Способ регулирования процесса плавки металлов и сплавов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 446551
Авторы: Изаксон-Демидов, Неуструев, Сельцер, Ходоровский


Текст
(51) М, 1333810/2 с присоединением заявк Государственныи комитет авета Министров СССР(088.8) 5.10.74, Бюллетень38ания описания 29.07.75 елам изобретений и открытий ата опублик 2) Авторы изобретения Сельцер, А, А. Неуструев, Г. Л. Ходоровск и Ю, А. Изаксон-Демидов(71) Заявител РЕГУЛ ИРОВАН ИЯ ПРОЦЕССАМЕТАЛЛОВ И СПЛАВОВ ВКИ(54) СПОС 2 о. = Я(7 м) , =- Е ,2 Изобретение относится к области металлургии высокореакциоццых и тугоплдвких металлов и может быть использовано при производстве слитков и фасоццого литья в ьакуумцых гдрциссдкцых печах,Известен способ регулирования процесса плавки металлов и сплавов в вакуумной гарниссажной печи, при котором силу тока поддерживают либо постоянной, либо изменяют по заранее заданной программе (как, например, в печи Нева), Однако известный способ не обеспечивает получения стабильного количества и не гарантирует качества наплавленного металла при одной и той же силе тока, так как при этом не учитывается изменение толщины гарниссажа в процессе плавки, зависящей от целого ряда причин (неуправляемость дугой и т, д.). Поэтому применение известного способа в гарниссажных печах приводит к значительным потерям металла (в случае роста гарниссажа) илп браку слитков (в случае оплавления гарциссажа),Для увеличения производительности печи и повышения качества слитков по предлагаемому способу регулируют процесс плавки путем изменения силы тока в зависимости от изменения толщины гарниссажа. Это позволяет вести плавку при оптимальной толщине гарниссажа и гарантирует получение необходимого и стабильного количества наплавленного металла высокого качества,Толщина гарниссажа в процессе плавкиможет быть определена различными способами. Так исследованиями гидродццамики расплава ц температурного поля стенки гарццс сажного тигля установлено, что между температурой цаплавлеццого металла, толщиной гарниссажа и температурой стенки тигля в каждый момент времени существует однозначная зависимость, Для каждой конструкции 10 печи существует аналитически определяемыйоператор, связывающий температуру наплавленного металла Т,толщину гарциссажа бг и температуру в определенной точке стенки тигля 1,:15(1) где Я и У. - операторы связи, учитывающие 20 конструктивные параметры печи, род переплавляемого металла и силу тока.Таким образом, для достижения и поддержания заданной температуры цаплавленцого металла, обеспечивающей в соответствии с 25 выражением (1) определенную толщину гарниссажа, необходимо дозировать силу тока.На чертеже представлены эталонные кривые изменения температуры стенки гарниссажного тигля во времени для различных зна чений толщины гарниссажа и температурынаплавленного металла,Корректор А. Степанов Редктор Н. Аносова Заказ 1708/11 Изд.1426 Тираж 591 Подписное ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий Москва, Ж, Раушская наб., д. 4/5Типография, пр. Сапунова, 2 Измеряя температуру стенки тигля в процессе плавки (кривая а) и сравнивая ее с эталонными кривыми, можно найти толщину гарниссажа и температуру наплавленного металла в данный момент времени. Например, в момент времени т, действительная толщина гарниссажа равна о, и температура наплавленного металла Тв момент т, толщина гарниссажа - б," и температура металла - Тм" и т. д.Таким образом, определяется изменение толщины гарниссажа во время плавки, которое используется в качестве сигнала для изменения силы тока для поддержания оптимальной толщины гарниссажа и достижения заданной температуры наплавленного металла. 1. Способ регулирования процесса плавкиметаллов и сплавов в гарниссажной печи пу тем изменения силы тока, отличающийсятем, что, с целью увеличения производительности печи и повышения качества слитков, величину тока изменяют в функции толщины гарниссажа.10 2. Способ по п. 1, отличающийся тем,что толщину гарниссажа контролируют по температуре стенки тигля.3. Способ по пп, 1 и 2, отличающийсятем, что, с целью достижения в конце плавки 15 заданной температуры наплавленного металла, регулирование ведут по эталонной кривой температуры стенки тигля.
СмотретьЗаявка
1202540, 08.12.1967
ПРЕДПРИЯТИЕ ПЯ Г-4696
СЕЛЬЦЕР М. Д, НЕУСТРУЕВ А. А, ХОДОРОВСКИЙ Г. Л, ИЗАКСОН-ДЕМИДОВ Ю. А
МПК / Метки
МПК: C21C 5/56
Метки: металлов, плавки, процесса, сплавов
Опубликовано: 15.10.1974
Код ссылки
<a href="https://patents.su/2-446551-sposob-regulirovaniya-processa-plavki-metallov-i-splavov.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса плавки металлов и сплавов</a>
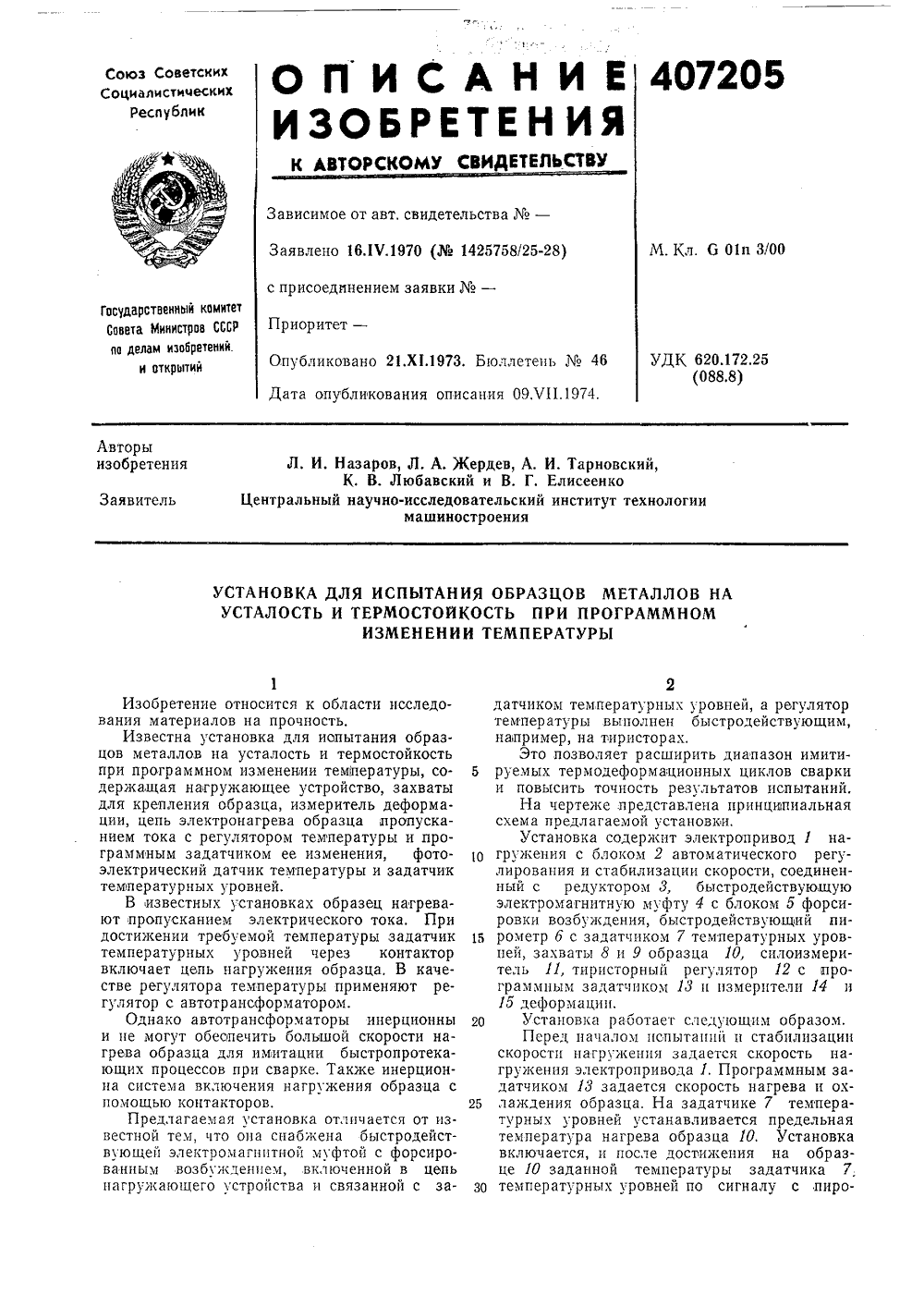
Установка для испытания образцов металлов на усталость и термостойкость при программном изменении температуры
Номер патента: 407205
Опубликовано: 01.01.1973
Авторы: Вител, Елисеенко, Жердев, Любавский, Тарновский
МПК: G01N 3/00
Метки: изменении, испытания, металлов, образцов, программном, температуры, термостойкость, усталость
...с задатчиком температурных уровнеи, ортемпературы выполнен быстроде им,например, на тиристорах.Это позволяет расширить диапазон имити 5 руемых термодеформационных циклов сваркии повысить точность результатов испытаний.На чертеже представлена принципиальнаясхема предлагаемой установки,Установка содержит электропривод 1 на 1 о гружения с блоком 2 автоматического регулирования и стабилизации скорости, соединенный с редуктором 3, быстродействующуюэлектромагнитную муфту 4 с блоком 5 форсировки возбуждения, быстродействующий пи 15 рометр 6 с задатчиком 7 температурных уровней, захваты 8 и 9 образца 10, силоизмеритель 11, тиристорный регулятор 12 с программным задатчиком И и измерители 14 и15 деформации.20 Установка работает следующим...
Устройство для непрерывного измерения изменений температуры стенки камеры в металлургической печи

Номер патента: 629905
Опубликовано: 25.10.1978
Автор: Гьи
МПК: G01K 7/04
Метки: изменений, камеры, металлургической, непрерывного, печи, стенки, температуры
...фланцем 36, на котором смонтирован серводвигатель 26, Нанравляюшаяштанга 37, выполняющая роль распорной,балки между фланцами 35 и 36, используется также в качестве напраищющейопорной плиты 38, которая прикрепленак задней чести домкрата 19, Гайка 39,наглухо закрепленная в опорной плите 38,обеспечивает прямолинейное перемещениеплиты при вращении в ней резьбовой тяги, что вызывает прямолинейное перемещение измерительной трубки 8, 62990 5На серводвигателе 26 можно установитьпредохранительные стопорные устройства, атакже ручн ой или автоматический переключатель, позволяющий осуществить переводизмерительной трубки в акчивное положение или ее полный вывод из печи. Крометого, паралледьно рез .бовой тяге 29 или34 можно установить...
Способ производства магнезит-карборундовых тиглей для плавки платины и платиновых металлов

Номер патента: 77973
Опубликовано: 01.01.1949
МПК: C22B 11/12, F27B 14/10
Метки: магнезит-карборундовых, металлов, плавки, платиновых, платины, производства, тиглей
...наносится на сырой тигель путем его заливки шликером надлежащей консистенции.Тигель с нанесенной обмазкой просушивают и обжигают в окислительной атмосфере прн температуребн 1. 77973 Л,5 10,01,5 20 25 - 30 40 88. це ниже 1430 С, ц с выдержкой прц этой температуре в течение не менее 2 - 3 час,Термическая стойкость тигля обеспечивается наличием в черепке тигля крупных зерен высокотеплопроводного карборунда, а высокая огнеупорность магнезитом, составляющим основную массу черепка и не образующим с карборуцдом легкоплавких расплавов.Обмазка из технически или химически чистых материалов предохраняет расплавленный металл от загрязнения .в процессе плавки,гНиуе приводятся составы магнезит-карбопундовой смеси для изготовлениякорпуса тигля...
Огнеупорная смесь для изготовления тиглей для плавки тугоплавких металлов и жаропрочных сплавов

Номер патента: 115307
Опубликовано: 01.01.1958
Авторы: Басалова, Маргулис, Стовбур
МПК: B22C 1/00, B22D 41/02, F27B 14/10
Метки: жаропрочных, металлов, огнеупорная, плавки, смесь, сплавов, тиглей, тугоплавких
...по делам изобретений и открытий при Совете Министров СССРедактор Е, Г. Гончар ьскпп отдел Поди. к печ. 15,ЪП 1-58 г. Зак. 2574 Тир. 950 Цена 25 коп. нформационно-издатбъем 0,17 п. л. ипография Комитета ио делам изобретений и открытий при Совете Министров ССС Москва, Петровка, 14Известно применение плавленной двуокиси циркония в качестве огнеупорного материала при изготовлении тиглей для плавки металлов.Особенность предлагаемой огнеупорной смеси для изготовления тиглей, с целью повышения их термической стойкости, заключается в том, что смесь состоит из 50 - 70% двуокиси циркония, стабилизированной 5 - 10% окиси кальция или окиси магния и 30 - 50% нестабилизированной двуокиси циркония Огнеупорная смесь для изготовления тиглей для...
Способ управления процессом плавления металла в индукционной чугуноплавильной тигельной печи

Номер патента: 1640175
Опубликовано: 07.04.1991
Авторы: Ладожский, Политковский, Сургучев
МПК: C21C 1/08
Метки: индукционной, металла, печи, плавления, процессом, тигельной, чугуноплавильной
...температуры металла в указанный момент времени (при проведении экспериментальной плавки). Указанный прием позволяет определить состояние металла в печи, избежать излишнего нагрева металла, перерасходов электроэнергии и повышенного износа футеровки.На периоде перегрева жидкой ванны между металлом и атмосферной печи устанавливается термодинамическое равновесие, которое характеризуется одинаковой скоростью роста температуры металла и атмосферы печи. Это явление основывается на том, что изменением теплопотерь из печи в результате изменения температуры металла и атмосферы печи можно пренебречь ввиду малости этих изменений, Следовательно, для конкретных сложившихся для данного периода перегрева условий поступление тепла в атмосферу печи...
Предыдущий патент: Способ углевосстановительной плавки
Следующий патент: Окатыши для рафинирования чугуна и стали
Случайный патент: Способ определения сваренности массы из крахмалосодержащего сырья