361036
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 361036
Текст
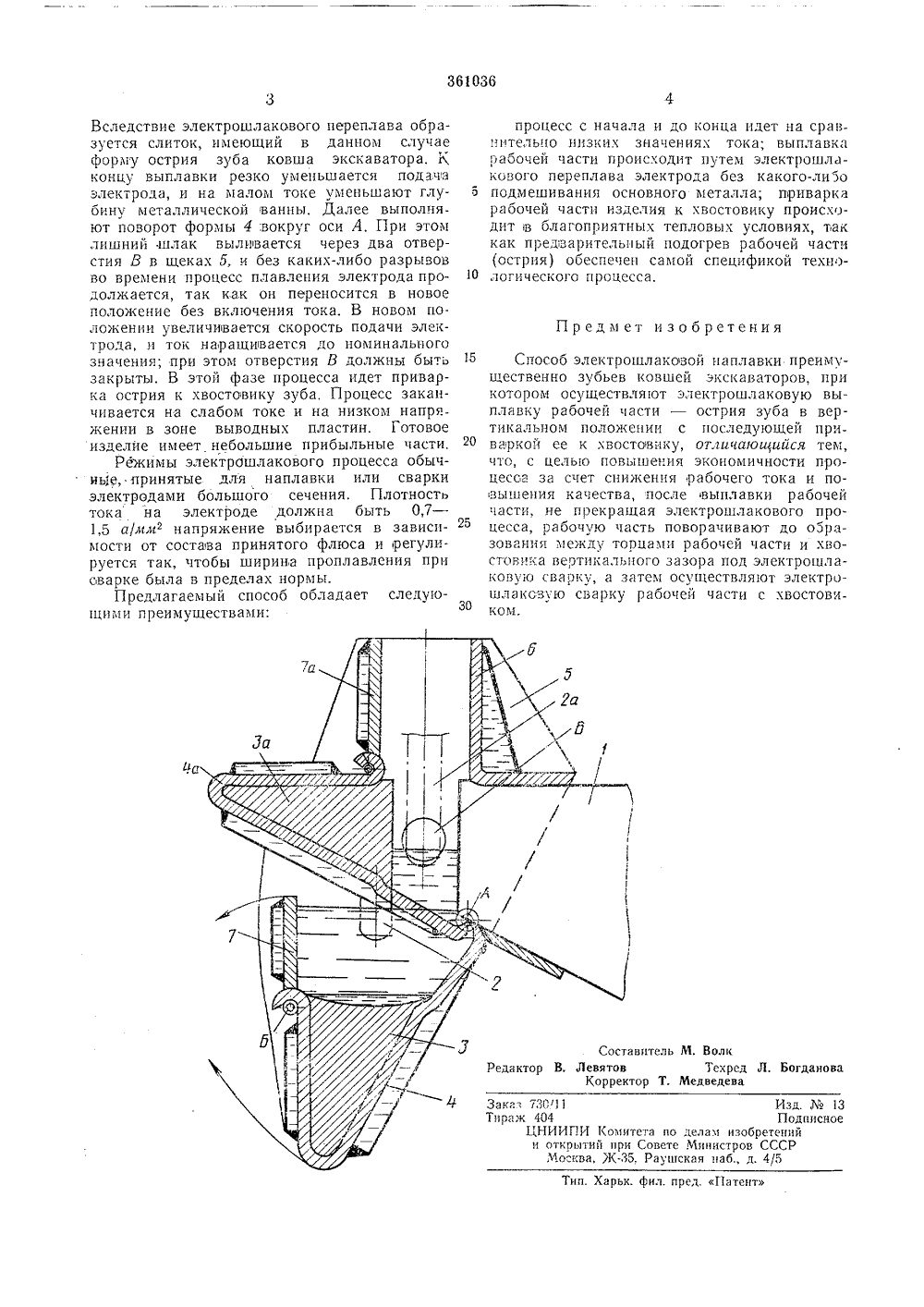
ОП ИСАНИЕИЗОБВЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистичесиих Республиаявлено 01 11,1971 присоединением заявки-оюитет оо дела Приоритет изобретений и открытий ори Совете Иииистрое СССР, Шварцер нецкий политехнический т аявитель ЕКТРОШЛАКОВОй НАПЛАВКИ О Изобретение относится к способам электрошлаковой наплавки, сварки и отливки сиспользованием нагрева и расплавленияэлектродного и основного металла за счеттепла, выделяемого в расплавленном шлаке 5при пропускании через него электрическоготока, и может быть использовано при изготовлении зубьев ковшей экскаваторов режущего инструмента, кернов клещевых кранов,буровых долот, и т. п. деталей с упрочненной 10рабочей частью и хвостовиком из конструкционной стали. Известны три способа изготовления этих деталей: стыко-шлаковая наплавка, электрошлаковая с принудительнымформированием, приварка заранее отлитой 15рабочей части изделия,Изобретение позволяет получать биметаллические детали высокого качества на установках небольшой мощности без технологических затруднений, что достигается благодаря повороту выплавленной рабочец части изделия относительно хвостовика с последующей их электрошлаковой приваркой в едином непрерывном процессе до образования вертикального зазора под электрошлаковую сварку.Предлагаемый способ поясняется чертежом.3 агото вочном ст в двух по и 2 а пос, отлитое о ЗцДа.А подвижно Б - одн ,двцжное движное поворотнь шлака,изготовлени тенимы все т стыко-шл ако лавляется в а затем в ш лавляется и нный металл большая си товика и сть атора ЭКГ000 а. Источни акой ток, дори извой на медной лак по- погру- Недола тока 25 биметал едующим трод задаают в раб ают напряшлак, по подачу э лическоц образом. ного хночее прожение и сле чего чектрода. вления тся слэлек огруж включ Процесс изгото детали осуществляе Литой пластинчатый мического состава и странство формы 4, заливают расплавле включают автоматцч ковки. ток в ки пи. роги и30 ныцескую В конкретном случаековша экскаватора приьвестных спосооа. Приплавке острие зуба выпводоохлаждаемой форме,гружается хвостовик, опжается далее в расплавлестатком способа являетсяв период прогрева хвосДля зубьев ковша экскавэтот период превышает 5тания, рассчитанные на тдефицитцы,вка зуба 1 установлена на наплаенде неподвижно. Электрод показан ложениях - 2 при выплавке острия че поворота формы. Точно также ц стрие показано в двух положения.; налогично 4 и 4 а - два положения й медной водоохлаждаемоц формы, а из двух боковых щек, б - неповыводное приспособление 7 ц 7 а - по- выводное приспособление, А и Б - е оси, В - отверстие для слива361036 олкТехрсд Л. Богданов едева орТ.М Изд.Подптета по делам изобретенийСовете Министров СССР5. Раушскан наб., д. 4/5 сно Вследствие электрошлакового переплава образуется слиток, имеющий в данном случае форму острия зуба ковша экскаватора, К концу выплавки резко уменьшается подача электрода, и на малом токе уменьшают ггубину металлической ванны. Далее выполняют поворот формы 4,вокруг оси А. При этом лишний шлак выливается через два отверстия В в щеках 5, и без каких-либо разрывов во времени процесс плавления электрода продолжается, так как он переносится в новое положение без включения тока. В новом по. ложении увеличивается скорость подачи электрода, и ток наращивается до номинального значения; при этом отверстия В должны быть закрыты. В этой фазе процесса идет приварка острия к хвостовику зуба. Процесс заканчивается на слабом токе и на низком напряжении в зоне выводных пластин. Готовое изделие имеет небольшие прибыльные части,Режимы электрдшлакового процесса обычнь 1 е, принятые для наплавки или сварки электродами большого сечения, Плотность тока на электроде должна быть 0,7 - 1,5 ам,и напряжение выбирается в зависимости от состава принятого флюса и регулируется так, чтобы ширина проплавления прн сварке была в пределах нормы.Предлагаемый способ обладает следующими преимуществами; процесс с начала и до конца идет на сравнительпо низких значениях тока; выплавка рабочей части происходит путем электрошлакового переплава электрода без какого-либо 5 подмешивания основного металла; приваркарабочей части изделия к хвостовику происходит в благоприятных тепловых условиях, так как предсварительный подогрев рабочей части (острия) обеспечен самой спецификой техно логического процесса. Предмет изобретения Способ электрошлаковой наплавки преимущественно зубьев ковшей экскаваторов, при котором осуществляют электрошлаковую выплавку рабочей части - острия зуба в вертикальном положении с последующей приваркой ее к хвостовику, отличающийся тем, что, с целью повышения экономичности процесса за счет снижения рабочего тока и повынения качества, после выплавки рабочей части, не прекращая электрошлакового процесса, рабочую часть поворачивают до образования между торцами рабочей части и хвостовика вертикального зазора под электрошлаковую сварку, а затем осуществляют электро- шлаковую сварку рабочей части с хвостови Тип. Харьк. фил. пред. Патент
СмотретьЗаявка
1616471
МПК / Метки
МПК: B22D 19/00, B23K 25/00
Метки: 361036
Опубликовано: 01.01.1973
Код ссылки
<a href="https://patents.su/2-361036-361036.html" target="_blank" rel="follow" title="База патентов СССР">361036</a>
Способ восстановления изношенных частей рабочей поверхности форм

Номер патента: 480561
Опубликовано: 15.08.1975
Авторы: Богданов, Макеев, Резников, Сараев, Эсаулинков
МПК: B28B 7/00
Метки: восстановления, изношенных, поверхности, рабочей, форм, частей
...формообразующих элементов на поверхность формы устанавливают пластины и их соединение с новыми цельноштампованными формообразующими элементами осуществляют сваркой через окна, образованные на изношенных частях формы,На чертеже показана предлагаемая форма,разрез.Восстановление длинномерных форм дляпроизводства, например, шпал по данному 5 способу осуществляется путем усиления старых изношенных частей 1 формы новыми птампованнымп формообразующими элементами 2, которые приварпвают к старой форме без удаления изношенных частей, Каркасом 10 отремонтированной формы служит стараяформа, что повышает продольную жесткость конструкции.Так как наружные размеры укладываемогоформообразующего элемента отличаются от 15 внутренних размеров изношенных...
Способ автоматического регулирования процесса увлажнения офсетных форм

Номер патента: 719895
Опубликовано: 05.03.1980
МПК: B41F 31/12
Метки: офсетных, процесса, увлажнения, форм
...значением разности плотности оттисков,На фиг. 1 изображена структурная схе-ма устройства, поясняющая способ; на 2фиг. 2 - зависимости оптических плотностей 0 и В от толщины слоя влагидля двух оттисков, имеющих различныеоптические плотности; на фиг. 3 - разность В - О , которая имеет отчетливый экстремальный характер,Устройство содержит яркости 1 и 2оттисков, фотоэлементы 3 н 4, блоки 5и 6 преобразователей, блок вычитания 7,усилитель 8, экстремальный регулятор9, исполнительный механизм 10, офсетную форму 11,Устройство работает следующим образом,На офсетной форме 13. наносятся двеметки, отличающиеся своими растровымиплотностями, Яркости оттисков 1 и 2этих меток измеряют фотоэлементами 3и 4 и преобразуют в блоклх 5 и Г в оптические...
Способ изготовления рабочих полостей матриц пресс-форм

Номер патента: 1625581
Опубликовано: 07.02.1991
Авторы: Лясников, Нестеров, Тыквин
МПК: B21K 5/20
Метки: матриц, полостей, пресс-форм, рабочих
...и, перемещаясь за мастер-пуансоном 2, переходит в процессе деформации в стенки по лости, Поэтому нарушения сплошности металла в этих местах полости не происходит.П р и м е р. Изготавливают матрицу, имеющую рабочую полость размерами 40 х 60 мм в плане и глубину 15 мм. На дне 15 полости имеется трапецеидальный выступ, который расположен вдоль короткой стороны поперечного сечения полости и делит объем полости на две равные взаимно изолированные части. Основание выступа име ет ширину 10 мм, высоту 7 мм и углы наклона боковых поверхностей 3 от нормали к основанию. Материал матрицы - сталь АРМКО.Для выдавливания заданной рабочей по лости матрицы изготавливают заготовку 1 размером 100 х 150 х 50 мм с трапецеидальным выступом А на короткой оси...
Установка для электродуговой наплавки зубьев венцов
Номер патента: 1567339
Опубликовано: 30.05.1990
Авторы: Земляник, Колесников, Корнешов, Углев, Шумилин
МПК: B23K 9/04
Метки: венцов, зубьев, наплавки, электродуговой
...ири выполнении слоев, начиная с третьего, действует ца коиир 26, выполненный ио форме фаин и через вап 24 отклоняет свдрочгцпе мундштуки в сторону корня зуба (противопозожую от фаски на вершине зуба) .Пос.пе одновременной наипднкдвухповерхностей кокпи отводят стол, поднимают в исходное состояние и кронштейном 6 вращают венец в горизонтальной плоскости на оциц шаг.После цаилавки всех зубьев с:тоз совершает маршезое перемещение вниз,дирдвляннцзе мс.хднизмд съема (не ио -кдздцы) с:ланют венец ц перемещаютего в термостдт (це показан). Одцовременно в зсну наплавки подаютспсдукщий венец и повторяют цик.гснапавкиЗакрепление цд одно вертикальнооси с кокипем подпружиненного Г-образного упора, ндхсздящегося в контдкте с ндипавпяемой деталью и...
Устройство для контроля процесса травления офсетных форм

Номер патента: 185662
Опубликовано: 01.01.1966
Авторы: Батюшко, Джимшелишвили, Холодов
МПК: C23F 1/08
Метки: офсетных, процесса, травления, форм
...меди после окончания травления никеля (хрома) может иметь место падение напряжения, т. е. кривая имеет максимум. Определение момента окончания растворения никеля (хрома) субъективно, так как конечное значение тока заранее неизвестно. Значение максимального напряжения также заранее неизвестно, так как зависит от многих факторов, в том числе и Ю. В. Холодов д 1 11, 1 т тут полиграфицекоРТЕ "ТИОй,из плеч которого включено напряжение ванны, а в другое - -секционированный реохорд 1, отделыняе секции которого переключает шаговый искатель 2 при разбалансе моста. Усилитель мощности состоит из двух триодов 5 3, 4, включенных встречно-параллельно. В цепь коллекторов этих триодов включены обмотки поляризованного реле б. Релейный исполнительный...
Предыдущий патент: Способ получения биметаллических труб
Следующий патент: Способ оценки склонности сварочных материалов к образованию пор
Случайный патент: Затвор топливного бака транспортного средства