Способ изготовления деталей
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
асеев"зная ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик) Заявлено 160877 (2) 2519958/25 М. Кл. В 21 О 53/16 В 23 О 21/00 В 21 О 3/00 В 23 Р 15/22 осударствениый СССР во яелаи изоб и открытОпубликовано Дата опублик 79, Бюллетень М 23 ния описания 280 2) Авторы изобрете сенко, Л.Ь. Анишина, Л.А. Васильева, В и Р.Л. Тоф(71) заявитель зико-техниче 4) СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕИ б мал опронз вочность обрабаелает спосо снижает то алей . величения у осуществ осевого Рботке технообрано кет алейлениязаключаготовежут 1).обеспечииз готовл детааю- ку Ои э водительяют перед оттяжения заточности изгостареющих алюое растяжение ю деформации ю повышения деталей изсплавов осе т со степен о деталей заклюв до заданем осевогопоследующейдеформациится опытным с полем доров готовой товлени ке разм чности 15 ро ут о е о,х 20 ри растяженошение рази начальной ачальной ее льцениевых ыенинстру х кру спладоводки к ощи х алюми э атруднит стой кости арифов ал ьн юми ни е выхэвестный споСобдеталей иэ стара вов шина нанному недос 1,аточной а (эасалнванне ш. при обработке ал выхсплавви 4мент и ее Изобретение относится кметаллов давлением, а именлогии изготовления полых дИзвестен способ изготовлей из трубных заготовок,щийся в том, что трубную звначале правят, а затем рОднако такой способ невает достаточной точностиния мерных заготовок.Известен способ изготовления де талей, преимущественно колец, вклю чающий доводку размера до заданног класса точности и отрезку 2).Однако в известном способе опер ция отрезки предшествует операции водки размера детали до заданного класса точности, т.е. доводку раэм ра каждой детали производят отдель Кроме того, доводка до экончательн . размеров осуществляется шлифование преимущественно стальных кратных д талей, что снижает производительность. нститут АН Белорусской ССР вов) что ддительным итываемых деС цельюности доводрезкой путеготовки.С цельтовляемыхминиевыхпроизводяравной 2-3. Способ изго чается в.довод ного класса то растяжения заготовок отрезки. Оптимальная степен при растяжении выбира путем и взаимосвязана пуска поперечных раэм делати . Степень деформации,нии определяется как ности между .конечной длиной заготовки кбб 8748пени растяжения в диапазоне от 2 до3,Использование предпагаемого способа позволяет устранить брак по точности изготовления деталей типа колец, который ранее достигал 50.5 Суммарный экономический эффект отвнедрения предложенного способа составит около 100 тыс. рублей. Формула изобретения Составитель Л, ЦепкинаРедактор Л. Народная Техред Э. Чужих Корректор Н; Стец Тираж 1033Подписное ЦНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, В"35, Раушская наб., д, 4/5Заказ 3552/7 Филиал ППП Патент, г. Ужгород, ул, Проектная, 4 Диапазон пластической деформации растяжения ограничен полем допуска заданного размера. детали: минимальной степени деформации соответствует измейение размера детали до максимального допуска заданного класса точности, а максимальной степени деформации - изменение размера до минимального допуска. Причем величина пластической деформации .при растяжении зависит от .состояния и рода материала. Так, при.осевом растяже" О нии состаренных алюминиевых трубных заготовок третьего класса точности при степени деформации от 2 до 3 количество деталей, изготовленных по второму классу точности, дости гает 80.При деформации ниже 2 поперечные размеры почти не изменяются или уменьшаются незначительно, не достигая ноля допуска второго класса точности. При деФормации свйше 3 наружный диаметр трубы, изготовленный по минимальному дбпуску,.уменьшается настолько, что изготовление указанных деталей становится невозможным,Опробование способа производилось йна Минском оптико-механическом. заводе при изготовлении деталей из серийно выпускаемого трубного проката. Доводка размеров растяжением производилась на трубах диаметром 4 бх 3 30 марок Д 16 и Вв естественно состаренном состоянии при оптимальной сте 1. Способ изготовления деталей преимущественно колец, включающий доводку размера до заданного класса точности и отрезку, о т. л и ч а ющ и й с я тем, что, с целью увеличения производительности, доводку осуществляют перед отрезной пугем осевого растяжения заготовки.2, Способ по и. 1 р о т л и ч а ю" щ и й с я тем, что, с целью повышения точности изготовления деталей из стареющих алюминиевых сплавов осевое растяжение производят со степенью деформации равной 2-3:Источники информации, принятые во внимание при экспертизе1. Николаевский В.И. Прокатка и отделка стальных труб. Харьков,Металлургиздат , 1948, с 307.2, Львов А.С. и др, Штамповка кольцевых заготовок М.,Машгиз, 1958, с. 107.
СмотретьЗаявка
2519958, 16.08.1977
ФИЗИКО-ТЕХНИЧЕСКИЙ ИНСТИТУТ АН БЕЛОРУССКОЙ ССР
АНИШИНА ВЕРА ПЕТРОВНА, ВАСИЛЬЕВА ЛИЛИАНА АНАТОЛЬЕВНА, КУКСЕНКО ВИКТОР ИВАНОВИЧ, МАЛАШЕНКО ЛИЛИЯ МИХАЙЛОВНА, ТОФПЕНЕЦ РИММА ЛАЗАРЕВНА
МПК / Метки
МПК: B21D 53/16
Метки:
Опубликовано: 25.06.1979
Код ссылки
<a href="https://patents.su/2-668748-sposob-izgotovleniya-detalejj.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления деталей</a>
Устройство для зажима и растяжения детали

Номер патента: 1255282
Опубликовано: 07.09.1986
МПК: B23B 23/00
Метки: детали, зажима, растяжения
...и растяженияобрабатываемого прутка. На правом. конце направляющей трубы 1 установлен хомут 24, а на левом - конечный выключатель 25. Система управления устройства (не показана) сблокирована с системой управления станка,Устройство работает следующим образом,Предварительно в подающем и зажимном устройствах станка устанавливаютцанги необходимого размера, а в самом устройстве - цангу 2, такую же,как и зажимную цангу станка. Вставляют обрабатываемый пруток 26 в цангистанка и цангу 2 устройства. Все уст- .ройство находится в крайнем нравомположении относительно направляющейтрубы 1. Подают рабочее тело например воздух, от распределительногоустройства по подводящей магистрали 17 через муфту 20 и канал 22. Поршень 4 перемещается вправо и...
Способ измерения размера углубления на поверхности токопроводящей детали

Номер патента: 1825966
Опубликовано: 07.07.1993
Авторы: Андросов, Валуйский, Дробязко, Неволин, Новиков
МПК: G01B 7/28
Метки: детали, поверхности, размера, токопроводящей, углубления
...поверхностью. Перемещение электрода по контролируемой области исследуемой поверхности образца (зона отпечатка) осуще стеля ется подачей напряжения на устройство позиционирования 3, При этом электрод сканирует ортогонально к исследуемой поверхности б по заданной программе, Информация (изменение величины 30 туннельного тЬка) записывается на устройство 5 регистрации, например запоминающий осциллограф или графопоотроитель. При сканировании электрода 1 над отпечатком расстояние Е между ним и исследуемой 35 поверхностью б увеличивается, Возрастает величина потенциального барьера, и величина туннельного тока становится равной нулю. После завершения сканирования зоны отпечатка на устройстве 5 регистрации 40 получаем растр...
Способ доводки размеров деталей

Номер патента: 958089
Опубликовано: 15.09.1982
Автор: Дмитриев
МПК: B28B 3/00
...процессе эксплуатации изделий(деталей и инструментов),Способ предназначен для иэделий,размеры которых в результате механического воздействия занижены относи ютельно требуемых, так как необратимое изменение размеров при отжигепроисходит только в сторону их увеличения.Реализация способа осуществляетсяв следующей последовательности.После механической обработки изде.лия подвергают термическому отжигу поопределенному циклу. Если не требуется достижения высокой точности, тотермодоводка может осуществляться водин цикл, Для особо точных деталей(0,05-0,1 мкм) термодоводка должнаосуществляться в несколько циклов,причем первый цикл осуществляется при,З 0минимальных температурах, обеспечиваЮщих необратимое увеличение размеров,Доводку размеров точных...
Устройство для резания заготовок заданной длины

Номер патента: 582985
Опубликовано: 05.12.1977
Авторы: Бобков, Борисов, Пискотин
МПК: B29H 3/06
Метки: длины, заготовок, заданной, резания
...на вход коммутатора 7 кробквки и промазки, которыйкоммутирует цепи витания соответстввн рно механизмов пробивки 9 к промаэки 10, а также управляет реле времени 8. Последнее через установленноевремя сбрасывает ячейку памяти б внулевое состояние. Этим реле временизадается время работы коммутатора и соответственно механизмов пробивки и промаэки.Когда число импульсов, поступающих с мерного ролика 1 достигнет заданной величины, соотве ствующей длине заготовки, счетчик 2 длины заготовки переполняется и автоматически переходит в нулввов состояние. На выходе счетчи ка 2 появляется сигнал, который через программатор 3 автоматически заносит в счетчик число, являющееся дополнением до полного вго заполнения прк заданном размере автокамерной...
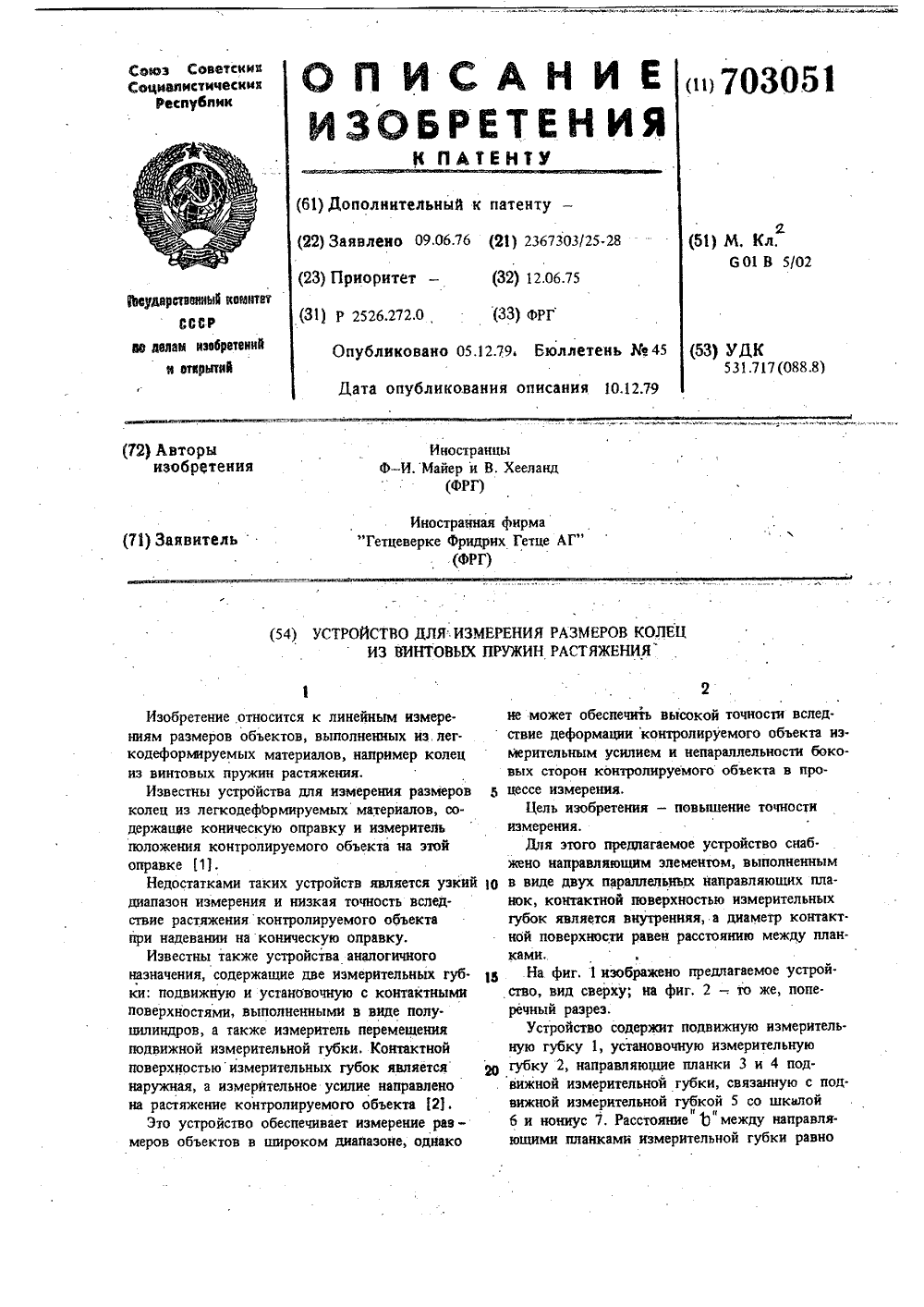
Устройство для измерения размеров колец из винтовых пружин растяжения
Номер патента: 703051
Опубликовано: 05.12.1979
Авторы: Вальтер, Франц-Иозеф
Метки: винтовых, колец, пружин, размеров, растяжения
...равен расстоянию между планками.15 На фиг, 1 изображено предлагаемое устрой.ство, вид сверху; иа фиг, 2 - . то же, попе.речный разрез.Устройство содержит подвижную измерительную губку 1, установочную измерительную 1 И 1 губку 2, направляюптие планки 3 и 4 под. вижной измерительной губки, связанную с подвижной измерительной губкой 5 со шкалойа цб и нониус 7, Расстояние 13 между направляющими планками измерительной губки равно(см. фиг. 2) вводят перемещением установочной губки, которую с помощью микрометрической головки перемещают перед измерением на величину 1 се (в сторону уменьшения результатов измерения по шкале 6),ахаэ 7641/5 одни сное, Проектная,4 Фиг 3 703 диаметру внутренних цилиндрических контакт. иых поверхностей 8 и 9...
Предыдущий патент: Устройство для отделения верхнего листа от стопы
Следующий патент: Устройство для изготовления ножей
Случайный патент: Способ автоматического управления процессом растворения солевых руд