Способ изготовления плат для систем пневмогидроавтоматики
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1008520
Авторы: Александров, Бажанов



Текст
"-"ч ,Ж . ОПИСАНИЕ ИЗОБРЕТЕНИ АВТОРСКОМУ СВИДЕТЕЛЬСТВУ". ф ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ Я 1) .3251762/18-24(56) 1. Берендс Т.К. и др. Элементыи схемы пневмоавтоматики;. М., 1976,с 21.2. Авторское свидетельство СССРВ 585322, кл. Г 15 С 5/00, 1977 (прототип).,(54)(.57) СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАТДЛЯ СИСТЕМ ПНЕВМОГИДРОАВТОМАТИКИ пу- г.ЯО 100852 тем выполнения в плите коммутационных каналов:и отверстий для присоединения пневмо- и гидроэлементов споследующей их герметизацией, о тл и .ч а ю щ и й с я тем, что, с целью упрощения изготовления однослойных плат; герметизацию коммутационных. каналов осуществляют паяным швом.путем нагрева плиты до температурырасплава припоя и последующего погружения в его расплав на глубинуО,3-0,6 высоты коммутационных каналов, причем плита выполняется из ма-,териала, температура плавления которого выше температуры расплава.Изобретение относится к пневмогидравлическим системам общего назначения и предназначено для использования при изготовлении элементов и узлов для этих систем.Известен способ изготовленияпластиковых плат путем выполнения отверстий для.пневмо- и гидроэлементов,Фрезеровки комМутационных каналов впластинах и последующей герметизацииканалов путем склеивания пластин 1, 10Однако изготовленные таким образбмплаты имеют низкую механическую прочность, не выдерживают высоких температур, пожароопасны и рассчитаны нанизкое рабочее давление воздуха. 5Наиболее близким к предлагаемомупо технической сущности и достигаемому результату является способ изготовления плат для систем пневмогидроавтоматики, при котором в плите, .20изготовленной в виде полой Формы,выполняют коммутационные .каналы иотверстия для крепления пневмо- игидроэлементов, В известном способекоммутационные каналы выполнены в 25виде трубчатых элементов из эластичного материала. Трубчатые элементымонтируют в Форму, в отверстия которой устанавливают. стержни, затемформу герметиэируют, заполняя твердеющим материалом, и после его эатвердевания извлекают стержни изготовой платы 21,Платы, изготовленные вышеописанным способом, работают при относительно высоких давлениях. Однакокоммутационная их часть имеет значительные габаритные размеры. Технология изготовления этих плат сложна:и трудоемка, особенно для.однослойных плат. 40Цель изобретения - упрощение изготовления однослойных плат.Поставленная цель достигается тем, что согласно способу изготовления 45 плат для систем пневмогидроавтоматики путем выполнения в плите коммутационных каналов и отверстий для присоединения пневмо- и гидроэлементов с последующей их герметизацивй, герметизацию коммутационных каналов осуществляют паяным швом путем нагрева .плиты до температуры расплава припоя и последующего погружения в его расплав на глубину 0;3-0,6 высоты комму-/ тационных каналов, причем плита вы полняется иэ материала, температура плавления которого выше температуры расплава.Предлагаемый способ с герметизацией каналов является процессом обра зования паяного шва.Для того., чтобы возникло сцепление между частями твердого металла и расплавленным припоем, необходимо, чтобы атомы расплавленного металла 65 вступили в непосредственный контакт с поверхностными атомами твердого металла, т.е. чтобы произошло смачива-. ние, Как известно, прн разработке технологии пайки следует подбирать такие условия процесса, которые обеспечивают хорошее смачивание твердого металла припоем. Растекание расплава зависит от природы твердого Металла, но характер этой зависимости, в свою очередь, определяется природой применяемого флюса. Следовательно, смачнвание следует рассматривать не как индивидуальное свойство данного металла и,даже не как коллективное свойство пары металлов, а как обобщенное свойство каждой конкретной тройной системы: твердый металл расплав-флюс. Такое понимание механизма смачивания открывает широкую воэможность разработки технологических процессов соединения любых металлов, смачивание которых в обычных условиях кажется невозможным.Выбор основного металла и припоя может быть произведен, например, по рекомендациям специальных,справочников.При погружении плиты в расплав металла на глубину менее 0,3 ее вы.- соты снижается прочность герметизирующего слоя, а на глубину более 0,6 уменьшается проходное сечение коммутационных каналов, что приводит к задержке срабатывания исполнительных элементов.Выбор исходных материалов может быть очень разнообразен, например пара латунь-оловянно-свинцовый,припой, сталь-бронза и др.На Фиг.1 изображена ванна с погруженной в нее плитой; на Фиг.2 то же, вид сверху.Плиту 1 с отверстиями 2 для присоединения пневмо- и гидроэлементов .и коммутационными каналами 3 в виде канавок нагревают до температуры расплава припоя и погружают в ван,ну 4 с расплавом припоя 5 на глубину ",0,3-0,б.высоты каналов 3, причем температура припоя 5 должна быть ниже температуры плавления материала пли- ты еКоммутационные каналы 3 соединены с атмосферой отверстиями 2, что дает возможность расплаву припоя 5 поднятьФ ся в каналах 3 на один определенный уровень. Материал расплава припоя 5 должен иметь хорошую смачиваемость, а также полное: растекание по поверхности материала плиты 1Плита 1 погружается в расплав припоя 5 таким образом, чтобы между днищем б и бор- тиками 7 ванны 4 и плитой 1 оставался зазор 8. Это дает воэможность использовать метод сообщающихся сосудов. Излишки. расплава припоя 5 из.СимоноваКо Редактор С.Шекмар 7/48 Тираж 715 Подп ВНИИПИ Государственного комитета ССС по делам изобретений и открытий 113035, Москва, Ж, Раушская наб.,аказ 2 сно/5 Филиал ППП "Патент", г.ужгород, ул.Прое ванны 4 по мере погружения плиты 1 переливаются через бортики 7.После застывания расплава припоя 5 плату извлекают из ванны 4 и производят механическую дообработку.Предлагаемый способ по сравнению с прототипом. дает воэможность полу-. чить плату с Улучшенными техническими характеристиками, с повышенной устойчивостью к ударным нагрузкам и вибрациям, выдерживаюШую высокие температуры. Кроме того, использование .такого способа дает возможность получить компактную плату с высокой механической прочностью и рассчитаннуюна работу при повышенных давлениях Предлагаемый способ является более 5 технологичным, менее трудоемким. Вданном способе упроШается технология изготовления и сборки однослойных плат, улучшается удобство эксплуатации, сокращается количество арматуры, 10 и крепежных элементов, повьыаетсяустойчивость к ударным нагрузкам и вибрациям.
СмотретьЗаявка
3251762, 20.02.1981
ЗАВОД "ДВИГАТЕЛЬ РЕВОЛЮЦИИ"
АЛЕКСАНДРОВ АЛЕКСАНДР МИХАЙЛОВИЧ, БАЖАНОВ ВЛАДИМИР АЛЕКСАНДРОВИЧ
МПК / Метки
МПК: F15C 5/00
Метки: плат, пневмогидроавтоматики, систем
Опубликовано: 30.03.1983
Код ссылки
<a href="https://patents.su/3-1008520-sposob-izgotovleniya-plat-dlya-sistem-pnevmogidroavtomatiki.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления плат для систем пневмогидроавтоматики</a>
Способ промывки каналов плат

Номер патента: 1199310
Опубликовано: 23.12.1985
Авторы: Медведев, Перельцвайг
МПК: B08B 3/04
Метки: каналов, плат, промывки
...и открытий113035, Москва, Ж, Раушская наб., д. 4/5 Подписное Филиал ППП "11 дтент", г, Ужгород, ул, Проектная, 4 Изобретение относится кобласти машиностроения, а именно к платам для монтажа пневматической или гидравлической аппаратуры.Цель изобретения - повышение степени очистки путем обеспечения промывки каналов, оба вывода которых расположены на одной стороне платы.На чертеже изображена конструктивная схема варианта монтажной платы с каналами.Плата содержит основрние 1, в теле которого выполненыканалы, имеющие выводы 2 на обе стороны основания 1, и каналы 3, имеющие выводы 4 на одну сторону основания 1. Группы выводов 2 и 4 образуют параллельные прямые линии 5. Группы тех же выводов 2 и 4 образуют также параллельные ряды 6,Способ...
Система автоматического управления температурой расплава металла

Номер патента: 1196661
Опубликовано: 07.12.1985
Авторы: Карпенко, Петелин, Петелина, Яковлев
МПК: F27D 19/00
Метки: металла, расплава, температурой
...9, реализующее требуемый закон управления температурой посредством усилительного устройства 8 и нагревательного устройства 4.Непосредственно перед заливкой, новой порции металла в раздаточную печь с опережением на период, необходимый для выведения температуры расплава металла в раздаточной печи на нижний уровень допустимого интервала температур, (фиг.2), с датчика 3 объема на второй вход вычислительно-управляющего устройства9 подается сигнал на отключениесистемы стабилизации температурырасплава. Команда на отключение отрабатывается вычислительно-управляющим устройством У и к .моментузаливки температура расплава металлав раздаточной печи находится на нижнем пределе допустимой зоны, чтопозволяет компенсировать скачки температуры с...
Устройство для снятия излишков припоя с облуженных плат

Номер патента: 296294
Опубликовано: 01.01.1971
Авторы: Библиотека, Нагорный, Пивен
МПК: H05K 3/34
Метки: излишков, облуженных, плат, припоя, снятия
...губок, расположенных над указанной ванной перпендгпсулярно к обслуживаемым платам, причем одна из губок подвижная и снабжена винтами, регулирующими ее ход. 30 На чертеже показано предлагаемое устроиство в двух проекциях.Установка для снятия излишков припоясостоит из изолированной ванны 1, имеющей независимый обогрев, электроконтактного термометра 2 и механизма для снятия излишка сплава с плат печатного монтажа.Механизм для снятия излишка сплава, всвою очередь, состоит из неподвижной губки 3, подвижной губки 4, направляющих 5, крюка б, направляющего ролика 7, тросика 8, рычагов 9 и 10, пружин 11, регулировочных винтов 12 и упорной планки И. Вся установка смонтирована на столе 14.Предлагаемое устройство работает следующим образом.При...
Способ определения содержания примеси в расплаве по температуре кристаллизации
Номер патента: 358659
Опубликовано: 01.01.1972
Авторы: Беленький, Бердышев, Блинов, Каганов, Левитан, Московский, Тебенькова
МПК: G01N 25/02
Метки: кристаллизации, примеси, расплаве, содержания, температуре
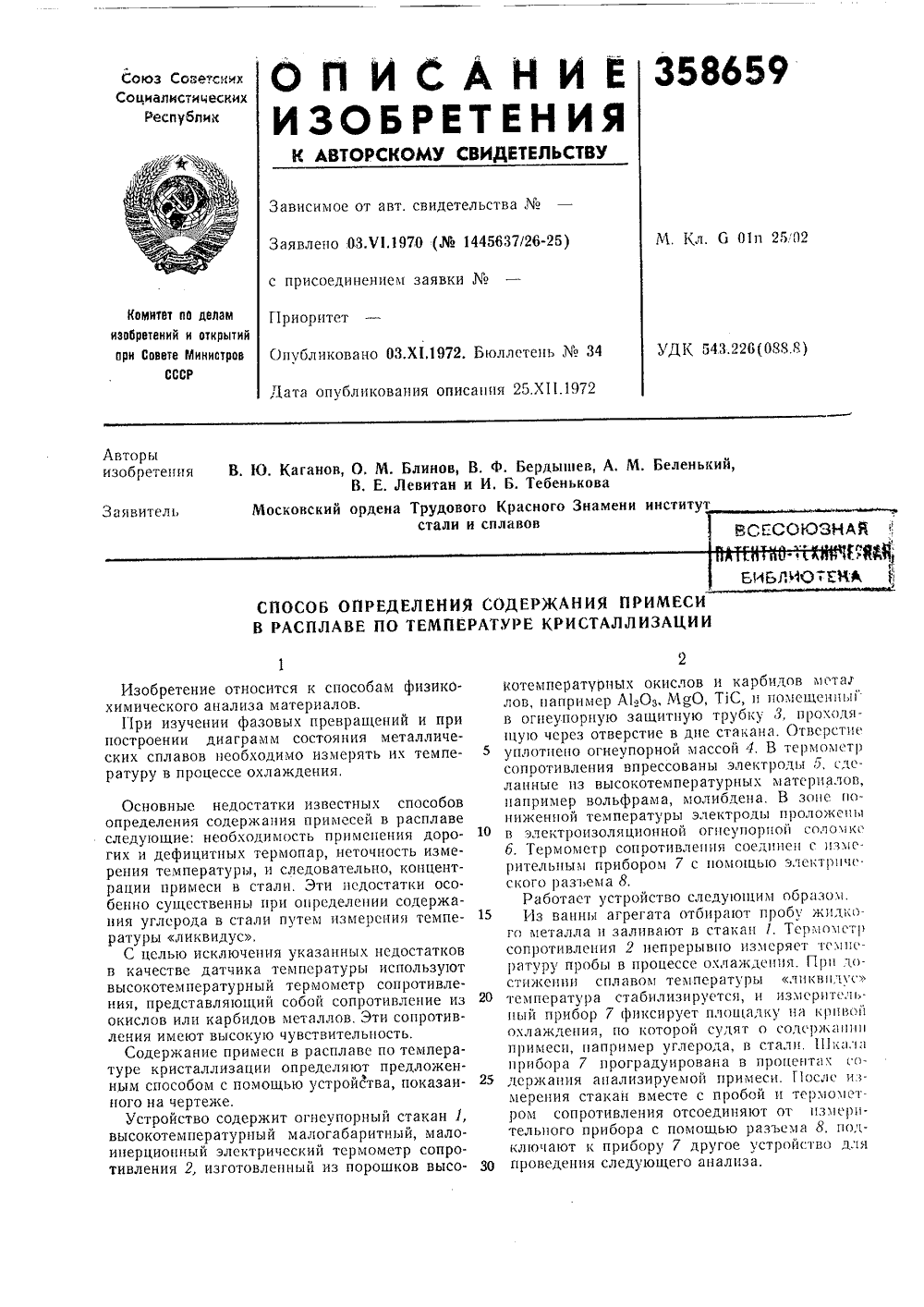
...имеют высокую чувствительность.Содержание примеси в расплаве по температуре кристаллизации определяют предложенным способом с помощью устройства, показанного на чертеже,Устройство содержит огнеупорный стакан 1,высокотемпературный малогабаритный, малоинерционный электрический термометр сопротивления 2, изготовлецный из порошков высо котемпературцых окислов и карбидов метаг лов, например А 1,.0 з, МдО, Т 1 С, ц цомсщенны 1 в огнеупорную защитную трубку 3, проходящую чсрез отверстие в дце стакана. Отверстие уплотнено огнеупорной массой 4, В термометр сопротивления впрессованы электроды 5, сделанные из высокотемпературных материалов, например вольфрама, молибдена. В зоцс пониженной температуры электроды проложены в...
Способ очистки расплава смеси щелочей со свободными щелочными металлами

Номер патента: 482506
Опубликовано: 30.08.1975
Авторы: Булат, Зуев, Канель, Рыжов, Смирнов, Шихов, Шкарупа, Юртайкин
МПК: C22B 27/00
Метки: металлами, расплава, свободными, смеси, щелочей, щелочными
...расплав смеси щелочей, содержащий после отделения металлического калия в основном КОН, 1 чаОН, КН, 1 чаН и имеющий температуру 200 - 500 С, барботируют кислород или воздух, используя при этом барботаж кислородсодержащего газа для транспортирования расплава в аппарат охлаждения. Поддержание температуры расплава в процессе барботажа в пределах 250 - 10 300 С способствует уменьшению коррозии аппаратуры, Например, коррозия Ст. 3 уменьшается в 2 раза по сравнению с проведением процесса при температуре 400 С.На очистку 1 т расплава смеси щелочей по дают 60 - 260 нм воздуха, предпочтительно90 - 160 нм, или 15 - 55 нм кислорода, предпочтительно 20 - 35 нм.После очистки расплава смеси щелочей кислородсодержащим газом, расплав охлаждают, 20...
Предыдущий патент: Струйный генератор колебаний
Следующий патент: Соединение деталей встык
Случайный патент: Устройство для центробежного формования изделий из порошка