Способ изготовления абразивного инструмента
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 475258
Авторы: Зиненко, Кисельгоф, Лагунов, Спиридонов, Ткаченко, Федорченко


Текст
ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ 11475258 Союз Советскик Социалистических Республик) Приори Совета Министров СССРпо делам иэобретений 153)Д 1 02; 922 079, И, Кисельгоф, Ю, В. Лагунов, ВС. А. Ткаченко и А, И. Федорченкой абразивный комбинат и Днепрометаллургический институт) Заявители порожск БРАЗИВНОГ СТ Р УМ Е Н 1 А(54) СПОСОБ ИЗГОТОВЛЕ располагают по концентрическим окружностям.Изобретение поясняется чертежом,Инструмент имеет корпус 1, на нерабочей 5 стороне которого выполнены выступы 2.Выступы могут быть выполнены в виде усеченного конуса и могут быть расположены по концентрическим окружностям. Высота выступов равна 3 - 5 мм, диаметр основания 0 12 - 40 мм, а конусность 30 - 60.Выступы выполняют прессованием во время формования инструмента.Заформованные инструменты укладываютодин на другой. В этом случае печные газы 5 могут омывать инструмен г со все., сч ороси,в результате чего осуществляется равномерный нагрев изделия, чем обеспечиваются стабильные свойства и качество поверхности. ие касается изготовлени рументов, например шли на керамической связке. способы изготовления а мента, когда заформован предварительно уложе ергают сушке и термичес ля предупреждения сва в между их торцами под есок. я абра фоваль бразивные инные в кой обривания сыпают Однако кварцевыи песок проникает в тело инструмента под действием тяжести, и зазор между ними практически устраняется. После термообработки шлифовальные инструменты подвергают механической обработке. Это вызывает необходимость прессовать изделия с большими припусками, что, в свою очередь, повышает расход материала и затраты на механическую обработку,Кроме того, из-за отсутствия зазоров между торцами инструментов при термообработке создаются неодинаковые условия нагрева и охлаждения.Целью изобретения является повышение качества готового инструмента.Для этого во время формования на нерабочей стороне инструмента предусматривают технологические выступы, причем выстушн выполняют в виде усеченного конуса и 1. Способ изготовления абразивного инструмента, включающий формованне, сушку н 25 .термообработку с последующей механическойобработкой, отличающийся тем, что, целью повышения качества готового инструмента, во время формованпя на нерабочей стороне инструмента образуют технологпче 30 ские выступы; Изобретензивных инсных круговИзвестныного инструструменты,стопки, подработке. Динструментокварцевый п 1 редмет изобретенп475258 Составитель Н, Балашова Техред М, Семенов Корректор Н. Учакина Редактор О, Юркова Заказ 2409/4 Изд.1682 Тираж 932 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 2. Сг 1 особ по п. 1, отличающийся тем, что выступы выполняют в виде усеченного конуса. 3, Способ по и. 1, о )личаюшийся тем, что выступы располагают по концентрическим окружностям.
СмотретьЗаявка
1929275, 14.06.1973
ЗАПОРОЖСКИЙ АБРАЗИВНЫЙ КОМБИНАТ, ДНЕПРОПЕТРОВСКИЙ МЕТАЛЛУРГИЧЕСКИЙ ИНСТИТУТ
ЗИНЕНКО ИВАН СЕМЕНОВИЧ, КИСЕЛЬГОФ ЛАЗАРЬ ИЛЬИЧ, ЛАГУНОВ ЮРИЙ ВАСИЛЬЕВИЧ, СПИРИДОНОВ ВАДИМ АКИМОВИЧ, ТКАЧЕНКО СТАНИСЛАВ АЛЕКСАНДРОВИЧ, ФЕДОРЧЕНКО АНАТОЛИЙ ИВАНОВИЧ
МПК / Метки
МПК: B24D 3/00
Метки: абразивного, инструмента
Опубликовано: 30.06.1975
Код ссылки
<a href="https://patents.su/2-475258-sposob-izgotovleniya-abrazivnogo-instrumenta.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления абразивного инструмента</a>
Устройство для завертывания штучных изделий в виде усеченного конуса в ленточный упаковочный материал

Номер патента: 787272
Опубликовано: 15.12.1980
МПК: B65B 11/28
Метки: виде, завертывания, конуса, ленточный, материал, упаковочный, усеченного, штучных
...37 и 38и установленного с воэможностьювозвратно-поступательного движения 55 перпендикулярно продольной оси конуса.Для привода ножа Зб н возвратно-поступательное движение служит днуплечий рычаг 39, одно плечо которогошарнирно соединено с клиновиднымножом 36, а в другом его плече смон тирован ролик 40, взаимодействующий с кулачком 41, установленным навалу 42.Механизм 3 для загибания торцовконуса упаковочного материала отно сительно торцов изделий имеет при 78727230 Формула изобретения 1. Устройство для завертывания 40 штучных изделий и виде усеченногоконуса в ленточный упаковочный материал, содержащее рулонодержатель,механизм обра ования конуса из упаковочного матернала, состоящий иэ 45 двух расположенных один в другомконусов и...
Аппарат для выращивания микроорганизмов или клеток

Номер патента: 1773936
Опубликовано: 07.11.1992
Авторы: Думанский, Иваненко, Иванов, Карлаш, Кишко, Поводзинский, Селезнев, Спивак
МПК: C12M 1/04
Метки: аппарат, выращивания, клеток, микроорганизмов
...конусов и расположены по концентрическим окружностям по всей площади перегородки с чередованием обращения больших оснований этих конусов вверх-вниз, Применение конических отверстий позволяет создать дополнительную турбулизацию поверхностного слоя жидкости, усиливающую поверхностную аэрацию. Аэри рующая перегородка одновремен но выполняет роль механического пеногасителя.Вторым элементом новизны является разделение всего объема аппарата на две зоны: зону локальной аэрации и зону культивирования, Это достигается установкой пакета неподвижных конических (сужающейся частью вниз) перфорированных отражательных элементов с отбортовкой вниз между аэрирующей пластиной и гибкими пластинами. Установка отражательных элементов служит для...
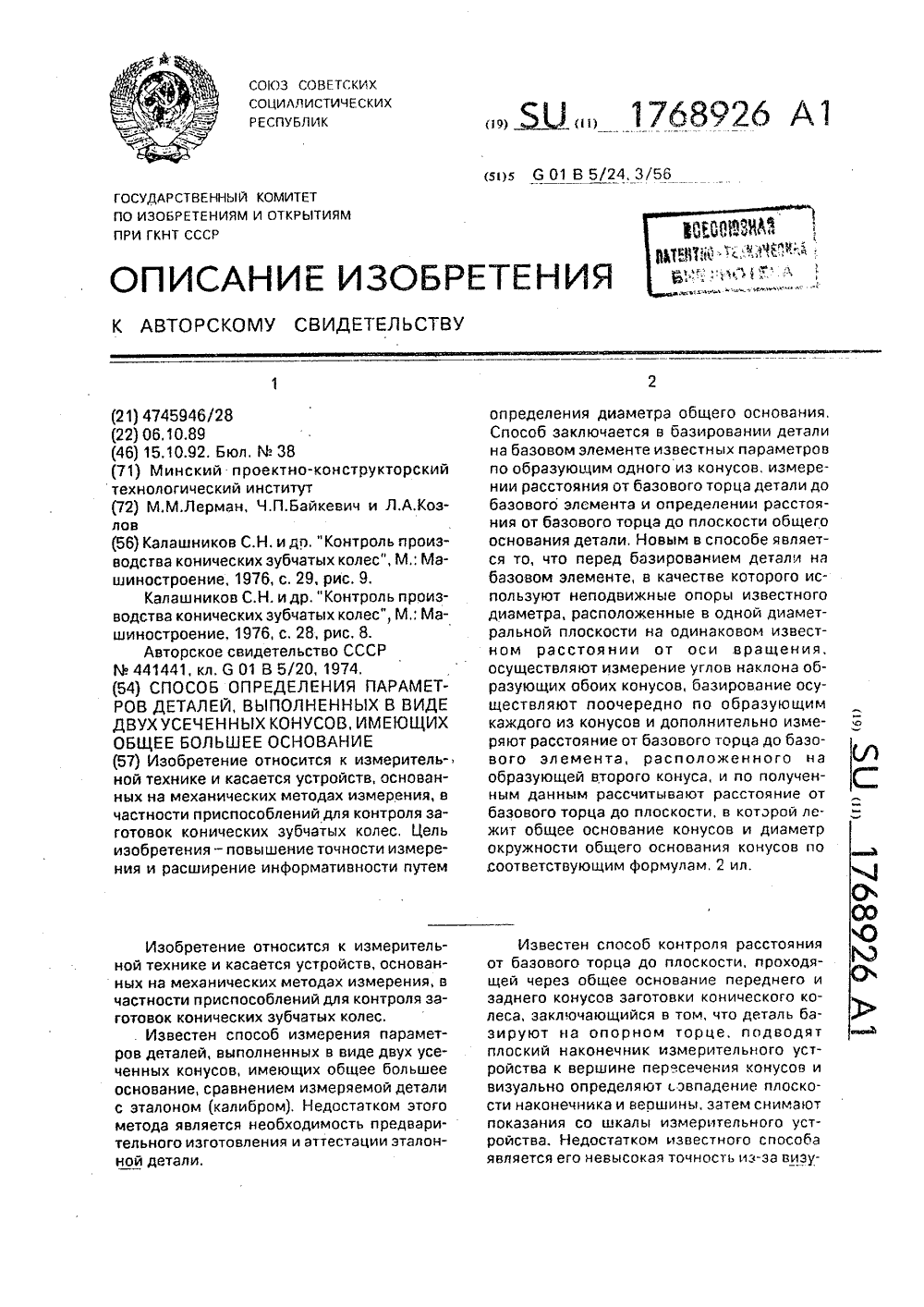
Способ определения параметров деталей, выполненных в виде двух усеченных конусов, имеющих общее большее основание
Номер патента: 1768926
Опубликовано: 15.10.1992
Авторы: Байкевич, Козлов, Лерман
Метки: большее, виде, выполненных, двух, имеющих, конусов, общее, основание, параметров, усеченных
...детали на базовом элементе, в качестве которого используют неподвижныеопоры заданнагодиаметра, расположенныев одной диаметральной плоскости на одинаковом известном расстоянии от оси вращения, осуществляют измерение углов обоихконусов, базирование осуществляют поочередно по образующим каждого из конусов идополнительно измеряют расстояние от базового торца до базового элемента, расположенного на образуощей второго конуса,а расстояние от базового торца до плоскости, в которой лежит общее основание конусов и диаметр окружности общегооснования конусов определяют по формулам(г) где О - диаметр окружности общего основания конусов;Н - расстояние от базового торца до плоскости, в которой лежит общее основание конусов;д 1 - угол наклона...
Инструмент для холодной обработки листового материала

Номер патента: 703190
Опубликовано: 15.12.1979
Авторы: Аверкиев, Агурицев, Алюшин, Гавриленко, Загребельный, Острижный, Семенов
МПК: B21D 37/00
Метки: инструмент, листового, холодной
...размеров зоны канавок; на фиг.4 - разрез Б-Б наФиг.3 (стрелками показано перемещение металла в области начальныхканавок),Предлагаемый инструмент выполненв виде усеченного конуса 1 с переходом на ципиндр 2, вдоль образующих конической поверхности выбраныуглубления в виде канавок, причемканавки 3 конической поверхностисмещены относительно канавок 4 наполовину шага между ними.Длина канавок 3, 4 равна Й/2, за-,висит от Котб и рассчитывается последующей формуле)и(" "ото)2 эвАГДе К ть - коэФфициент отбоРтовки;Рп - радиус цилиндрической части пуансона,Величина с (Фиг.4) принимаетсяравной (0,2-;1,0) толщины заготовки.Инструмент работает следующимобразом. Прн его внедрении в предварительно пробитое отверстие взоне канавок 4 по всей...
Инструмент для прессования изделий с пакетированием “рубашки

Номер патента: 1258548
Опубликовано: 23.09.1986
Авторы: Афонин, Белов, Касаткин, Кошурин, Насильников, Никифоров, Рашап, Рытиков, Шевакин, Ядыкин
МПК: B21C 25/06
Метки: инструмент, пакетированием, прессования, рубашки
...12 чер з рабочую 3 и контрольную 4 пресс-шайбы. Одновременно с прессованием иэделия 13 в зазоре, образованном рабочей пресс- шайбой 3 и контейнером 1, происходит формирование "рубашки" 9. Для этого диаметр рабочей пресс-шайбы на 1-27 меньше диаметра контейнера.При движении рабочей 3 и контрольной 4 пресс-шайб в направлении к матрице 2 "рубашка" 9 остаются на стенках контейнера в виде тонкостенной трубы. Острая кромка, образованная рабочей поверхностью 5 контрольной пресс-шайбы и ее боковой цилиндрической поверхностью, примыкающей к контейнеру, отгибает "рубашку" 9 от стенки контейнера 1 и заворачивает ее по поверхности 7 перехода в направлении к рабочей пресс-шайбе 3, Окончательное смятие "рубашки" происходит при ее...
Предыдущий патент: Способ правки кругов из синтетических сверхтвердых материалов
Следующий патент: Устройство для установки и съема поршневых колец
Случайный патент: Дыропробивной пресс комбинированных ножниц