивным протеканием пластической деформации частиц и образованием металлических связей между ними, осуществляют осевь 1 м давлением, прикладываемым на часть поверхности, ограничен" ную очагом деформации. На второй ста-, дии механизм уплотнения прессовых смесей аналогичен статическому прес- сованию с той лишь разницей, что уплотнение происходит в процессе вращения, а передачу рабочего давления осуществляют на часть поверхности прессовки.1444074 повышения качества изделий, при достижении величины захода (Н) пуансонав матрицу, равной Формула изобретения 10 Составитель В.Добровольский Редактор А.Долинич Техред М.Дидык Корректор А.ОбручарЗаказ 6429/ 13 Тираж 741 Подписное ВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж, Раушская наб д. 4/5ю Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4 Способ прессования изделий из порошковых смесей преимущественно с антифрикционными добавками, включающий последовательное уплотнение отдельных порций порошка в замкнутой по периметру прессуемого изделия матрице, путем передачи осевого давления пуансоном конической формы, установленным под углом к оси матрицы, с одновременным синхронным вращением матрицы и пуансона, о т л и - чающийся танк, что, с целью где Н, - высота засыпкиф- насыпная плотность порошкоовой смеси;- плотность, соответствующаяокончанию стадии структурного уплотнения,матрицу и пуансон вращают несинхронно.
СмотретьЗаявка
4198648, 24.02.1987
ПРЕДПРИЯТИЕ ПЯ М-5893
ПЛЮТА ВИКТОР ЕФИМОВИЧ, ГРИГОРЬЕВ АНДРЕЙ ВЛАДИМИРОВИЧ, КАРАЧУНСКИЙ АНАТОЛИЙ ДАНИЛОВИЧ
МПК / Метки
МПК: B22F 3/02, B22F 3/035, B22F 8/00
Метки: порошковых, прессования, смесей
Опубликовано: 15.12.1988
Код ссылки
<a href="https://patents.su/3-1444074-sposob-pressovaniya-izdelijj-iz-poroshkovykh-smesejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ прессования изделий из порошковых смесей</a>
Уплотняющий элемент устройства для дозирования и уплотнения смеси
Номер патента: 332912
Опубликовано: 01.01.1972
Авторы: Гринберг, Мариковский, Рапопорт, Чей
МПК: B22C 15/02
Метки: дозирования, смеси, уплотнения, уплотняющий, устройства, элемент
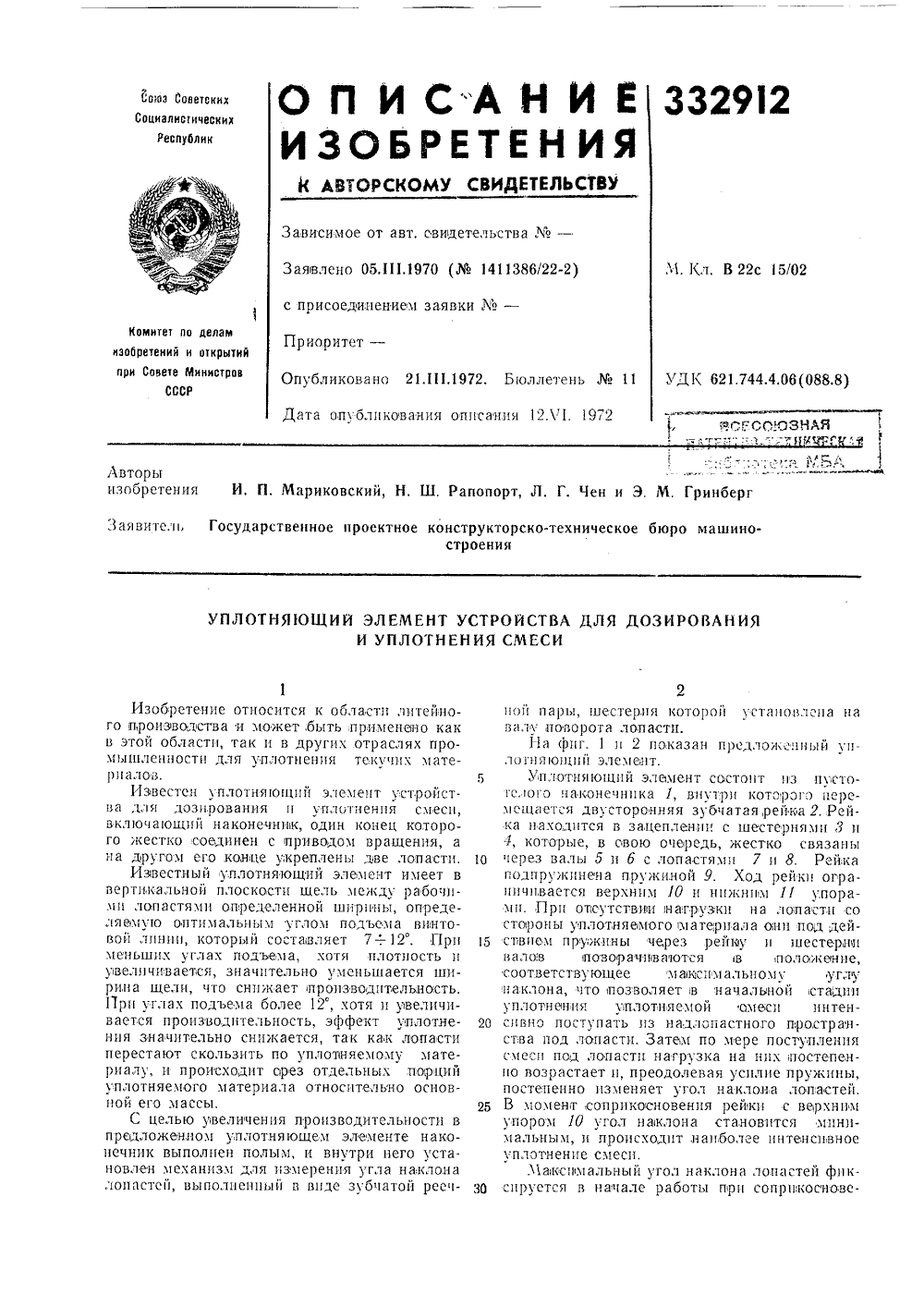
...относительно основной его массы,С целью улвеличения производительности в пре)дложенох) уллотняющем элементе наконечник выполнен полым, и внутри него установлен механизм для измерения угла наклона лопастей, выполненный в виде зубчатой реечной пары, шестерня которой установг)еиа ца валу поворота лопасти.На сриг. 1 и 2 показан предлоценны) уплогцяющий элемент.Упг)отняющий элемент состоит из пустогс,)о)о аконечника 1, внутри которого иерех)е)цае)ся двусторонняя зубчатая,реЙка 2. РеЙ- ка находится в зацепленш. с шестернями т и 1, которые, в свою о)средь, жестко связаны о через валы 5 и б с лопастями 7 и 8. Рейкаподпржинена пружиноЙ 9. Ход реЙ)и ограничивается верхним 10 и нижним 11 упорами. При от)сутствии нагрузки на лопасти со стороны...
Устройство для уплотнения смеси

Номер патента: 347115
Опубликовано: 01.01.1972
Авторы: Анисимов, Губанов, Косырев, Мангутов, Чен
МПК: B22C 15/02
Метки: смеси, уплотнения
...в опоке 13 модель5 15 удаляют из полуформы,Изобретен водству. Известны содержащие линдры, вну ющие лопаст Цель изоб си с рабочейуплотнения смесщий приводные ц змещены уплотн строиства корпус, им ри которых и.етения -поверхнос акт сме цилинд транить к ю приводи Устройство для уплотнения смеси преимущественно при изготовлении литейных форм, включающее корпус, внутри которого размещены приводные цилиндры, имеющие входное и выходное отверстия для смеси, и уплотняющие лопасти, отличающееся тем, что, с целью устранения контакта смеси с рабочей поверхностью приводных цилиндров, оно снабжено стаканами, укрепленными на корпусе и концентрично установленными внутри приводных цилиндров, на торцовой поверхности которых, со стороны выходного...
Способ уплотнения смеси

Номер патента: 371012
Опубликовано: 01.01.1973
МПК: B22C 15/02
Метки: смеси, уплотнения
...СМЕСИ 10 Изобретение относится к литейному производству, в частности к уплотнсцик) формовочной смеси.Извсстцый способ уплотисция смеси, включающий сс двустороццес прсссоваиис, ис позволяет получить равномерное распределение ЦЛОТЦОСТИ СМССИ.С целью обеспечеция равпомсрпого распрсделения плотности смеси, при уплотнении ес по предлагаемому способу смесь прессуют по трем взаимно перпендикулярным направлсииям.П 1)сдлагтсмы 1 способ Ос 1 цсств 5 цот слсдуощим образом.Стенки оиоки со стороны формы или отдельныс частоп стснок, Вытто,1 ц 51 свтыс подвижиымц, приводят в движсцис каким-либо рцв)- дом. После заполнения смесью пространства между модельными плитами и степками опоки сс прессуют по трем взаимно перпендикулярным иаправлсциям при...
Способ уплотнения смеси

Номер патента: 425718
Опубликовано: 30.04.1974
Авторы: Винюков, Матюрин, Пепенко, Попов
МПК: B22C 15/00
Метки: смеси, уплотнения
...сверху в наполнительную рамку 1 комплекта (фиг. 2). Эта операция может осуществляться различными путями: поднятием комплекта вверх при неподвижно и воздушно-прессовой головке,опусканием воздушно-прессовой головки принеподвижном комплекте илп при одновременном движении комплекта и головки навстречу5 друг другу.При движении воздушно-прессовой головки4 в полость наполнительной рамки 1 происходит уплотнение верхнего слоя смеси нижнейплитой головки. После этого дается импульс10 сжатого воздуха (фиг. 3), который, попадаяна верхний, предварительно уплотненныйслой смеси, уплотняет весь объем смеси, вытесняя ее из наполнительной рамки в опоку.Воздушно-прессов а я головка, продолжая15 двигаться в полость наполнительной рамки 1вслед за...
Устройство для уплотнения смеси

Номер патента: 488650
Опубликовано: 25.10.1975
Авторы: Аксюта, Гордиенко, Черный
МПК: B22C 15/02
Метки: смеси, уплотнения
...8 на штангах 9, проходящих через отверстия 10 и пазы 11 и соединен.- ных с трамбовками 6 резьбовыми сое 48865010 Предмет изобретения динениями. Ряды отверстий 10 плиты 4 совпадают с пазами 11 плиты 5 и наоборот, Отверстия плиты 4 смешены по отношению к отверстиям плиты 5 на половину шага отверстий в ряду. 5На несушем элементе 2 закреплены силовые цилиндры 12 для взаимного перемешения в горизонтальной плоскости плит 4 и 5, каждая из которых соединенасо штоком только одного цилиндра.Устройство для уплотнения смеси подвешено над модельным комплектом 13 с помощью троса 14 на блоках 15 и уравновешено грузом 16.Перед изготовлением литейной формы 15 высоту установки трамбовок 6 на ц:тангах 9 регулируют с помошью резьбовых соединений в...
Предыдущий патент: Ротационный таблеточный пресс для формования многослойных изделий из порошка с армирующей лентой
Следующий патент: Пресс-форма для прессования порошков в автоматическом режиме
Случайный патент: Бандаж вращающейся печи