Способ изготовления полых шаровых пальцев (его варианты)
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1238876
Авторы: Красильников, Леонтьева, Семендий, Шибаков


Текст
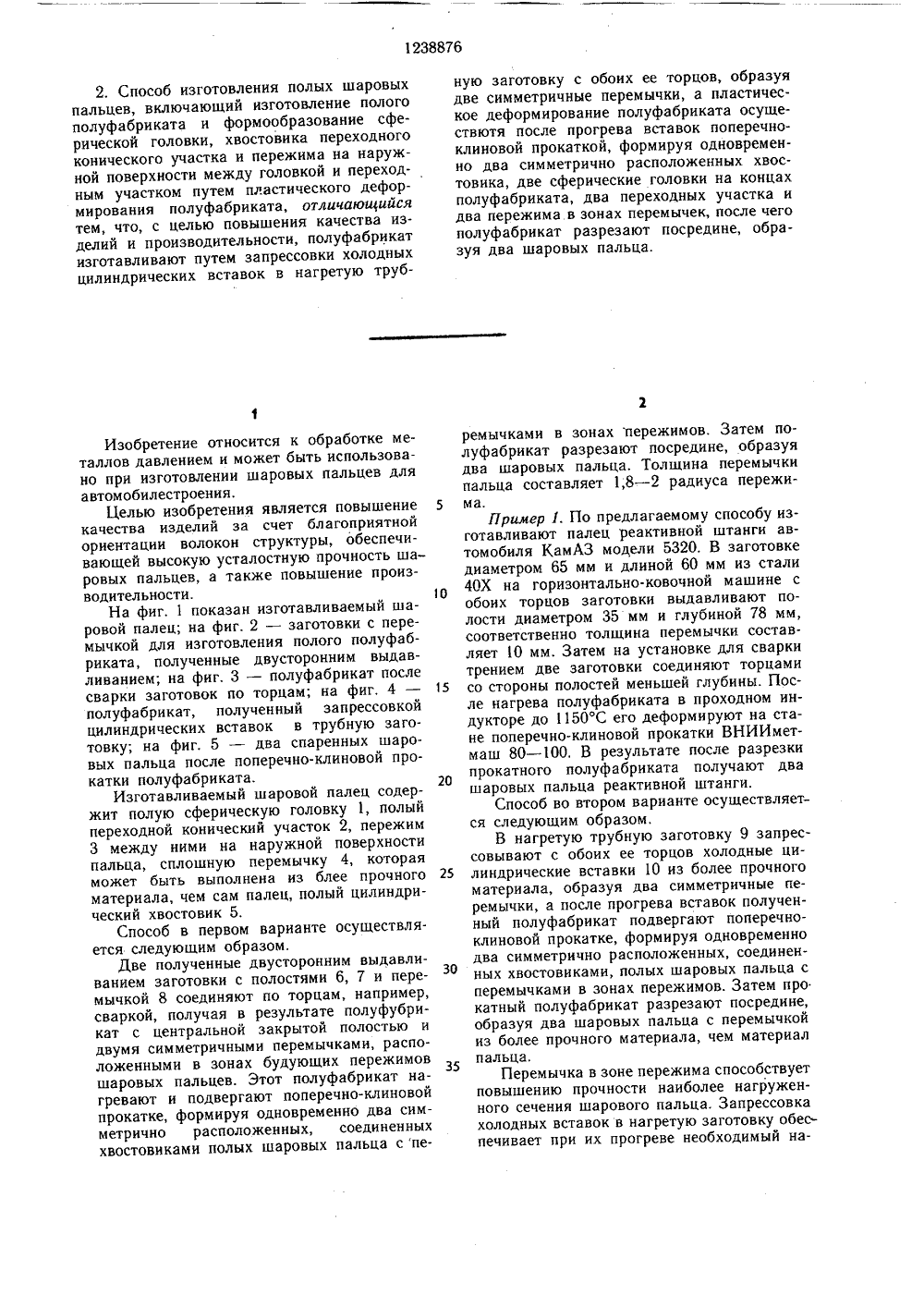
(56 4 ОЛИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ инститендийонтьев овка. Спраоцкого, М.,СР 78,ОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(54) СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЬ 1 Х ШАРОВЫХ ПАЛЬЦЕВ (ЕГО ВАРИАНТЫ) (57) 1, Способ изготовления полых шаровых пальцев, включающий изготовление полого полуфабриката и формообразование сферической головки, хвостовика, переходго участка и пережима на наности между головкой и пестком путем пластического я полуфабриката, отличаю, с целью повышения качества изводительности, полуфабриают из двух полученных двуавливанием одинаковых пос перемычками, соединяя их имущественно путем сварки астическое деформированиеосуществляют поперечноткой, формируя одновременрично расположенных хвосерические головки на концах , два переходных участка и в зонах перемычек, после чеат разрезают посредине, обовых пальца,ного коническо ружной поверх реходным уча деформировани щийся тем, что изделий и про кат изготавлив сторонним выд лых заготовок по торцам пре трением, а пл полуфабриката клиновой прока но два симмет товика, две сф полуфабриката два пережима го полуфабрик разуя два шар1238876 2. Способ изготовления полых шаровых пальцев, включающий изготовление полого полуфабриката и формообразование сферической головки, хвостовика переходного конического участка и пережима на наружной поверхности между головкой и переходным участком путем пластического деформ ирования полуфабриката, отличающийся тем, что, с целью повышения качества изделий и производительности, полуфабрикат изготавливают путем запрессовки холодных цилиндрических вставок в нагретую трубИзобретение относится к обработке металлов давлением и может быть использовано при изготовлении шаровых пальцев дляавтомобилестроения.Целью изобретения является повышениекачества изделий за счет благоприятнойориентации волокон структуры, обеспечивающей высокую усталостную прочность шаровых пальцев, а также повышение производительности,На фиг, 1 показан изготавливаемый шаровой палец; на фиг. 2 - заготовки с перемычкой для изготовления полого полуфабриката, полученные двусторонним выдавливанием; на фиг. 3 - полуфабрикат послесварки заготовок по торцам; на фиг. 4 -полуфабрикат, полученный запрессовкойцилиндрических вставок в трубную заготовку; на фиг. 5 - два спаренных шаровых пальца после поперечно-клиновой прокатки полуфабриката.Изготавливаемый шаровой палец содержит полую сферическую головку 1, полыйпереходной конический участок 2, пережим3 между ними на наружной поверхностипальца, сплошную перемычку 4, котораяможет быть выполнена из блее прочногоматериала, чем сам палец, полый цилиндрический хвостовик 5.Способ в первом варианте осуществляется следующим образом.Две полученные двусторонним выдавливанием заготовки с полостями 6, 7 и перемычкой 8 соединяют по торцам, например,сваркой, получая в результате полуфубрикат с центральной закрытой полостью идвумя симметричными перемычками, расположенными в зонах будующих пережимовшаровых пальцев. Этот полуфабрикат нагревают и подвергают поперечно-клиновойпрокатке, формируя одновременно два симметрично расположенных, соединенныххвостовиками полых шаровых пальца с пеную заготовку с обоих ее торцов, образуя две симметричные перемычки, а пластическое деформирование полуфабриката осуществютя после прогрева вставок поперечноклиновой прокаткой, формируя одновременно два симметрично расположенных хвостовика, две сферические головки на концах полуфабриката, два переходных участка и два пережима в зонах перемычек, после чего полуфабрикат разрезают посредине, образуя два шаровых пальца. ремычками в зонах пережимов. Затем полуфабрикат разрезают посредине, образуядва шаровых пальца. Толщина перемычкипальца составляет 1,8 - 2 радиуса пережима.Пример 1. По предлагаемому способу изготавливают палец реактивной штанги автомобиля КамАЗ модели 5320. В заготовкедиаметром 65 мм и длиной 60 мм из сталио40 Х на горизонтально-ковочной машине собоих торцов заготовки выдавливают полости диаметром 35 мм и глубиной 78 мм,соответственно толщина перемычки составляет 10 мм. Затем на установке для сваркитрением две заготовки соединяют торцами15 со стороны полостей меньшей глубины. После нагрева полуфабриката в проходном индукторе до 1150 С его деформируют на стане поперечно-клиновой прокатки ВНИИметмаш 80 - 100. В результате после разрезкипрокатного полуфабриката получают двашаровых пальца реактивной штанги.Способ во втором варианте осуществляется следующим образом,В нагретую трубную заготовку 9 запрессовывают с обоих ее торцов холодные ци 25 линдрические вставки 10 из более прочногоматериала, образуя два симметричные перемычки, а после прогрева вставок полученный полуфабрикат подвергают поперечноклиновой прокатке, формируя одновременнодва симметрично расположенных, соединенных хвостовиками, полых шаровых пальца сперемычками в зонах пережимов. Затем прокатный полуфабрикат разрезают посредине,образуя два шаровых пальца с перемычкойиз более прочного материала, чем материал35Перемычка в зоне пережима способствуетповышению прочности наиболее нагруженного сечения шарового пальца. Запрессовкахолодных вставок в нагретую заготовку обеспечивает при их прогреве необходимый на1238876 Фиг, 3 Фиг. 2 70 9 7 а фиг, Ф ь О. Корабел . Верес 5го комитета й и откры аушская на город, ул. ьниковКорректор Т. КолПодписноеСССРтийб., д. 4/5Проектная, 4 Составител ва Техред И Тираж 65 ИПИ Государственно по делам изобретени Москва, Ж - 35, Р ПП Патент, г, УжРедактор Г, Волк Заказ 3330/7 НИ 1303лиал тяг, гарантирующий при поперечно-клиновой прокатке диффузионное соединение материала и трубной заготовки.Пример 2. Шаровой палец реактивной штанги изготавливают из трубной заготовки диаметром 63,5 х 1,4 длиной 150 мм.После нагрева заготовки в индукторе до 1150 С со стороны обоих ее торцов запрессовывают холодные вставки из калибованной стали 40 ХН 2 МА толщиной 16 мм, диаметром 49,5 - 0,2 мм на глубину 78 мм. После прогрева вставок полуфабрикат подвергают поперечно-клиновой прокатке на стане ВНИИметмаш и разрезают посредине, получая два шаровых пальца,Детали, полученные по обоим вариантам, соответствуют второму классу точности. Усталостные испытания показывают, что шаровые пальцы, полученные предлагаемым способом, выдерживают при нагрузке 7 т в среднем 4,3 х 10 циклов против 2,4 - 2,6 циклов для пальцев с полостью в зоне перемычки, изготавливаемых по известному способу. Использование изобретения позволяет повысить качество шаровых пальцев за счет упрочнения опасного сечения и благоприятного расположения волокон структуры, формирующейся при поперечно-клиновой прокатке. Кроме того, значительно повышается производительность изготовления пальцев, поскольку все элементы двух шаровых пальцев формируются одновременно,
СмотретьЗаявка
3596413, 29.03.1983
КАМСКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ
ШИБАКОВ ВЛАДИМИР ГЕОРГИЕВИЧ, СЕМЕНДИЙ ВЛАДИМИР ИВАНОВИЧ, КРАСИЛЬНИКОВ ВЛАДИМИР ВАСИЛЬЕВИЧ, ЛЕОНТЬЕВА ЛЮБОВЬ АЛЕКСАНДРОВНА
МПК / Метки
МПК: B21K 1/74
Метки: варианты, его, пальцев, полых, шаровых
Опубликовано: 23.06.1986
Код ссылки
<a href="https://patents.su/3-1238876-sposob-izgotovleniya-polykh-sharovykh-palcev-ego-varianty.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления полых шаровых пальцев (его варианты)</a>
Способ разделения двуслойной заготовки поперечно-винтовой прокаткой

Номер патента: 1036413
Опубликовано: 23.08.1983
Авторы: Козерадский, Кравченко, Лунев, Потапов
МПК: B21B 19/02
Метки: двуслойной, заготовки, поперечно-винтовой, прокаткой, разделения
...завершающем этапе винтовой прокатки.Прокатку можно с допущениями рассматривать как процесс обжатия полой заготовки на жестком недеформируемом серДечнике, После начала деформаций и образования контактной поверхности между валками 1 и металлом наружного слоя - оболочки 2 образуют ся зоны 3 затрудненной деформации, которые вдавливаются в заготовку и расширяют боковые слои металла оболочки. Это возможно вследствие того, что величина зазора между направляющим инструментом ч превышает величину зазора между рабочими валками в 1,15- 1,20 раза (отношение этих величин определяется коэффициентом овалиэации). Кроме того, тугоплавкий стержень - внутренний слой 5 внедряется в наружную оболочку на равную с каждой стороны величину, тем самым увеличивая...
Гидравлический вытяжной пресс

Номер патента: 443789
Опубликовано: 25.09.1974
МПК: B30B 15/06
Метки: вытяжной, гидравлический, пресс
...корпусом цилиндра которого является полый поршень 4 рабочего цилиндра, а в полом 10 плунжере 6 плунжсрного цилиндра размещенмеханизм съема изделия с пуансона /, выполненный в виде поршневого цилиндра, на конце поршня 8 которого жестко закреплены толка- тель 9 со съемником 10.15 Б исходном положении корпус рабочего цилиндра 5, служащего одновременно ползуном пресса, поднят в крайнее верхнее положение.Поршень 8 цилиндра съема также находится в крайнем верхнем положении. В это время 2 п производится подача полуфабриката 11 вштамп. После подаш полуфабриката 11 в штамп дается команда на ускоренный ход корпуса 5 вниз, прн этом масло по каналу 12 поступает в полость А плунжерного цилиндра, 25 заставляя корпус 5 быстро перемещаться вниз.После...
Способ нарезания резьбы (его варианты)

Номер патента: 1016096
Опубликовано: 07.05.1983
Авторы: Богатырев, Бондарев, Зыков, Соркин, Юдин
МПК: B23G 1/00
Метки: варианты, его, нарезания, резьбы
...или больше, в зависимости от направления резьбы - соответственно левая или правая) от числа оборотов заготовки вокруг собственной оси на длине того же шага. При этом резцу, профиль которого не зависит от профиля нарезаемой резьбы, сообщают поступательное движение вдоль оси заготовки. При нарезании многозаходной резьбы число планетарных оборотов заготовки в минуту уве 5 1 О 15 20 25 30 35 40 45 50 55 личивают в соответствующее числу заходов раз.По второму варианту нарезаемую деталь вращают только вокруг собственной оси, а резцу сообщают возвратно-поступательное движение в направлении, перпендикулярном оси вращения заготовки с величиной хода, равной глубине профиля резьбы, при этом число двойных ходов резца на длине одного шага...
Способ изготовления шаровых пальцев
Номер патента: 1221811
Опубликовано: 20.01.1997
Авторы: Зиннатулин, Кужагильдин, Назмутдинов, Семендий, Шибаков
МПК: B21H 1/18
1. Способ изготовления шаровых пальцев, при котором выполняют парную цилиндрическую заготовку и прокатывают ее с разделением поперечно-клиновой прокаткой, отличающийся тем, что, с целью экономии металла путем изготовления полых шаровых пальцев, заготовку выполняют с цилиндрической полостью, диаметр которой равен наибольшему диаметру полости стержневой части пальца.2. Способ по п.1, отличающийся тем, что полость в заготовке выполняют двусторонней закрытой прошивкой.3. Способ по пп.1 и 2, отличающийся тем, что концевые части заготовки выполняют с наружным диаметром, равным диаметру сферической головки пальца.4. Способ по п.1, отличающийся тем, что заготовку выполняют трубчатой формы.
Способ изготовления шаровых пальцев

Номер патента: 764820
Опубликовано: 23.09.1980
Авторы: Головин, Гринштейн, Кириллов, Кошкин, Ракошиц, Трофимов, Шибаков
МПК: B21K 1/76
...стойкость инструмента.Конический участок "с" получают обжимом полого цилиндра, при котором вталичина гидростатического давления незначительна.На Ш этапе иэ оставшейся концевой части полого цилиндра "д" штампуют обжимом сферическую заготовку8 шарового пальца.Далее, если необходимо иметь поднутрение перехода между стержнем "с" и сферической головкой 6 , на Ю этапе этот переход профилируют путем обкатки с получением поднутрения Получение обкаткой поднутрения воз" можно благодаря тому, что зона перехода от стержня "с" к сферической головкевыполнена Полой, что исключает при обкатке образование растягивающих напряжений в центральной части заготовки.Предлагаемый способ изготовления шаровых пальцев был опробован в лабораторных условиях иа...
Предыдущий патент: Штамп для многопозиционной штамповки
Следующий патент: Способ изготовления деталей типа стаканов и устройство для его осуществления
Случайный патент: Устройство для контроля электрических цепей