Способ изготовления заготовок прокатных валков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки



Текст
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении рабочих и опорных валков прокатных станов.Известен способ изготовления заготовок прокатного валка посредством ковки одного слитка 11.Однако в связи с различными механическими свойствами головной и донной частей слитка, вызванными разным содержанием неметаллических включений и других дефектов, валки, изготовленные из таких заготовок, имеют несимметричный износ по длине бочек, а выполнение приводной части валка может быть осуществлено только с одной стороны слитка, а именно с его донной части.Наиболее близким к изобретению по технической сущности и достигаемому результату является способ изготовления заготовок прокатных валков, включающий способ изготовления заготовок прокатных валков, включающий соединение электрошлаковой сваркой нескольких слитков по их концевым частям в один крупногабаритный блок 12.Недостаток известного способа - произвольное расположение концевых частей слитков при их сварке в блок, что не позволяет учитывать характер износа составных частей валков, а именно их шеек, и рабочей поверхности бочек.Целью изобретения является повышение ресурса прокатных валков.Поставленная цель достигается тем, что согласно, способу изготовления заготовок прокатных валков, включающему соединение электрошлаковой сваркой нескольких слитков одинаковой износостойкости по их концевым частям в один блок, перед сваркой указанные слитки ориентируют один относительно другого одноименными концевыми частями донными и/или головными и между ними вводят дополнительный слиток большей износостойкости.На фиг, 1 представлена заготовка прокатного валка, состоящая из трех слитков, крайние из которых обращены друг к другу головными частями; на фиг. 2 - то же, с крайними слитками, обращенными друг к другу донными частями.Заготовка прокатного валка состоит из двух слитков 1 и 2, расположенных соосно и соединенных между собой дополнительным слитком 3 большей износостойкости, продольная ось которого расположена перпендикулярно оси первых двух слитков, в один крупногабаритны й блок.У валков, шейки которых передают крутящий момент, трефы 4, шейки 5 и переходной участок б от шейки к бочке валка расположены в донной части крайних слитков. У валков, работающих на изгиб, шейки 7 расположены в головной части крайних слитков.5 10 15 20 25 При предложенном расположении слитков, ось которых совпадает с продольной осью заготовки, можно обеспечить симметрию свойств относительно середины продольной оси заготовки,В зависимости от условий эксплуатации и конструкции валка наиболее опасными сечениями, в которых может произойти разрушение в процессе эксплуата ции, могут быть как середина бочки валка, так и место перехода от бочки к шейке, а также области трефа или приводных лопаток.Опорные валки работают в таких условиях, когда крутящий момент на их шейки от привода не передается, а воздействуют только изгибающие нагрузки, имеющие максимум в середине бочки. Поэтому вероятность поломок таких валков (особенно валков многовалковых станов, у которых отношение диаметра бочки к диаметру шейки близко к единице, и валков с коническими шейками) максимальна в центре бочки. В этом случае слитки целесообразно размещать внутрь донными частями. В валках, работающих в условиях высоких динамических нагрузок, когда на их шейки передается крутящий момент и они воспринимают кроме этого и нагрузки динамические, целесообразно крайние слитки обращать друг к другу головными частями. При этом в процессе выплавки промежуточного слитка,когда крайние слитки образуют две стенки30 кристаллизатора, их головные части переплавляются, металл очищается от примесей,улучшаются его свойства,Расположив крайние слитки один к другому головными частями, валок можно выполнить с приводом со стороны любого концаЗ 5 и в процессе эксплуатации можно менятьприводные концы валка местами. Это наиболее эффективно при эксплуатации валковслябингов, блюмингов, где наблюдаютсячастые поломки лопаток приводных концов40 валков, в связи с чем их преждевременносписывают,Бочка валков по длине в процессе эксплуатации изнашивается неравномерно. Так,например, у опорных валков, у рабочих валков станов холодной прокатки листа и тон 45 колистовых станов горячей прокатки максимальный износ приходится на серединубочки, уменьшаясь к его краям.Рабочие и опорные валки листопрокатных станов подлежат замене не в связи50 с уменьшением их диаметра, а из-за неравномерности износа. Увеличив межперева.лочный период работы валка путем уменьщения неравномерности износа его рабочейповерхности, можно повысить производительность прокатного стана за счет уменьше 55 ния его простоев при перевалках валков.Уменьшение неравномерности износаведет также к повышению качества проката,снижает неравномерность распределения1132992 Редактор И. Гратилло Техред И. Верес Корректор А. Обручар Заказ 9553/10 Тираж 5 й Подписное ВКИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж - 35, Раушская наб., д. 4/5 филиал ППП сПатент, г. Ужгород, ул. Проектная, 4нагрузок по длине бочки валка в области контакта опорный-рабочий валок и рабочий валок - прокатываемая заготовка, что повышает срок их службы, устраняет отколы рабочего слоя. Если середину бочки валка выполнить с большей износостойкостью, можно снизить неравномерность износа.Пример выполнения способа для изготовления заготовок листопрокатных валков.Заготовку выполняют из трех слитков. Шейки, трефы и крайние участки бочки валка изготовлены из слитков стали 50 ХН, причем эти слитки расположены друг к другу головными частями. Средни й листок изготовлен из стали 60 ХН и обладает повышенной износостойкостью по сравнению со сталью 50 ХН из-за увеличенного содержания углерода.Заготовку изготавливают путем последовательного соединения слитков в блок электрошлаковой сваркой с применением кусковых присадочных материалов (ЭШС КПМ). Процесс ЭШС КПМ выполняют неподвижно установленным друг против друга вдоль всей плошади сварочного зазора электролами, которые в процессе сварки плавятся, а в пространство между ними в зону шлаковой ванны подают КПМ в виде дроби.После сварки заготовку куют и производят механическую обработку.При эксплуатации валка в качестве приводных попеременно используют оба конца, что обеспечивает равномерную усталость концов валка и за счет этого в два, раза повышается его работоспособность. Пример выполнения заготовки комбинированного валка листопрокатного станаи слябинга.Материалы и расположение слитков ана 5логичны предыдушей конструкции валка,отличие заключается в том, что трефы выполнены равномочными: один соответствуетголовке шпинделя валка листопрокатногостана, второй - головке шпинделя слябинга.Соединения отдельных частей заготовки10 в моноблок производят так же, как и в первом примере,Сначала валок эксплуатируют на листопрокатном стане 4500. Начальный диаметрбочки валка 1250 мм, конечный - 1150 мм.После отработки кампании на листопрокатном стане комбинированный валок используют в качестве валка слябинга 1150.При этом для передачи крутящего моментаиспользуют второй треф. 20 Пример изготовления заготовки для опор.ного валка листопрокатного стана.Крайние слитки из стали 90 ХФ располагают донными частями друг к другу. Промежуточный слиток выполняют из стали 1 ОХЗф. Технология ЭШС приведена в первом примере. Повышенная и равномерная износостойкость бочки валка ведет к увеличению срока его службы и росту качества проката за счет З 0 снижения его разнотолшинности по ширине.Повы 1 рение срока службы валков позволяет снизить себестоимость проката.
СмотретьЗаявка
3481864, 05.08.1982
ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ "ЖДАНОВТЯЖМАШ", ЖДАНОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ЗАВОД ИМ. ИЛЬИЧА, ЖДАНОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
НЕФЕДОВ ПАВЕЛ СЕРГЕЕВИЧ, ЧЕПУРНОЙ АНАТОЛИЙ ДАНИЛОВИЧ, СЕМИКОЛЕНОВ ВЛАДИМИР ВАСИЛЬЕВИЧ, МАНОЙЛО НЕОНИЛА НИКОЛАЕВНА, НАГАЕВСКИЙ ВЯЧЕСЛАВ ИГОРЕВИЧ, АНДРЕЕВ ВЛАДИМИР ПРОХОРОВИЧ, ЦЫКУЛЕНКО АНАТОЛИЙ КОНСТАНТИНОВИЧ, ШЕВЧЕНКО НИКОЛАЙ ТРОФИМОВИЧ, БЕЗНОС ВИКТОР ИВАНОВИЧ, ДУБИНСКИЙ БОРИС ЕВГЕНЬЕВИЧ, ЛИХАЧЕВ МИХАИЛ ВАСИЛЬЕВИЧ, МЕБЕЛЬ БОРИС АБРАМОВИЧ, ГУЛАКОВ СЕРГЕЙ ВЛАДИМИРОВИЧ
МПК / Метки
МПК: B21B 27/02, B21J 1/04
Метки: валков, заготовок, прокатных
Опубликовано: 07.01.1985
Код ссылки
<a href="https://patents.su/3-1132992-sposob-izgotovleniya-zagotovok-prokatnykh-valkov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления заготовок прокатных валков</a>
Способ нагревания прибыльной части отливки или слитка

Номер патента: 112267
Опубликовано: 01.01.1958
Метки: нагревания, отливки, прибыльной, слитка, части
...смесь вследствие меньшей скорости горения не дает взрыва, вполне безопасна для употребления, а выделяемое при ее горении тепло лучше усваивается металлом, так как продолжительность ее горения увеличивается, потери же от луче- испускания в окружающее пространство уменьшаются, благодаря сниженшо температуры горения.Продукты реакции, образующиеся при сгорании экзотермической смеси, всплывают над металлом и создают пористый шлаковый покров на поверхности прибыли, причем уровень металла в прибыльной части отливки снижается за счет увеличе. ния ее сечения, происходящего вследствие сгорания втулки (из экзотер12267 Предмет изобретения Отв. редактор Л. П. СитниковСтандартгиз. Поди. к печ. 22/1 Ч 1958 г. Объем 0,125 п, л. Тираж 600....
Напольный манипулятор для передачи бандажных заготовок с пресса на прокатный стан

Номер патента: 180942
Опубликовано: 01.01.1966
МПК: B21B 39/20, B21J 13/10, B25J 5/00
Метки: бандажных, заготовок, манипулятор, напольный, передачи, пресса, прокатный, стан
...и передачи на стан.Описываемый напольный манипулятор отличается от известных тем, что в нем хобот выполнен поворотным на 180 С относительно горизонтальной оси, установленной на подвижной платформе, что позволяет совмещать операции передачи заготовок на стан и их каптовки.На фиг. 1 изображен описываемый манипулятор в плане; на фиг, 2 - разрез по А-А на фиг. 1; ца фиг. 3 - разрез по Б-Б ца фцг. 1. рота хооота манипулятора предусмотрены гидравлические меаццзмы.Обжатая и прошитая ца прессе заготовкаешьдется манипулятором со стола пресса, когда оц занимает крайнее (фиксированное) положение, Для этого платформа манипулятора с опущенным в сторону пресса хоботом цз исходного положения перемещается к столу пресса до упора, клещи сжимаются...
Система управления темпом выдачи заготовок из нагревательных печей прокатных агрегатов
Номер патента: 1156756
Опубликовано: 23.05.1985
Авторы: Спиваковский, Читашвили
МПК: B21B 37/00
Метки: агрегатов, выдачи, заготовок, нагревательных, печей, прокатных, темпом
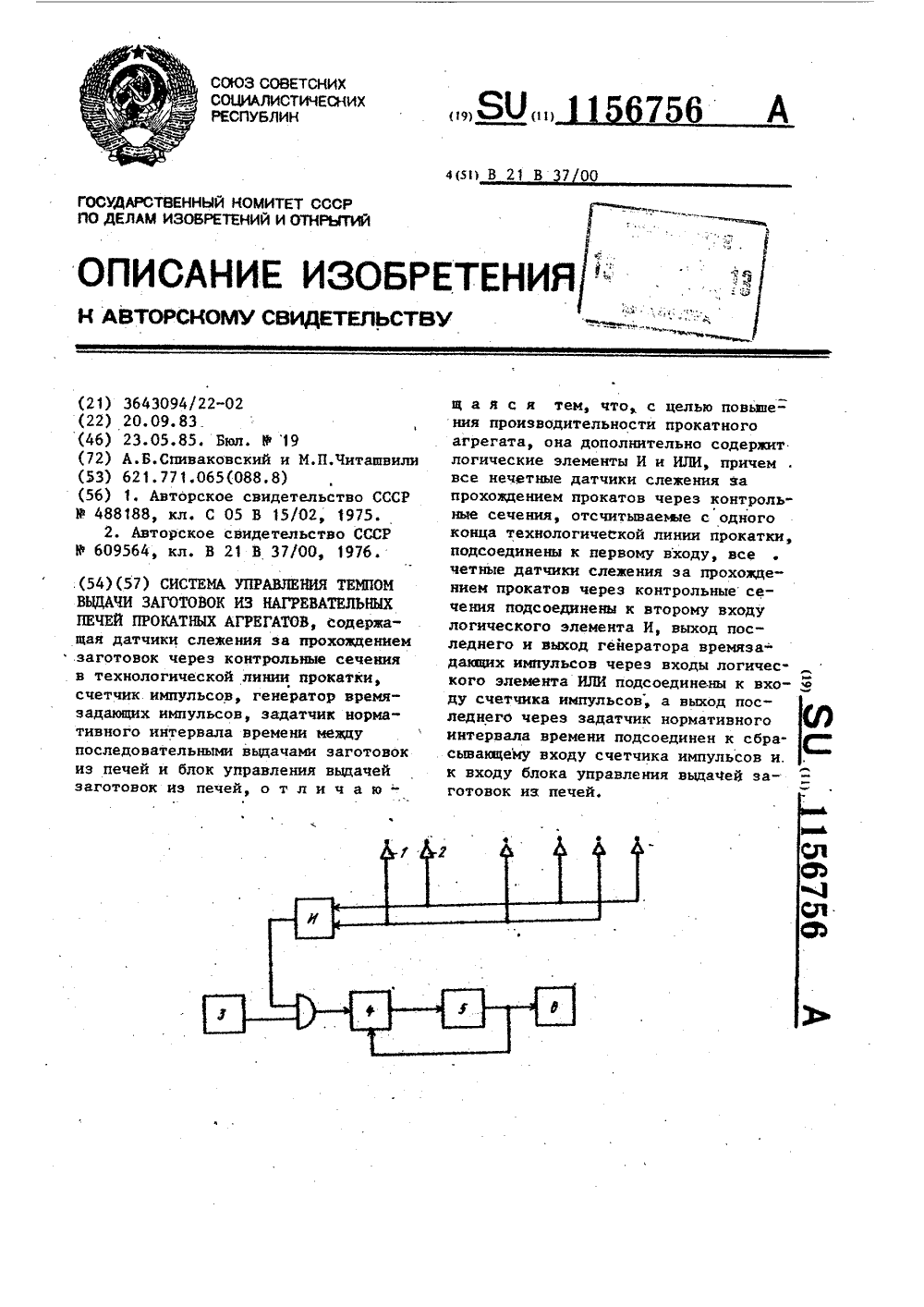
...заготовок из печей и блок управления выдачей заготовок из печей, дополнительно содержит логические элементы И и ИЛИ,причем все нечетные датчики слеженияза прохождением прокатов через контрольные сечения, отсчитываемые с одного конца технологической линиипрокатки, подсоединены к первому входу, все четные датчики слежения эапрохождением прокатов через контрольные сечения подсоединены к второмувходу логического элемента И, выходпоследнего и выход генератора времязадающих импульсов через входы логического элемента ИЛИ подсоединенык входу счетчика импульсов, а выходпоследнего через задатчик нормативного интервала времени подсоединенк сбрасывающему входу счетчика импульсов и к входу блока управлениявьдачей заготовок иэ печей,На чертеже...
Устройство вытягивания слитка машины непрерывного литья заготовок

Номер патента: 1158285
Опубликовано: 30.05.1985
Авторы: Анисович, Бевза, Жельнис, Кветинскас, Марукович, Маяускас, Негипов, Стрельцов
МПК: B22D 11/16
Метки: вытягивания, заготовок, литья, непрерывного, слитка
...вал электродвигателя 6 с валками 4 тянущей клети 5, тормозную муфту 8, соединенную с валками 4 тянущей клети 5, и затравку (слиток) 9.Блок 2 Формирования закона управле, 5 ния содержит генератор 10 переменной частоты, регулятор 11 скорости для электродвигателя 1, регулятор 12 скорости для электродвигателя 6 обратного хода, усилители 13 - 15 мощности для муфт: электромагнитной муфты 3, тормозной муфты 8 и.муфты 7 обратного хода соответственно, реле 16 - 18 времени, логическую схему 19 ИЛИ,15 генератор 20 постоянной частоты, пер" вый логический элемент 21, делитель 22 частоты, дешифратор 23, каналы 24 - 26 задания законов управления, второй логический элемент 27, переключатель 28 каналог, причем20 генератор 20 постоянной частоты,...
Устройство управления приводом вытягивания слитка машин непрерывного литья заготовок

Номер патента: 948533
Опубликовано: 07.08.1982
Авторы: Азаров, Анисович, Баранов, Бевза, Вдовенко, Добровольскис, Жельнис, Марукович, Негипов, Чубук
МПК: B22D 11/16
Метки: вытягивания, заготовок, литья, машин, непрерывного, приводом, слитка
...устройства соединены с соответствуяядими выходами пульта управления, выходы источника питания соединенысоответствующими входами дополни948533 Формула изобретения 6069дписн тент", ,Проектная,4 тельно введенных в устройство элемейтов,На чертеже приведена блок-схема предложенного устройства.Устройство содержит электродвигатель 1,пульт 2 управления,источник 3 питания, генератор 4 электрических колебаний треуголь ной Формы,пороговое устройство 5, усилитель 6 мощности и электромагнитную муфту 7,соединяющую вал электродвигателя с валками тянущей клети 8,причем выход генеРатора 4 колебаний через пороговое 30 устройство 5 и усилитель 6 мощности соединен с управляющим входом муфты. 7, управляющие входы генератора 4 колебаний и устройство 5...
Предыдущий патент: Устройство для очистки изделий в виде тел вращения
Следующий патент: Устройство слежения за положением движущейся ферромагнитной полосы
Случайный патент: Устройство для контроля и сигнализации состояния электрооборудования