Система контурного программного управления группой станков
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
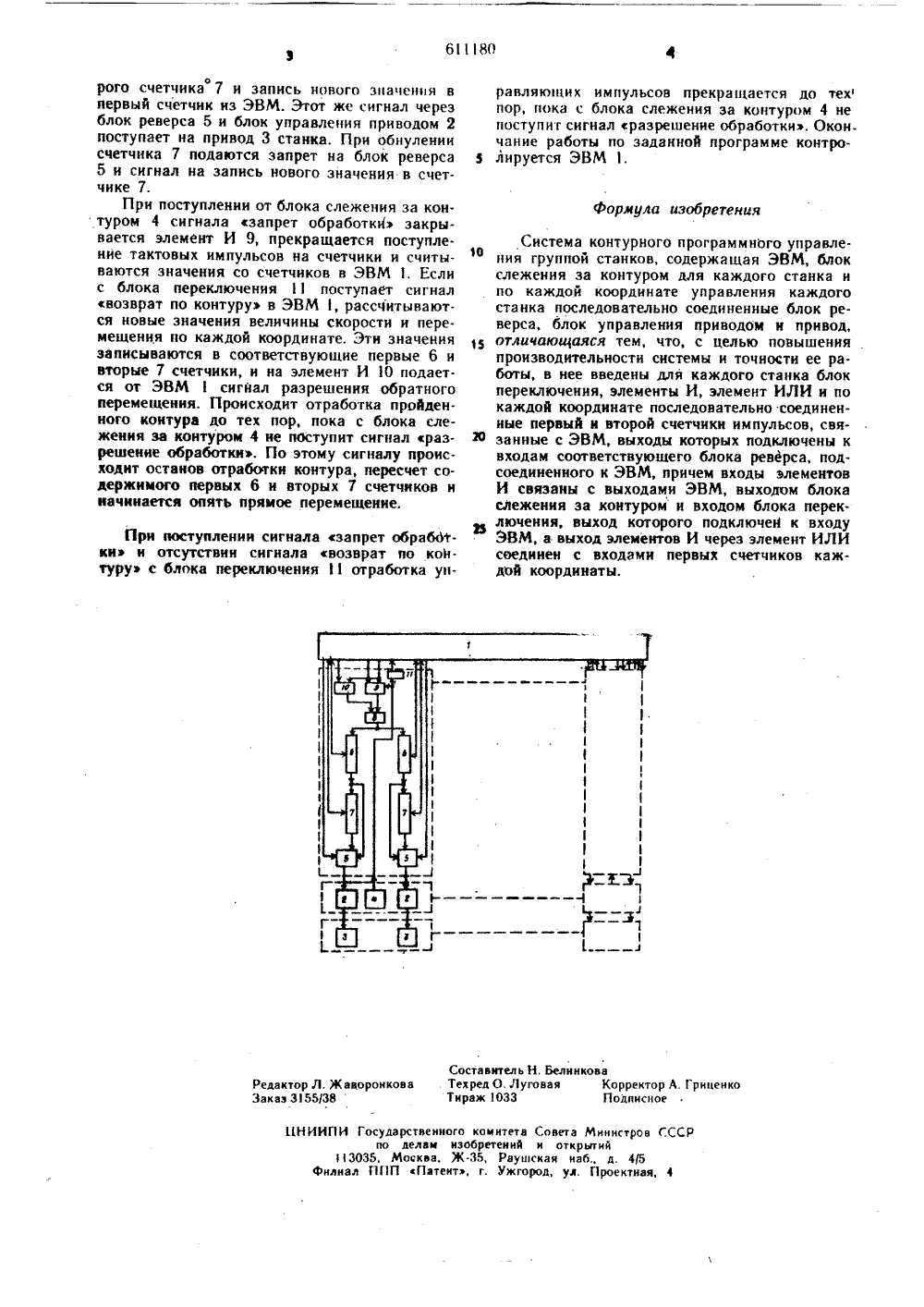
Союз С:. етсиихСоциалистическихРеспублик ОееИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ОЦ 6 ХХй 0 нительноа к авт. свид.ву 22) Заявлен 5,74 (21) 2028520/18-2 И. Кл, 405 В 19/ с присоединением заявки-Щ Приоритет(43) Опубликовано 15,06,78, Бюллетень 22(46) Дата опубликования описания 85.05.78 Государственный камнт Совета Мнннстроа ССС по делам нэооретеннй н открытнй) Авторыизобретения 1) Заявитель 4) СИСТЕМА КОНТУРНОГО ПРОГР ГРУППОЙ СТАНКООГО УПРАВЛЕНИЯ Ордена Трудового Крас научно-исследовательскн 1Изобретение относится к области автоматики и вычислительной техники, в частности ксистемам программного управления металлорежущими станками от ЭВМ,Известны системы контурного про раммногоуправления группой станков, содержащие ЭВМ,блок слежения за контуром для каждого станка и по каждой координате управления каждого станка последовательно соединенные блокреверса, блок управления приводом и привод. Эти системы работают с низкой производительностью и точностью.Предлагаемая система отличается от из",естных тем, что в нее введены для каждогостанка блок переключения, элементы И, элемент ИЛИ и по каждой координате последовательно соединенные первый и второй счетчики импульсов, связанные с ЭВМ, выходыкоторых подключены к входам соответствующего блока реверса, подсоединенного к ЗВМ,причем входы элементов И связаны с выходами ЗВМ, выходом блока слежения за контуром и входом блока переключения, выход которого подключен к входу ЭВМ, а выход элементов И через элемент ИЛИ соединен с входамипервых счетчиков каждой координаты, Производительность этой системы н точность ее работы более высокие.25 го Знамени экспернментальнь:йинститут металлорежутцих станков 2Блок-схема описываемой систе лы пре 2 тставлена на чертеже.Система контурного программного управления группой станков содержит ЗВМ , блок управления нриводом 2, привод 3, блок слежения за контуром 4, блок реверса 5, первый 6 и второй 7 счетчики импульсов, элемент ИЛИ 8, элементы И 9 и 10 н блок переключения 1.Работает система следующим образом. Набор управляющих программ хранится в памяти ЭВМ По запросу от блока управления станком (на чертеже не показан) отыскивается нужная программа. После этого первые значения скорости перемещения н величины перемещения по каждой координате записываются соответственно в первый 6 и второй 7 счетчики, на блоки реверса 5 поступают сигналы полярности направления перемещения, а на вход элемента И 9 поступает сигнал разрешения прямого перемещения по контуру. Если прн этом от блока слежения за контуром 4 поступает сигнал разрешение обработки, то тактовые импульсы через элементы 9 и 8 поступают на входы первых счетчиков каждой координаты. При обнуления счетчика б вырабатывается сигнал, по которому происходит вычитание единицы из соответствующего вто611180 формула изобретения аКорректор АПодписное Составнтель Н. екред О. Луго нраж 1033 Белннко я нк Редактор Л. Жаворонков Заказ 315 Ы 38 Министров СССРьпийд. 45Проектная, 4 ИНИИПИ Государст по дел 113035, Мос Филиал ППП кенного комитета ам изобретений ва, Ж.35, Раув Патент, г. Ужго оветаоткрая набд, ул. Орого счетчика 7 н запись нового значения в первый счетчик из ЭВМ. Этот же сигнал через блок реверса 5 и блок управления приводом 2 поступает на привод 3 станка. Прн обнуления счетчика 7 подаются запрет на блок реверса 5 н сигнал на запись нового значения в счетчике 7.При поступлении от блока слежения за контуром 4 сигнала запрет обработки закрывается элемент И 9, прекращается поступление тактовых импульсов на счетчики и считываются значения со счетчиков в ЭВМ 1. Если с блока переключения1 поступает сигнал возврат по контуру в ЭВМ 1, рассчитываются новые значения величины скорости и перемещения по каждой координате. Эти значения записываются в соответствующие первые 6 и вторые 7 счетчики, и на элемент И 10 подается от ЭВМ 1 сигнал разрешения обратного перемещения. Происходит отработка пройденного контура до тех пор, пока с блока слежения зв контуром 4 не поступит сигнал разрешение обработки. По этому сигналу происходит останов отработки контура, пересчет содержимого первых 6 и вторых 7 счетчиков н начинается опять прямое перемещение. При поступлении сигнала запрет обрабМ- ки и отсутствии сигнала возврат по контуру с блока переключения1 отработка управляюп 1 их импульсов прекращается до тех пор, пока с блока слежения за контуром 4 не поступит сигнал разрешение обработки. Окон.чание работы по заданной программе контро лируется ЭВМ 1. Система контурного программного управления группой станков, содержащая ЭВМ, блок слежения за контуром для каждого станка и по каждой координате управления каждого станка последовательно соединенные блок реверса, блок управления приводом и привод, 5 отличающаяся тем, что, с целью повышенияпроизводительности системы и точности ее работы, в нее введены для каждого станка блок переключения, элементы И, элемент ИЛИ и по каждой координате последовательно соединенные первый и второй счетчики импульсов, свя занные с ЭВМ, выходы которых подключены квходам соответствующего блока реверса, подсоединенного к ЭВМ, причем входы элементов И связаны с выходами ЭВМ, выходом блока слежения за контуром и входом блока переключения, выход которого подключей к входу ЭВМ, а выход элементов И через элемент ИЛИ соединен с входами первых счетчиков каждой координаты.
СмотретьЗаявка
2028520, 27.05.1974
ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЭКСПЕРИМЕНТАЛЬНЫЙ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ВАСИЛЬЕВ ВЛАДИМИР СЕРГЕЕВИЧ, ГУРЕВИЧ ВАЛЕРИЙ МИХАЙЛОВИЧ, РАТМИРОВ ВАЛЕРИЙ АРКАДЬЕВИЧ, ЛИВШИЦ АБРАМ ЛАЗАРЕВИЧ
МПК / Метки
МПК: G05B 19/41, G05B 19/418
Метки: группой, контурного, программного, станков
Опубликовано: 15.06.1978
Код ссылки
<a href="https://patents.su/2-611180-sistema-konturnogo-programmnogo-upravleniya-gruppojj-stankov.html" target="_blank" rel="follow" title="База патентов СССР">Система контурного программного управления группой станков</a>
Устройство для проверки работоспособности блоков эвм

Номер патента: 1499352
Опубликовано: 07.08.1989
Авторы: Варго, Горкер, Дворников, Ткаченко, Ульянов
МПК: G06F 11/22
Метки: блоков, проверки, работоспособности, эвм
...из общей системной магистрали 4 в оперативное запоминающее устройство, размещенное в эталонном блоке 17 центрального процессорного устройства, не поступает, так как формирователь 36 находится в третьем состоянии (отключен по входам "Выбор кристалла"), Проверяемый блок центрального процессорного устройства, подключенный через соединитель 1 6 к общей системной магистрали 4, организует все виды обмена с периферийными блоками 1 -3. Дальнейшая проверка испытуемого блока центрального процессорного устройства осуществляется обычным образом с использованием стандартного программного обеспечения.При проверке блоков периферийных устройств работа устройства происходит следующим образом . При проверке периферийного устройства, идентичного...
Способ измерения переходных процессов в электронных блоках при скачке фазы входного сигнала и устройство для его осуществления

Номер патента: 1200192
Опубликовано: 23.12.1985
Автор: Власов
МПК: G01R 25/00
Метки: блоках, входного, переходных, процессов, сигнала, скачке, фазы, электронных
...позволяетсоздать устройства по измерению иконтролю переходных процессов в аппаратуре, где в качестве испытательного сигнала используется непосредственно сигнал, обрабатываемый электронной схемой (например, в аппаратуре гетеродинной обработки ЛЧИ сигналов), Отсутствие необходимости ваппаратуре, Формирующей испытательный сигнал, позволяет получить эко,номический эффект,35 Изобретение относится к измерительной технике и предназначено для исследования фазовых характеристик электронных блоков.Целью изобретения является повы шение точности.На фиг. 1 представлена блок-схема устройствареализующего способ измерения переодных процессов в электронных блоках при скачке фазы 1 О входного сигнала; на фиг, 2 - временные диаграммы, поясняющие его...
Устройство для выделения контуров и их элементов в изображениях объектов

Номер патента: 1837336
Опубликовано: 30.08.1993
Автор: Лебедев
МПК: G06K 9/46
Метки: выделения, изображениях, контуров, объектов, элементов
...содержащий лишь горизонтальные отрезки, т.е. отрезки, составленные из двух или более смежных элементов контура в горизонтальном направлении,В режиме селекции элементов контура вдоль левой главной диагонали сигналы с выхода соседнего справа от данного селектора 14 задерживаются на период следования синхроимпульсов на элементе задержки 18. Сигналы с выхода данного селектора 14 и элемента 18 задержки поступают через элемент И - НЕ 20 на первый вход элемента ИЛИ-НЕ 26. Сигналы с выхода соседнего слева от данного селектора 14 и сигналы с данного селектора через элемент И 23 поступают на второй вход элемента ИЛИ - НЕ 26, С помощью элементов И-НЕ, И и ИЛИ - НЕ из частичного контура, состоящего из горизонтальных и диагональных отрезков,...
Устройство для управления подключением резервных блоков

Номер патента: 947865
Опубликовано: 30.07.1982
Авторы: Горшков, Комаров, Савватеев, Штейнберг
МПК: G06F 11/20
Метки: блоков, подключением, резервных
...элемент ИЛИ 11 поступает на первый вход первого элемента И 6, на выходе которого также присутствует сигнал 35 логического ф 01. Этот сигнал поступает на первые входы Запуск преобразователей напряжения 5-5, вследствие чего на иннерсных выходах преобразователей напряжения 5- 40 5 в исходном состоянии появляются сйгналы логической 1. Эти сигналы поступают на входы второго элемента И 7, на выходе которого также присутствует сигнал логической1 который приходит на входы элемента ИЛИ-НЕ 10 и элемента 9 задержки. Поэтому на выходе элемента ИЛИ-НЕ 10 и на К-входах триггеров 12 -12 через время задержки Т появится сигнал логического 0 ф, Сигнал логической 1 с выхода каждого из преобразователей напряжения 5-5поступает также на первый вход...
Устройство для выделения контуров изображения

Номер патента: 601721
Опубликовано: 05.04.1978
Авторы: Вайткявичус, Дамиенайтис, Мешкаускас, Синюс
МПК: G06K 9/00
Метки: выделения, изображения, контуров
...2 соединены со вхэдами решающих блоков д и с первыми,входами сумматоров 4, Выходы блоков 8 соединены со вторыми входами сумматоров 4. Выходы сумматоров 4 соединены с входамл блока вычисления 5, котэрый может быть параллельно регисприрующим дрибором, на,п,ример экранном светодиодов или (при автсматическом распознаваовии) блоком ЭВМ,Блок 1 осуществляет периодическую,расфскусировку или вибрацию конту,ров изоб,ракения, проектируемого на плоскость маприцы фстспреобразсвателей, что вызывает периодическое, с частотой /, изменение освещен:ности только тех фотопреобразователей, на которых лежат контуры оптического изэбражения. Как псказано на фиг. 2, вибрация изображения приводит к,периодическому перемещению ко 1 нтура 1 относительно осей х и у...
Предыдущий патент: Устройство адаптивного управления станком
Следующий патент: Счетно-импульсное устройство для программного управления
Случайный патент: Устройство для защиты газовой горелки