Способ изготовления колец шарикоподшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
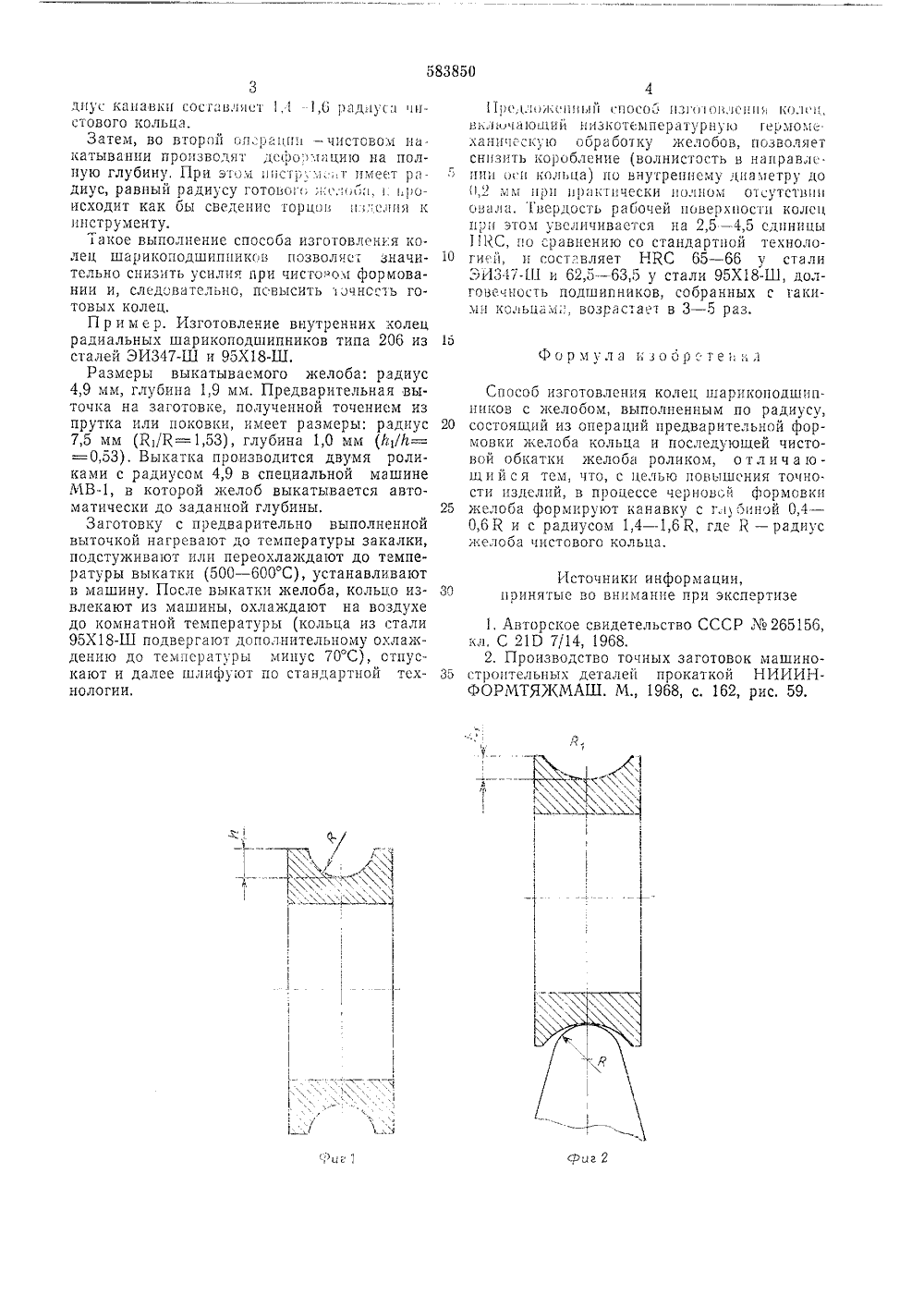
-" ;" О П И С А Н И Е (ц 583850ИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДНЕЛЬСТВУ Союз Советских Сониалистических Республик(23) Приоритет осударственныи комите овета Министров СССР по делам изобретенийи открытий ниь,че 53) ДК 621.771,29(088.8) 3) Опубликовано 15. юл 5) Дата опубликования описания 5.12, 77(54) СПОСОБ ИЗГОТОВЛЕНИЯ КО ШАРИКОПОДШИПНИКОВ 2 температурной термо высоколегированных например, 95 Х 18-Ш катки желоба полн большая мощность о ескои обраоотки никовых сталей, 347-Ш, для выфиля требуется ния. механич подши илп ЭИ ого про борудов Способ изготовления колец шарикоподшипников относится к области обработки металлов давлением и, в частности, может быть применен при изготовлении колец шарикоподшипников прокаткой,Известен способ прокатки желобов колец шариками или роликами, При таком способе изготовления происходит значительное короб- ление деталей, превосходящее обычные припуски на чистовую механическую обработку (шлифование) 11.При прокатке желоба роликами на внутреннем кольце шарикоподшипника типа 206 возникает волнистость по внутреннему диаметру в направлении оси кольца величиной 0,5 - 0,6 мм при припуске на шлифованпе 0,2 - 0,3 мм на сторону,Такое коробление обусловлено затрудненпостью тсчения деформируемого металла в плоскости, перпендикулярной направлению выкатки, так как с самого начала деформации желоба его радиус равен радиусу шариков или роликов. В случае совмещения выкдки зкелоба с упрочняющей термообработкой, например, термомеханической обработкои, исключающей после выкатки желоба возможност проведения токарной обработки деталей, такое короблепие является недопустимым, Кроме того, при деформировании псрсохлаждснного аустсиита в процессе низкоИзвестен также способ прокатки колец сзкслобом, выполненным по радиусу, состоящий из операций предварительной формовки О желоба кольца и последующей чистовой обкатки желооа роликом 2.Однако при таком способе черновое формообразование ведется до размеров, меньших как по ширине, так и по глубине готового 5 профиля. И при чистовом выкатывании требуются большие усилия для получения необходимого готового профиля, что приводит к повышенным деформациям и отклонениям размеров.О Для повышения точности изделия предлагаемым способом в процессе черновой формовки желооа фораируот канавку с глубиной 0,4 - 0,6 К и с радиусом 1,4 - 1,6 Я, где Г( - радиус желоба чистового кольца,5 11 а фиг, 1 представлена схема черновогоформоооразовдния; на фиг.- схема чистового формообразования кольца.В процессе черновой формовки кольца выкатывается канавка с глубиной ОЛ - 0,6 ра- О диуса жслобд чистового кол цд. При этом рд+ Г 3дпус канавки сост;1 вляст 1, -,6 рад 11 у 1; Чн. стового кольца.Затем, во второй операи: - чстовом на. катывании производят дсфо: нацию на полую глубину, При атом пист 1 т имеет радиус, равный радиусу готопог 1,:1.э АЙ 1,1,1 оисходит как бы сведение торцов 1.1-,сл 5 к инструменту,Такое выполнение способа изготовления колец шарикоподшипников позволяет значи- ТЕЛЬНО СНИЗтЬ УСИЛИЯ ПРИ ЧИСтозопн фОРМОВании и, следовательно, псвысить 1 очнссть готовых колец,П р и м е р. Изготовление внутренних колец радиальных шарикоподшипников типа 206 из сталей ЭИ 347-Ш и 95 Х 18-Ш.Размеры выкатываемого желоба: радиус 4,9 мм, глубина 1,9 мм, Предварительная выточка на заготовке, полученной точением из прутка или поковки, имеет размеры: радиус 7,5 мм (К/К=1,53), глубина 1,0 мм (ЬIЬ= =0,53), Выкатка производится двумя роликами с радиусом 4,9 в специальной машине МВ, в которой желоб выкатывается автоматически до заданной глубины.Заготовку с предварительно выполненной выточкой нагревают до температуры закалки, подстуживают или переохлакдают до температуры выкатки (500 - 600 С), устанавливают в машину. После выкатки желоба, кольцо извлекают из машины, охлаждают на воздухе до комнатной температуры (кольца из стали 95 Х 18-Ш подвергают дополнительному охлаждению до температуры минус 70 С), отпускают и далее шлифуют по стандартной технологии,41 рсд.15101 ы Й 1 ОСОб Наго 011 лс 115; кол 11,1; 1 ияаОЩ 5 й НИЗКОТЕМПЕраТурНу 10 1 Е 10 МН ханичсскую Обработку желобов, позволяет снизить коробление (волнистость в направлс.5 ппп 01 ольца) по вугренему диаметру до,2 ;:м прп пратически полном отсутстппп Овала. Твердость рабочей поверхоси колец ирп этом увсличвается на 2,5 - 4,5 сдницы 1 ИС, по сравнению со стандартной тсхноло гней, и составляет 115 КС 65 - 66 у стали."-.И 347-Ш и 62,5 - 63,5 у стали 95 Х 18-Ш, долговечность подшипников, собранных с гаки- :51 кольцам;., возрастает в 3 - 5 раз. Формула 1.Оорс те 1;1;я 1 Спосоо изготовления колец шарикоподшнпников с желобом, выполненным по радиусу, 20 состоящий из операций предварительной формовки желоба кольца и последующей чистовой обкатки желоба роликом, о т л и ч а ющ и Й с я тем, что, с цсль 10 повышсни 5 тОчнО.сти изделий, в процессе черновой формовки 25 желоба формируют канавку с г.11 бнной 0,4 -0,6 К и с радиусом 1,4 - 1,6 К, где К - радиус желоба чистового кольца. Источники информации,принятые во внимание при экспертизе1, Лвторское свидетельство СССР265156,кл, С 21 Р 7/14, 1968.2. Производство точных заготовок машино строительных деталей прокаткой НИИИНФОРМТЯ 5 КМАШ. М., 1968, с. 162, рис, 59,
СмотретьЗаявка
2183614, 24.10.1975
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ КОНСТРУКТОРСКО ТЕХНОЛОГИЧЕСКИЙ ИНСТИТУТ ПОДШИПНИКОВОЙ ПРОМЫШЛЕННОСТИ
КОНТЕР ЛИЯН ЯНОВИЧ, ШЕЙН АРКАДИЙ СОЛОМОНОВИЧ, СИМОНОВ АЛЕКСЕЙ ИВАНОВИЧ, АРТАМОНОВА ВЕРА ВАСИЛЬЕВНА, ФЕДОТОВА ВАЛЕНТИНА ДМИТРИЕВНА, ГРИГОРЯН МИНАС ТИГРАНОВИЧ, СОКОЛОВ ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: B21H 1/06
Метки: колец, шарикоподшипников
Опубликовано: 15.12.1977
Код ссылки
<a href="https://patents.su/2-583850-sposob-izgotovleniya-kolec-sharikopodshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления колец шарикоподшипников</a>
Способ отделочной обработки вогнутой тороидальной поверхности типа желоба наружного кольца радиального шарикоподшипника

Номер патента: 563272
Опубликовано: 30.06.1977
МПК: B24B 19/06
Метки: вогнутой, желоба, кольца, наружного, отделочной, поверхности, радиального, типа, тороидальной, шарикоподшипника
...инструмент 1, рабочая поверх ность которого имеет профиль, соответствующий профилю обрабатываемого желоба изделия 2, вращают вокруг собственных осей, а инструмент 1 подводят к обрабатываемой поверхности и далее осуществляют рабочую по дачу одним поворотным вокруг осн 3 нием. Для получения возможно больш метра инструмента без ухудшения уел работки размещают ось поворота шли ного шпинделя от оси вращения изд расстоянии, равном радиусу круговой лоба изделия, а ось вращения инст располагают по отношению к оси изд углом у, зависящим от параметров об ваемой поверхности изделия н ннстру определяемым по формуле90+ +- з гссозЯ зеса+ Я 1 да+ р)+Йт(2 Р+ Г соза) + (о - й)- г - с/(2 Я-и"1 а 1880 22 ,Го 550 Тиряхк 1130 1 ьодппспое ЦНИИПИ...
Устройство для измерения геометрических параметров дорожки качения колец радиально-упорных шарикоподшипников

Номер патента: 996847
Опубликовано: 15.02.1983
Автор: Алексеев
МПК: G01B 5/00
Метки: геометрических, дорожки, качения, колец, параметров, радиально-упорных, шарикоподшипников
...позволяет расширить номенклатуру контролируемых параметров. Формула изобретенияУстройство для измерения геометрическихпараметров дорожки качения колец радиально-упорных шарикоподшипников, содержа.щее станину, столик с баэовоя поверхностьюи упором, двуплечий рычаг, механизм взаимного перемещения рычага и столика и отсчетный узел с измерительным штоком, о тл и ч а ю щ е е с я тем, что, с цельюрасширения . номенклатуры контролируемыхпараметров, одно плечо рычага, предназначеноное для взаимодействия с контролируемойповерхностью, выполнено из двух шарнирносоединенных звеньев, расположенных в плоскости, перпендикулярной базовой поверхности столика, ось шарнира звеньев размещена на расстоянии номинальной величины положения дорожки...
Устройство для измерения геометрических параметров дорожки качения колец радиально-упорных шарикоподшипников
Номер патента: 996905
Опубликовано: 15.02.1983
Авторы: Колбасин, Кононенко, Максюшин
МПК: G01M 13/04
Метки: геометрических, дорожки, качения, колец, параметров, радиально-упорных, шарикоподшипников
...конуса с грузом и отсчетным устройством расположен ниже плоскости контакта шариков с дорожкой качения контролируемого кольца подшипника.На чертеже представлена конструктивная схема устройства.Предлагаемое устройство содержит корпус 1, на котором устанавливается, кольцо 15 2, два сепаратора 3 и 4, с измерительнымишариками, которые за счет подвижного измерительного конуса 5 с углом между осью и образующей, равным номинальному углу контакта подшипника, располагаются по окружности дорожки качения контролируе 2 в мого кольца 6. Отсчетное устройство 7 жестко связано с измерительным конусом 5. Для самоустановки шариков в точках контакта дорожки качения контролируемого кольца 6 на измерительном конусе 5 закреплен грузаран Редактор Л....
Устройство для сборки стопорного кольца с шарикоподшипником

Номер патента: 1706834
Опубликовано: 23.01.1992
Автор: Глушихин
МПК: B23P 19/02
Метки: кольца, сборки, стопорного, шарикоподшипником
...кольца.Высота стенок кольцевого торца оправки 4 перекрывает расстояние от верхнего торца подшипника 2 до его канавки. Сборку кольца с шарикоподшипником осуществляют одновременно с запрессовкой подшипника 2 на вал и в корпус 8 с помощью толкателя 9, внутри которого смонтирован подпружиненный захват 10.Устройство работает следующим образом.Подшипник 2 из магазина-накопителя (не показан) попадает в ложе- мент 3. Оправку 4 с набором пружинных юзлец 1, опускают, при этом образуется г рантированный зазор с между ее кольцевым торцом и верхней поверхностью ложемента, который выдерживается регулировочным винтом 6. После этого ходом пуансона 5 вниз нижнее иэ набора пружинное кольцо 1 попадает в этот гарантированный зазор и остается на наружном...
Механизм для доводки желобов колец шарикоподшипников

Номер патента: 100813
Опубликовано: 01.01.1955
Автор: Домокуров
МПК: B24B 19/06
Метки: доводки, желобов, колец, механизм, шарикоподшипников
...20, взаимодействующим с рычагом 1 б, а перемещение притира 12 в радиальном направлении до упора с желобом Осуществляется пружинной 21.Работа механизма осуществляется следующим образом,Вращательное движение притиру 12 сообщается приводным валом 7 через шарнирную связь 8, шпиндель б, зубчатый венец 9, шестерню 10, поводок 11, водило 17 и оправку 18. Колебательное движение притиру 12 сообщается качающейся головкой 4, приводимой в качательное движение от внешнего источника через втулку 5. Так как осевая плоскость желоба совпадает с осью вертикального шпинделя качающейся головки, а центр желоба (в горизонтальном сечении кольца) также совмещен с осью вертикального шпинделя качающейся голодовки,то притир получает колебательное движение...
Предыдущий патент: Устройство для подачи материала в рабочую зону пресса
Следующий патент: Инструмент для поперечно-клиновой прокатки
Случайный патент: Установка для испытания на прочность группы образцов