Экструзионная установка
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1039729
Авторы: Колтунова, Константинов, Сенчило, Яковлев



Текст
(19) Я 9 Р 3(01; В 29 Р 3/О Ы 5СУДАРСТВЕННЫЙ КОМИТЕТ СССРО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ чг ИЕ ИЗОБРЕТЕНУ СВИДЕТЕЛЬСТВУ ИС Н АВТОРС торское вательс.- трукций для ие для и тех- ИНИТИ(21) 3437148/23-05 (22) 05.02.82 (46) 07.09.83. Бюл.33 (72) И.Н. Яковлев, В.Н. Колтунова 1 О.Я, Сенчило и А.А. Константинов (71)Экспериментально-конструк бюро Центрального научно-исследо кого института строительных конс им. В,А. Кучеренко (53) 678,057.3 (088.8) (56) 1. Шенкель Г. Шнековые пре пластмасс. Л., ГХИ, 1962, с. 722. Завгородний В.К. Оборудова переработки полимеров. Итоги наук ники. Сер. Машиностроение, М., В 1971 с 103 ( р )(54) (57) ЭКСТРУЗИОННАЯ УСТАНОВКА, содержащая станину, размещенный на ней корпус со шнековым узлом, привод вращения шнекового узла и формующее устройство, выполненное в виде накопительной камеры с выпускным отверстием, установленной на выходном конце корпуса концентрично ему, отличающаяся тем, что, с целью снижения энергозатрат при изготовлении длинномерных крупногабаритных изделий из реактопластов, формующее устройство снабжено приводом для перемещения его относительно продольной оси корпуса.Изобретение относится к оборудованию для производства крупногабаритных строительных изделий, предназначено для непрерывного горизонтального формования панелей и изделий из полимерных высоко наполненных композиционных масс, и может быть использовано в машиностроении, в промышленности стройматериалов.Известна экструзионная установка, содержащая станину с установленным на ней корпусом со шнеками, формующее устройство, привод вращения шнеков и механизм поступательного перемещения шнеков 11 .В известной установке материал выдавливается через мундштук формующего устройства поступательным движением шнека, и при этом создается не столь высокое давление, несмотря на то, что мундштук имеет небольшое сечение относительно диаметра шнека, а при переходе материала из мундштука с небольшим сечением в экструзионную головку (для непрерывного формования) со значительно большим сечением давление падает, т.е. при этом не происходит требуемой подпрессовки материала по всему сечению изготавливаемого профиля, а, следовательно, не происходит и полного заполнения сложного профиля изготавли- ваемого изделия по всему сечению, Кроме того, в формующей экструзионной головке с расширяющимся выходным отверстием для сложных сечений по ширине, во много раз превышающих диаметр мундштука, выравнивание скоростей выхода материала из мундштука осуществить невозможно, т.е. такой метод прессования не обеспечивает высокого давления прессования по всему профилю, а следовательно не обеспечивает необходимого качества изделий и их прочностных характеристик.Наиболее близким по технической сущности и достигаемому результату к изобретению является экструзионная установка, содержащая станину, размещенный на ней корпус со шнековым узлом, привод вращения шнекового узла и формующее устройство, выполненное в виде накопительной камеры с выпускным отверстием, установленной на выходном конце корпуса концентрично ему 123.В указанной установке обеспечивается переработка реактопластов с требуемой подпрессовкой материала по всему сечению за счет набора дозы в накопительной камере с последующим выдавливанием материала путем перемещения корпуса со шнековым узлом относительно неподвижного формующего устройства под действием поршневого привода. Недостаток установки состоит в том, что при перемещении корпуса и шнекового узла возникают большие усилия, передающиеся на станину, и также требуются.большие энергозатраты, которые особенно значитель 5 10 15 20 25 30 35 40 45 . 50 55 ны при использовании шнеков большой длины (3-10 м) и при изготовлении длинномерных крупногабаритных в поперечном сечении изделий из реактопластов.Цель изобретения - снижение энергозатрат при изготовлении длинномерных крупногабаритных изделий из реактопластов.Указанная цель достигается тем, чтов экструзионной установке, содержащейстанину, размещенный на ней корпус сошнековым узлом, привод вращения шнекового узла и формуюшее устройство, выполненное в виде накопительной камеры свыпускным отверстием, установленной навыходном конце корпуса концентрично ему,формующее устройство снабжено приводом для перемещения его относительно продольной оси корпуса,На фиг. 1 показана экструзионная установка, продольный разрез; на фиг. 2разрез А-А на фиг. 1.Экструзионная установка содержит станицу 1, привод 2 вращения шнекового узла,выполненного в виде шнеков 3, который обеспечивает как одновременное вращение двухшнеков, так и их раздельное вращение, причем шнеки 3 размещены в корпусе 4. Навыходном конце корпуса 4 неподвижно закреплены направляющие гильзы 5, на которых смонтировано с возможностью перемещения относительно продольной оси корпуса 4 формующее устройство, выполненноев виде размещенной концентрично корпусу4 накопительной камеры 6 и сменного мундштука 7 с выпускным отверстием. Приводперемещения форм ующего устройства выполнен ввиде двух гидроцилиндров 8. Длянагрева изделия и материала предназначены нагреватели 9, а для загрузки материала в корпус 4 - бункер 10.Экструзионная установка работает следующим образом.Материал поступает из бункера 1 О навращающиеся шнеки 3, расположенныев обогреваемом корпусе 4, пластицируется и нагнетается в накопительную камеру6 формующего устройства. После его заполнения материалом формующее устройство перемещается при помощи гидроцилиндров 8 вправо, подпрессовывая материали формуя изделие сложной конфигурации.Одновременно в мундштуке 7 происходитнагрев готового изделия нагревателями 9.Когда накопительная камера 6 формующего устройства достигает своего крайнегоправого положения, гидроцилиндры 8 возвращаются в исходное положение, а накопительная камера 6 формующего устройства перемещается в крайнее левое положение под действием материала, после чегоцикл повторяется.Данное изобретение позволяет изготавливать крупногабаритные изделия сложной конфигурации из реактопластов, уменьшить передачу усилий подпрессовки на ста1039729 А-А Составитель Л. КольцоваРедактор М. Товтин Техред И. Верес Корректор Ю.МакаренкоЗаказ 6563/ 4 Тираж 647 ПодписноеВНИИПИ Государственного комитета СССРпо делам изобретений и открытий113035, Москва, Ж - 35, Раушская наб., д. 4/5, Филиал ППП Патент, г. Ужгород, ул, Проектная, 4 нину за счет обеспечения силового замыкания в процессе подпрессовки, позволяет снизить энергозатраты и повысить качество изделий и производительность за счет перемещения формующего устройства при неподвижности корпуса и шнеков. Непрерывное горизонтальное формование изделий из реактопластов на экструзионной установке с поршневой подпрессовкой при производстве стеновых панелей огражде 5 ния дает экономический эффект 500 тыс. руб в год на одной установке.
СмотретьЗаявка
3437148, 05.02.1982
ЭКСПЕРИМЕНТАЛЬНО-КОНСТРУКТОРСКОЕ БЮРО ЦЕНТРАЛЬНОГО НАУЧНО ИССЛЕДОВАТЕЛЬСКОГО ИНСТИТУТА СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ ИМ. В. А. КУЧЕРЕНКО
ЯКОВЛЕВ ИВАН НИКОЛАЕВИЧ, КОЛТУНОВА ВАЛЕНТИНА НИКИТИЧНА, СЕНЧИЛО ЮРИЙ ЯКОВЛЕВИЧ, КОНСТАНТИНОВ АЛЕКСЕЙ АЛЕКСЕЕВИЧ
МПК / Метки
МПК: B29F 3/01
Метки: экструзионная
Опубликовано: 07.09.1983
Код ссылки
<a href="https://patents.su/3-1039729-ehkstruzionnaya-ustanovka.html" target="_blank" rel="follow" title="База патентов СССР">Экструзионная установка</a>
Устройство для перемещения пресс-форм

Номер патента: 1247298
Опубликовано: 30.07.1986
Автор: Хомсков
МПК: B29C 35/00, B29C 43/34
Метки: перемещения, пресс-форм
...ивертикального ребра ж . Упор 3,смонтированный на хвостовой частисцепки при помощи винта 4, передаетусилие выдвижения пресс-Формы, прилагаемое к поверхности и сцепки, назахват. Сцепка из крайнего левогоположения возвращается в крайнее,правое положение пружиной 5, эакреп, ленной одним концом за винт 4, ввернутый в хйостовую часть сцепки, идругим концом - за винт 6, ввернутый в правую часть горизонтальнойполки корпуса. Величина хода к сцепки 40выполнена равной ширинезева устройства, образованного торцевыми поверхностями я сцепки,м ребра и ж захвата.Захват работает следующим образом. 45При нажатии на,кнопку ".Выдвижение".перезарядчика две пары замкнутых втулочно-роликовых цепей 7 перезарядчика (не показан) при помощи звездочек 8,...
Устройство для механического перемещения и разъема пресс форм

Номер патента: 137670
Опубликовано: 01.01.1961
Авторы: Зархин, Шнейдерман
МПК: B29C 33/24, B29C 35/04
Метки: механического, перемещения, пресс, разъема, форм
...1 поршня вертикального пневмоцилиндра 2 на конце имеет многозаходнчю резьб и является крчпноходовым винтом, взаимодействчюшим с гайкой-п 1 естепней 8 Увелш 1 ей), Пои постпательном движении штока 1 гайка-шестерня 3, сцепленная с парной ей конической шестерней 4, приводит во вращение горизонтальный вал 5, пасположенный параллельно плите вллканизационного пресса, Кассета 6, перемещающаяся по направляющей 7, взаимосвязана со складной рейкои 8 в виде царнирно соединенных межд. собою элементов, взаимодейств.ющих с насаженным на валу 5 зтбчатьм колесом 9. При разъеме пресс-формы рейка 8, связанная с кассетой 6, проходя через ролики 10, опускается, а другая, аналогичная верхняя рейка поднимается по наклонномх неподвижномх лекал УУ....
Устройство для прокатки заготовок, имеющих форму тел вращения
Номер патента: 468683
Опубликовано: 20.03.2000
Автор: Абдульманов
МПК: B21H 1/22
Метки: вращения, заготовок, имеющих, прокатки, тел, форму
Устройство для прокатки заготовок, имеющих форму тел вращения, содержащее прокатные валки с криволинейной образующей, установленные наклонно к оси заготовки в опорах, размещенных в станине, отличающееся тем, что, с целью увеличения жесткости устройства, оно снабжено вращающейся обоймой с размещенными в ее направляющих с возможностью перемещения вдоль оси заготовки промежуточными опорами, контактирующими с прокатными валками, а также укрепленным на станине торцовым кулаком, взаимодействующим с промежуточными опорами и задающим закон их перемещения, при этом ось вращения обоймы совмещена с осью заготовки.
Устройство для сборки горизонтальных безопочных форм

Номер патента: 961844
Опубликовано: 30.09.1982
МПК: B22C 11/10
Метки: безопочных, горизонтальных, сборки, форм
...на опорах 8 и 9 под приспособлением 1 и связанные с ними приводы 10 и 11 подъема и опускания, и переталкивателн 12 и 13,установленные горизонтально во взаимно перпендикулярных направлениях приемных столов 6 н 7 в их. нижнем положении. К приемному столу 7 примыкает заливоч-. ный конвейер 14.Устройство работает следующимобразом.В момент остановки приспособле"ния 1 незагруженный приемный стол бподнят с зазором под удерживаемуюв приспособлении 1 нижнюю полуформу 2, а приемный стол 7 с уже на-.ходящейся на нем нижней полуформой2 поднят с зазором под удерживаемуюв приспособлении 1 верхнюю полуформу 3. Выталкиватели 4 и 5 срабаты- Овают одновременно и при этом нижняяполуформа 2 опускается на приемныйстол б, а верхняя полуформа 3 - нанижнюю...
Установка для изготовления, сборки и перемещения безопочных форм, собранных в непрерывную горизонтальную стопку
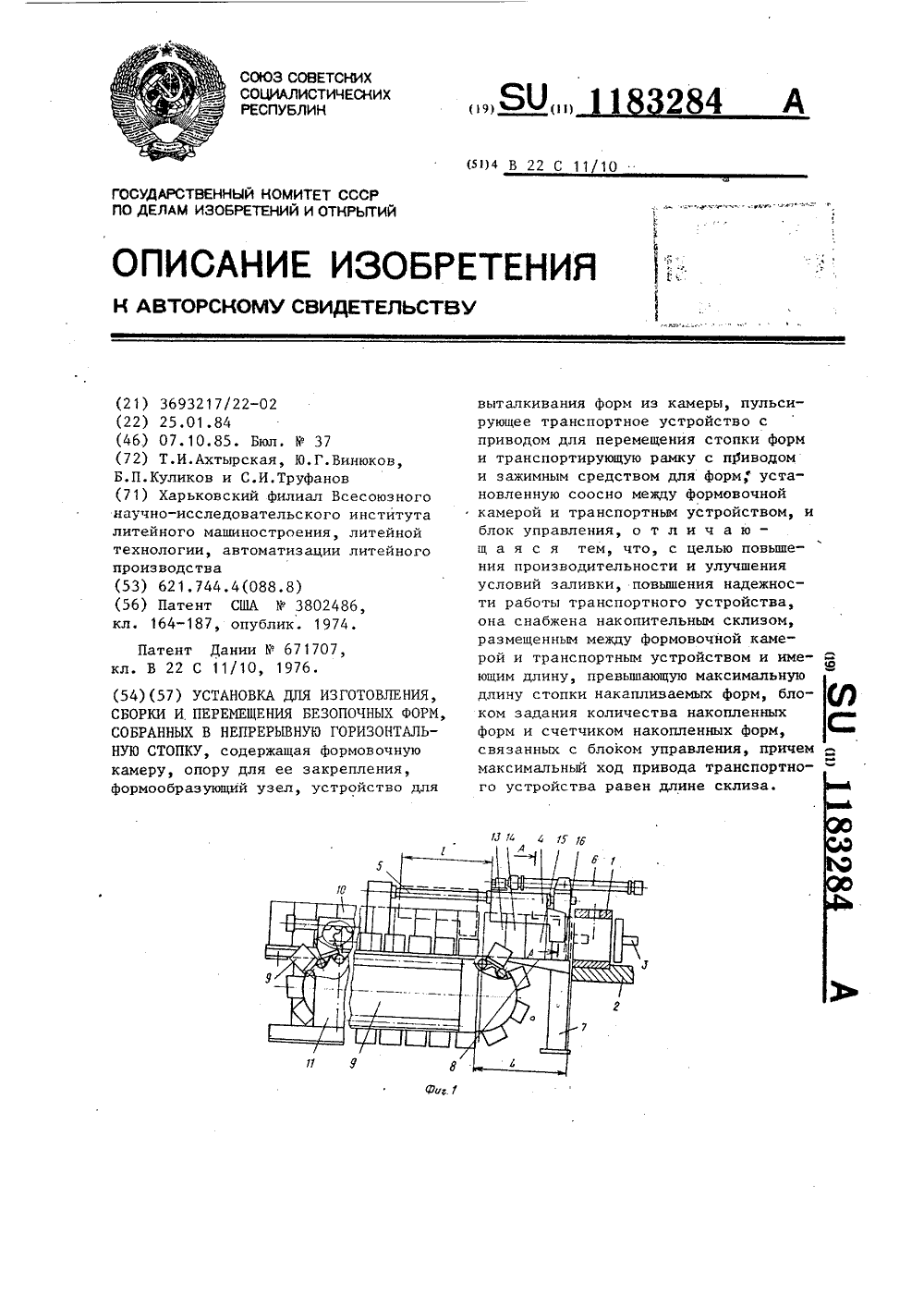
Номер патента: 1183284
Опубликовано: 07.10.1985
Авторы: Ахтырская, Винюков, Куликов, Труфанов
МПК: B22C 11/10
Метки: безопочных, горизонтальную, непрерывную, перемещения, сборки, собранных, стопку, форм
...23 и 24, датчики переднего положения рамки 25 и давления 26, счетчик 27 и блок 28 задания количества накапливаемых форм. Блок 28 задания (фиг.4),Фнапример, включает переключатели 29 и 30, делители 31 и 32 напряжения, по 50 вторители 33 и 34 сигнала. Установка для изготовления сборки и перемещения безопочных форм, соб" раиных в непрерывную горизонтальную стопку, работает следующим образом., В исходном положении приводы выгалкивателя 3, привод 6 транспорти 84 грующей рамки 4 и привод 11 транспортного устройства 9 находятся со стороны формовочного блока, счетчик 27 сброшен в "0", приводы 23 и 24 отключены. Переключатели 29 и 30 задают число накапливаемых Форм. При работе формовочного блока выталкиватель 3 в каждом цикле блока выталкивает...
Предыдущий патент: Пресс-форма для изготовления полимерных изделий с резьбой
Следующий патент: Устройство для вакуумавтоклавного формования
Случайный патент: Способ лечения разрывов шейки матки у родильниц