Адаптивная система управления шлифовальным станком
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 634921
Авторы: Амбарцумян, Васильев, Городецкий, Рейбах, Ривкин, Цейтлин


Текст
с мэнзязт тати т текнцчсск 5 и "лм этс",а 96 Р О П И С А Н И Е 1 ц 1634921ИЗОБРЕТЕНИЯ Союз Советских Социалистических Республик(088,8) елам изобрегеи открытий 45) Дата опубликованиясания 30.11. (8 2) Авторы изобретения 1 О,одецкий, В, А, Ривкин, Л, Н, Цейтлирцумян и В, Я. Васильевго Знамени экснститут металл С. Рейбах, Ы. С, Гор Э. 3, Амба на Трудового Краси исследовательский(71) Заявитель периментальныи научноорежущих станков) АДАПТИВНАЯ СИСТЕМА УПРАВЛЕНИЯ ШЛИФОВАЛЬНЫМ СТАНКОМ Изобретение относится к области адаптивного управления технологичсским оборудованием и может быть использовано в шлцфовальцых станках, преимущественно с чцсловыч программным управленцем,дИзвестна адаптивная система управления шлифовальным станком, содержащая программное устройство, регулятор подачи, датчик силового параметра и блок управления механизмом правки. 10Недостатком известной адаптивной системы является ограниченная область применения, так как она может использоваться только в станках, оснащенных прибором, измеряющим размер детали при обработке. 1 аЦелью изобретения является расширение области применения системы. Для этого блок управления механизмом правки выполнен в виде соединенных после доватсльно управляемого генератора импульсов и двухвходовых первой схемы совпадения, делителя частоты и второй схемы совпадения, причем входы генератора регулятора подачи и второй вход первой схемы 2 совпадения объединены и подключены к выходу датчика силового параметра, а вторые входы делителя частоты и второй схемы совпадения соединены с программным устройством. 3 На чртсже прсдсадаптивной системывальныч станком.Предлагаемая адаптивная система управления шлцфовальным станком содержит двасвязанных между собой контура; контуруправления режимами шлифования ц кон"ур блока управления механцзчом правки,выделенный штриховой лцнцец.Контур управления режимами шлифования состоит цз регулятора 1, программногоустройства 2, привода подачи 3 шлцфовального станка 4, механизма правки 5 ц датчика б силового параметра,Контур блока управления механизмомправки 5 содержит управляемый генератор7 импульсов, первую схему 8 совпадения,делитель 9 частоты ц вторую схему 10 совпадения.На основе сигналов от датчика 6 силового параметра регулятор 1 обеспечивает управленце приводом подачи 3 через программное устройство 2. Прц этом пода гарегулируется таким образом, что величинасилового параметра прп обработке стабилизируется на уровне, задаваемом устройством 2.Работа блока управления механизмомправки происходит на основе использованиясигналов, поступающих от датчика 6 сцло634921 где ГфшлК,Типография, пр. Сапунова, 2 ваго параметра и из программного устроиства 2.Однако во многих случаях, например при контурно-шлифовальной обработке, непосредственное измерение об ьсма снятого металла не представляется возможным. Для обеспечения периодичности правки в этих случаях могут использоваться соотношения между скоростью съема металла и силовыми параметрами, например мощностью шлифования. Объем снятого металла линейно зависит от затрачиваемой работы, т. е,КЯш,й,0.1обьем снятого металла;мощность шлифования;коэффициент пропорциональности;т время.Исходя из этого, период стойкости круга равен У = К, .Ш ,О,Цля реализации этих соотношений в предлагаемой системе управления на вход управляемого генератора 7 импульсов подается сигнал от датчика б силового параметра. Генератор 7 при этом вырабатывает импульсы, частота следования которых пропорциональна величине сигнала о силовом параметре, например мощности резания. Первая схема 8 совпадения служит для улучшения помехозащищенности блока от ложных импульсов генератора 7. При наличии контакта шлифовального круга с изделием сигнал от датчика б поступает также на управляющий вход первой схемы 8 совпадения. При этом сигнал от генератора 7 импульсов будет проходить через схему 8 совпадения на один из входов делителя 9 частоты. Последний производит интегрирование сигнала в соответствии с приведенными выше формулами для определения стойкости. При этом коэффициент деления,пропорциональный 7(,Т, вводит.я в делитель 9 из программного устройства 2. Его величина зависит от вида обработки, инструмента и характеристики детали. При пе реполнении делителя на его выходе появляется сигнал о необходимости правки, поступающий на вход второй схемы 10 совпадения, которая дает разрешение на правку при наличие на ее втором входе разрешаю щего сигнала из програ ямного устройства 2.Разрешающий сигнал определяет зоны цикла шлифования или координаты зоны обработки, в которых может производиться правка. Например, при продольном шлифовании 15 правка может производиться либо при переходе от детали к детали, либо в конце каждого прохода, При контурной обработке на шлифовальных станках с ЧПУ правка может производиться только в определенных 2 О зонах детали, где запрограммирована траектория входа и выхода круга в деталь.При наличии разрешающего сигнала изпрограммного устройства 2 сигнал из схемы 10 совпадения поступает в механизм прав ки 5, который производит правку. Формула изобретенияАдаптивная система управления шлифовальным станком, содержащая программное 3 устройство, регулятор подачи, датчик силового параметра и блок управления механизмом правки, о т л и ч а ю щ а я с я тем, что, с целью расширения области применения системы, блок управления механизмом 3," правки выполнен в виде соединенных последовательно управляемого генератора импульсов и двухвходовых первой схемы совпадения, делителя частоты и второй схемы совпадения, причем входы генератора регу О лятора подачи и второй вход первой схемысовпадения объединены и подклочены к выходу датчика силового параметра, а вторые входы делителя частоты и второй схемы совпадения соединены с программным уст ройством. НПО Заказ 2222/19 Изд.755 Тираж 1033 Подписное
СмотретьЗаявка
2507633, 07.07.1977
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
РЕЙБАХ ЮДЕЛЬ СОЛОМОНОВИЧ, ГОРОДЕЦКИЙ МОИСЕЙ САМУИЛОВИЧ, РИВКИН ВЛАДИМИР АРКАДЬЕВИЧ, ЦЕЙТЛИН ЛЕВ НАУМОВИЧ, АМБАРЦУМЯН ЭДУАРД ЗИНОВАРОВИЧ, ВАСИЛЬЕВ ВАДИМ ЯКОВЛЕВИЧ
МПК / Метки
МПК: B24B 49/02
Метки: адаптивная, станком, шлифовальным
Опубликовано: 30.11.1978
Код ссылки
<a href="https://patents.su/2-634921-adaptivnaya-sistema-upravleniya-shlifovalnym-stankom.html" target="_blank" rel="follow" title="База патентов СССР">Адаптивная система управления шлифовальным станком</a>
Датчик-генератор системы зажигания

Номер патента: 992789
Опубликовано: 30.01.1983
Авторы: Алексеев, Баранов, Левин, Усенко
МПК: F02P 1/00
Метки: датчик-генератор, зажигания, системы
...сердечников.Причем при размещении магнитного заьвкателя против любого из сердечни ков с зарядной обмоткой один из дополнительных выступов расположен против сердечника с управляющей обмоткой.На фиг.1 представлен предлагаемый датчик-генератор, общий вид, иа фиг.2 - вид А на фиг,1, на фиг,3 кривые изменения магнитного потока и ЭДС обмоток.Датчик-генератор содержит статор 1, выполненный в виде основания 2 с расположенными на нем постоянным магнитом 3, сердечниками 4 с зарядными обмотками 5 и сердечником б с управляющей обмоткой 7, торцовый ротор 8 с магнитным замыкателем 9, выполненным в виде радиального выступа, и с З 0 дополнительными радиальными выступами 10. Число дополнительных выступов 10 вместе с замыкателем 9 равно числу...
Делитель частоты повторения импульсов на блокинг генераторах

Номер патента: 146347
Опубликовано: 01.01.1962
Автор: Гармаш
МПК: H03K 25/04
Метки: блокинг, генераторах, делитель, импульсов, повторения, частоты
...зависит от напряжения на конденсаторе 5, можно считать, что этот ток повторяет ток заряда конденсатора 2.Таким образом, заряд, теряемый конденсатором 5 за каждый цикл срабатывания блокинг-генератора на триоде 1, равен полному заряду конденсатора 2. Полагая, что конденсаторы 2 и 5 заряжаются до одного напряжеш 1 я и в исходном состоянии конденсатор 2 полностью разряжен, можно определить количество циклов, необходимых для полного разряда конденсатора 5 как отношение емкостей конденсатора 5 к конденсатору 2, представляющее собой коэффициент деления.Включение в цепь разряда конденсатора дополнительного полупроводникового триода 4 не влияет на работу блокинг-генератора вследствие его незначительного сопротивления, Это облегчает коскадирование...
Реверсивный счетчик

Номер патента: 400042
Опубликовано: 01.01.1973
МПК: H03K 29/00
Метки: реверсивный, счетчик
...установит триггер 3 в пулевое состояние.Таким образом, ца входе первого фазоимпульсцого разряда 7 импульс переноса будет перекрыт через схему 4 совпадения импуль сом с выхода трпгера 3 ц це будет прямого вному авт. св.21460 ый счетчик, содержащий импульсов, опорную яче йства и счетную линейк х элементов с цепями счета. Однако известнь чно надежен в работе. Цель изобретения - повышение надежности и расширение функциональных возможностей счетчика.Это достигается тем, что счетчик содержит дополнительно триггер, прямой выход которого соединен со входюм схемы заема второго разряда, а обратный выход 1 соединен со входом схемы совпадения первого разряда, причем входы устацова в единицу и в ноль дополнительного триггера соединены с...
Преобразователь параметров емкостного контактного датчика

Номер патента: 1140028
Опубликовано: 15.02.1985
Авторы: Мартяшин, Машошин, Рябов
МПК: G01N 27/22
Метки: датчика, емкостного, контактного, параметров
...контактного датчика содержитгенератор прямоугольного напряже-. ния (ГПН) 1, емкостной контактный датчик (Д) 2, эквивалентная схема которого представлена емкостью С 1, характеризующей мгновенную поляризацию в исследуемом веществе и геометрическую емкость пустого датчика,резистором сквозной проводимости ссопротивлением В 1, резистором поляризационных потерь с сопротивлениемВ 2, а также емкостью С 2, характеризующей релаксационную поляризациюв веществе, операционный усилитель(ОУ) 3 с опорным конденсатором 4 емкостью С в цепи отрицательной обратной связи, первый Фильтр нижних частот (ФНЧ) 5, генератор синусоидального найряжения (ГСН) б, сумматор 7, формирователь стробирующих импульсов (УФСИ) 8, регулируемый элемент 9,опорный резистор 10 с...
Преобразователь параметров емкостных датчиков во временной интервал и напряжение
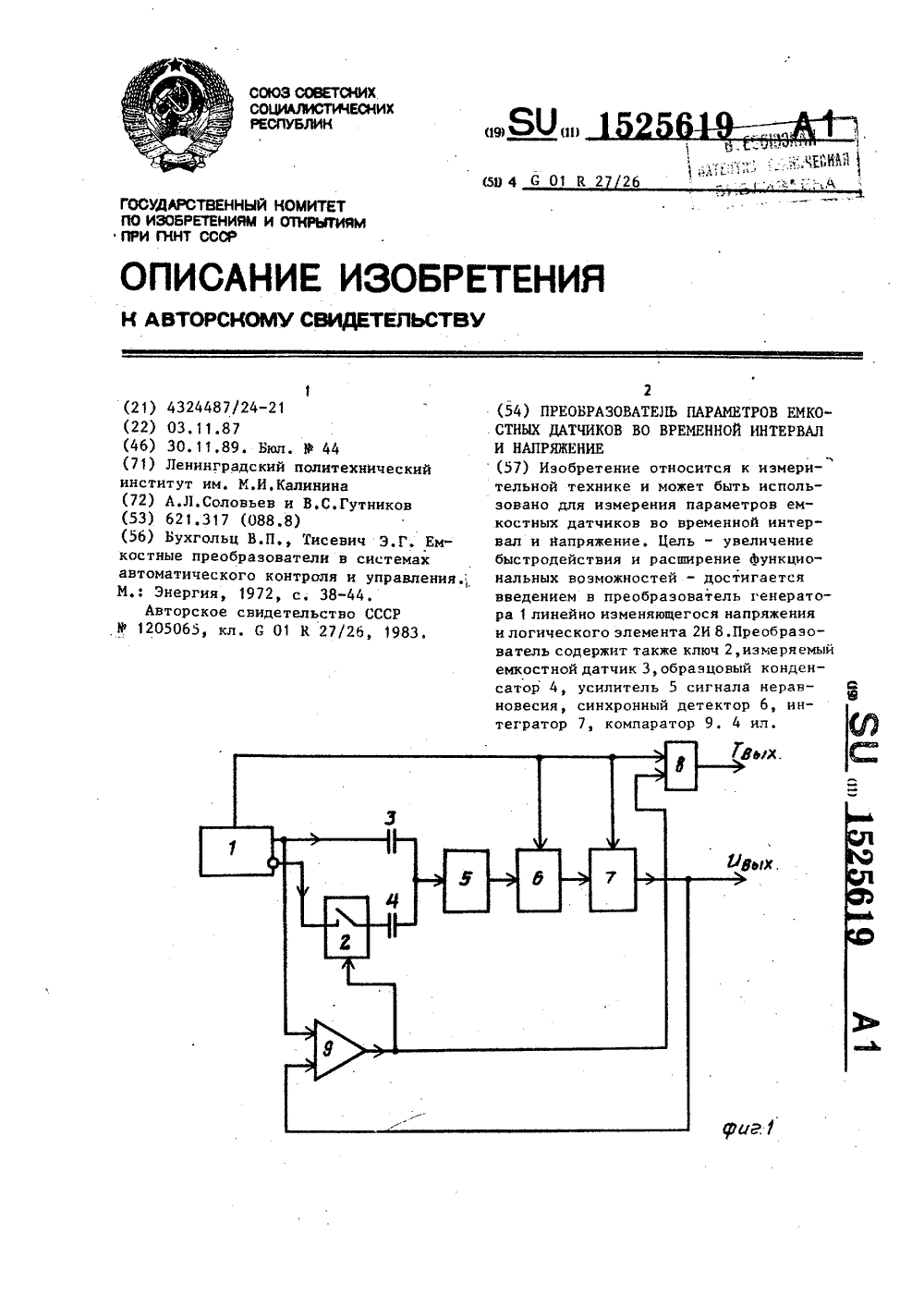
Номер патента: 1525619
Опубликовано: 30.11.1989
МПК: G01R 27/26
Метки: временной, датчиков, емкостных, интервал, напряжение, параметров
...раэмыкания ключа 2 ток через образцовый конденсатор 3 не протекает. Поэтому на вход усилителя 5 (в момент размыкания ключа 2;: подается ток, протекающий только через измеряемый конденсатор 3, При уменьшении линейно изменяющегося напряжения на прямом выходе ГЛИН 1 меньше порога срабатывания компаратора 9 вновь замыкается ключ 2, и на вход усилителя 5 подается ток, протекающий через измеряемый 3 и образцовый 4 конденсаторы. Выходное напряжение усилителя 5 показано на Фиг. 3.6, Для нормальной работы преобразователя должно выполняться условие5 152561Ск(о, тк. Тоько тБ (П где Ск - емкость измеряемого кондея"сатора 3; 5С- емкость, образцового конденсатора 4;Тцк " выходной временной интервал;Т - половина периода выходногосигнала ГЛИН 1;...
Предыдущий патент: Инструмент для чистки и упрочняющей обработки поверхностей
Следующий патент: Устройство для управления процессом шлифования
Случайный патент: Шприц-дозатор для блока пробоподготовки