Способ изготовления уплотнительных манжет
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
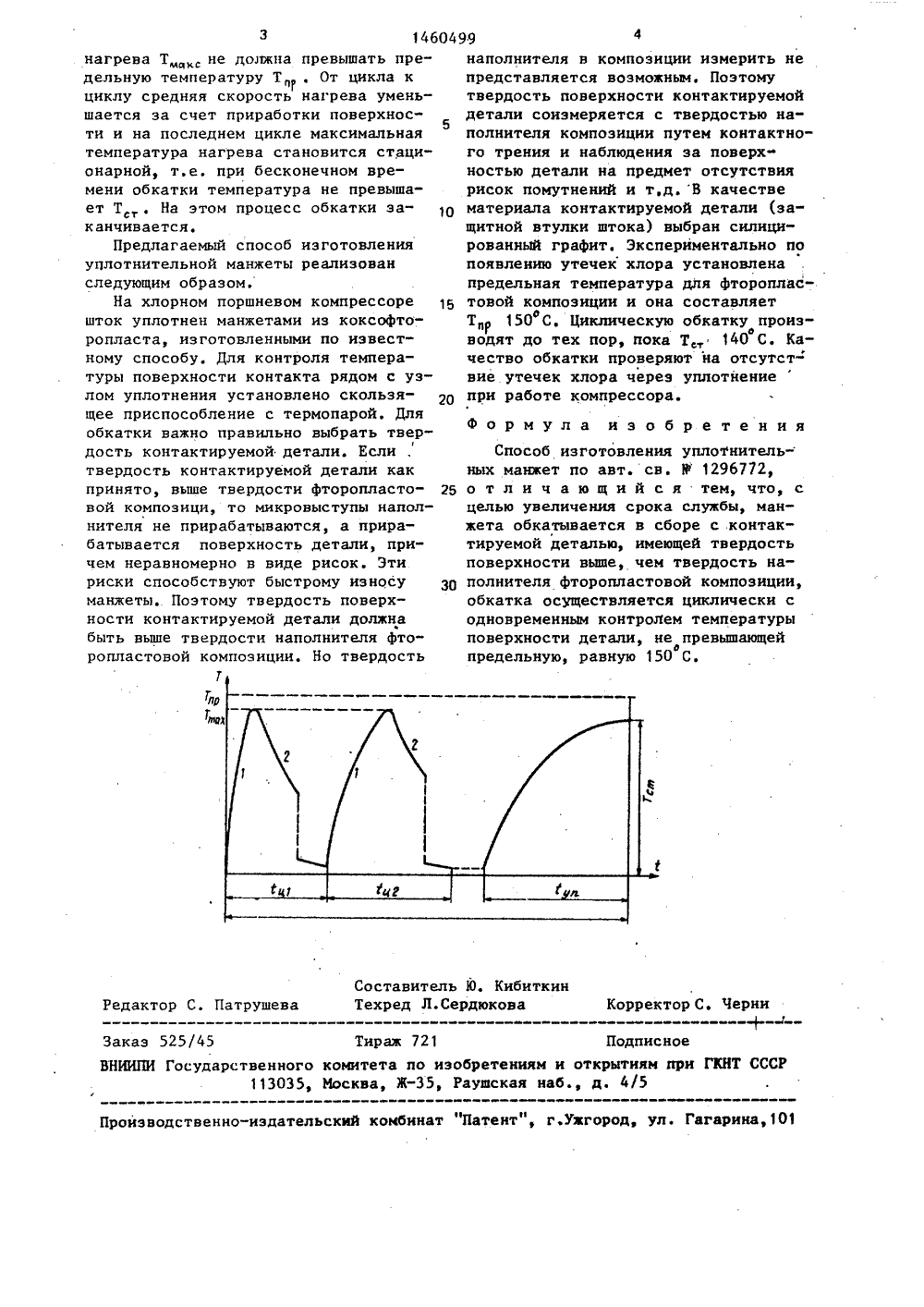
/32 ПИСАНИЕ ИЗОБРЕТЕН ЕТЕЛЬСТВУ К АВТОРСКОМУ ство СССР /32, 1986. УПЛОТНИТЕЛЬ ем- ты с, цт1 а 1 Каждый цикл сост вей изменения темпе и охлаждения 2. При ва соответствует прт из дВух Вет туры: нагрева 1 том ветвь нагре ессу обкатки, а бкатка прекра на ветви охлаждениящается. Максимальная емператур ОСУДАРСТВЕННЫЙ КОМИТЕТО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯРИ ГКНТ СССР(54) СПОСОБ ИЗГОТОВЛЕНИЯеа НЫХ МАНЖЕТ(57) Изобретение относится к способам изготовления манжет из фторопластовых композиций может найти применение в машиностроении и позволяет Изобретение относится к уплотнительной технике и является усовершенствованием способа по авт.св. У 1296772.Целью изобретения является повышение срока службы манжеты из наполненных фторопластов.Способ изготовления уплотнительных манжет заключается в том, что заготовку таблетируют, спекают с последующей механической обработкой и выгибают ее до необходимой формы с выдержкой в напряженном состоянии для получения необходимого уровня остаточных напряжений. Затем манжету собирают с контактируемой деталью, твердость которой выше твердости наполнителя композиции, и производят циклическую обкатку с одновременным контролем температуры поверхности контакта, которая не, должна превышать предельной. температуры Т , при которойначинает разрушаться фторопластовая основа композиции. повысить срок службы манжеты. Способизготовления уплотнительных манжетзаключается в таблетировании, спекании заготовок с последующей механической обработкой и выгибанием до необходимой формы с выдержкой в напряженном состоянии, Манжету собирают и обкатывают циклически с контактируемойдеталью, твердость которой выше твердости наполнителя композиции, и одновременно контролируют температурурабочей поверхности, которая не должна превышать предельной Т = 150 С.1 ил Обкатка производится циклически для того, чтобы не перегреть фторопластовую основу выше предельной т пературы. Обкатка поверхности манже продолжается до тех пор, пока стационарная температура нагрева поверхности контактируемой детали будет меньше предельной ТТНа чертеже представлен график изменения температуры поверхности контактируемой детали при обкатке.Весь период обкатки состоит из и-циклов длительностью г. . Период процесса обкаткиравен сумме146049 Формула изобретения Способ изготовления уплотнительных манжет по авт. св. У 1296772, о т л и ч а ю щ и й с я тем, что, с целью увеличения срока службы, манжета обкатывается в сборе с контактируемой деталью, имеющей твердость поверхности выше, чем твердость наполнителя фторопластовой композиции, обкатка осуществляется циклически с одновременным контролем температуры поверхности детали, не превышающейОпредельную, равную 150 С. Составитель Ю. КибиткинТехред Л.Сердюкова Корректор С. Черни Редактор атруш Заказ 525/45 Тираж 721 ПодписноеВНИИПИ Государственного комитета по изобретениям и открытиям при ГЕНТ ССС113035, Москва, Ж, Раушская наб., д. 4/5 венно-издательский комбинат "Патент", г,ужгород, ул. Гагарина,10 Произв нагрева Т , не должна превышать предельную температуру Т . От цикла к циклу средняя скорость нагрева уменьшается за счет приработки поверхнос 5 ти и на последнем цикле максимальная температура нагрева становится стационарной, т.е. при бесконечном времени обкатки температура не превышает Т . На этом процесс обкатки заканчивается.Предлагаемый способ изготовления уплотнительной манжеты реализован следующим образом.На хлорном поршневом компрессоре шток уплотнен манжетами из коксофторопласта, изготовленными по известному способу. Для контроля температуры поверхности контакта рядом с узлом уплотнения установлено скользящее приспособление с термопарой. Для обкатки важно правильно выбрать твер дость контактируемой детали. Если твердость контактируемой детали как принято, выше твердости фторопласто б вой композици, то микровыступы наполнителя не прирабатываются, а прирабатывается поверхность детали, при" чем неравномерно в виде рисок. Эти риски способствуют быстрому износу З 0 манжеты. Поэтому твердость поверхности контактируемой детали должна быть вьппе твердости наполнителя фто" ропластовой композиции. Но твердость1 Ър 1 дах 94наполнителя в композиции измерить не представляется возможнья. Поэтому твердость поверхности контактируемой детали соиэмеряется с твердостью наполнителя композиции путем контактного трения и наблюдения за поверх ностью детали на предмет отсутствия рисок помутнений и т,д. В качестве материала контактируемой детали (защитной втулки штока) выбран силицированный графит. Экспериментально по появлению утечек хлора установлена предельная температура для фторопластовой композиции и она составляет Т 150 С. Циклическую обкатку произо водят до тех пор, пока Т, 140 С. Качество обкатки проверяют на отсутствие утечек хлора через уплотнениепри работе компрессора.
СмотретьЗаявка
4290250, 27.07.1987
ПРЕДПРИЯТИЕ ПЯ А-7593
ЛУКЬЯНЦЕВ ЛЕОНИД МИХАЙЛОВИЧ, ЕГОРОВ НИКОЛАЙ ИВАНОВИЧ
МПК / Метки
МПК: F16J 15/32
Метки: манжет, уплотнительных
Опубликовано: 23.02.1989
Код ссылки
<a href="https://patents.su/2-1460499-sposob-izgotovleniya-uplotnitelnykh-manzhet.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления уплотнительных манжет</a>
Способ монтажа полимерных элементов на цилиндрических поверхностях детали

Номер патента: 1553400
Опубликовано: 30.03.1990
Авторы: Бокшицкий, Громов, Паризенберг, Рябцев
МПК: B29C 65/66
Метки: детали, монтажа, поверхностях, полимерных, цилиндрических, элементов
...этот момент ограничительная прорезь каждой оправки 8 касается своего стопорного винта 18, после чего отключают подачу напряжения на спирали 7 и, подавая через штуцер 19 хладагент в зону деформирования Ь, производят охлаждение до температуры стеклования фтоаропласта, т.е. до 127 С.Скоростьпущенной в корпус 31 через клеммнуюкоробку 35. Степень восстановленияпервоначальных размеров оцениваютпо величине зазора между торцом втулки 22 и маховиком 25. При этом переднагревом величина зазора равна нулю.В процессе и выдержке при заданнойтемпературе этот зазор увеличива ется за счет подъема боковыхотводов2.фторопластового элемента 1 в результате его восстановления. При достижении величины зазора, равной высоте Н (35 мм) бокового отвода 2...
Способ упрочнения поверхности детали

Номер патента: 1790471
Опубликовано: 23.01.1993
Авторы: Богомолов, Заболотный, Климанов
МПК: B22D 19/08
Метки: детали, поверхности, упрочнения
...между упрочняемыми поверхностями и оснасткой фиксируют связующим веществом. Оснастку изготавливают из вулканизированной резины, причем ее снимают перед нагревом детали и износостойкого материала, Деталь с.зафиксированным на нем с помощью связующего вещества износостойким материалом и матричным металлом в виде шихтовой заготовки помещают в печь в среде огнеупорного наполнителя и нагревают до полного расплавления,Указанный способ иллюстрируется на конкретном и римере уп рочн ения поверхности шарошек буровых долот с фрезерованным вооружением,На фиг. 1 - схема вулканизации резиновой формы на затылочный венец шарошки буровоГо долота; на фиг, 2 - форма в сборе с шарошкой; на фиг. 3 - шарашка со слоем рэлита в муфеле.На фиг, 1-3 приняты...
Способ абразивной обработки поверхностей детали

Номер патента: 899333
Опубликовано: 23.01.1982
Авторы: Гуляев, Кириченко, Морозенко, Проволоцкий
МПК: B24C 1/00
Метки: абразивной, детали, поверхностей
...дополнительно усиливаеткавитационную составляющую обработкипри нагревании газа,Р .сширяется также область применения способа на пищевую и легкуюпромышленность, обработку металловдавлением, где ранее использованиеспособа гидроабразивной обработкисдерживалось различными последствиями в основном, засорением трущихся узлов абразивом и шаржированием обрабатываемых поверхностей.Частицы, покрытые слоем льда разрушаются (деструктируют) со значительно меньшей скоростью, что повышает стойкость абразивных частиц,сохраняет их размер постоянным,обеспечивает стабильность процессаобработки. Снижение скорости механической деструкции частиц уменьшает время в:помогательных операций,необходимых для смены абразива, чтоувеличивает годовую производительность...
Способ восстановления внутренней поверхности детали

Номер патента: 1217608
Опубликовано: 15.03.1986
Авторы: Кулаков, Пермяков, Тресков, Турлак
МПК: B23K 20/24
Метки: внутренней, восстановления, детали, поверхности
...к восста- новлению деталей и может быть испольФэовано при восстановлении матриц штампов в различных отраслях машиностроения,Цель изобретения - повышение износостойкости восстановленной поверхности.На чертеже показана схема осуществления предлагаемого способа.На изношенную поверхность 1 детали 2 и наружную поверхность оправки 3 предварительно наносят бор, Затем оправку 3 запрессовывают в деталь 2, устанавливают их в вакуумную печь, нагревают до температуры расплавления бора, а после охлаждения детали оправку 3 удаляют и механической обработкой доводят восстановленную поверхность до требуемьк размеров.Благодаря предварительному нанесению на восстанавливаемую поверхность детали, запрессовке оправкп,расплавлению нанесенного слоя бора...
Способ нанесения на поверхность детали герметизирующего низковязкого состава и устройство для его осуществления

Номер патента: 1766537
Опубликовано: 07.10.1992
Авторы: Дейнега, Карапатницкий, Малышев
Метки: герметизирующего, детали, нанесения, низковязкого, поверхность, состава
...раму 1 с натянутой на нее сеткой 2 иэ полиамида, установленную в опорах 3, В боковинах рамы установлены две направляющие 4, по которым перемещается держатель 5 ракеля, состоящего из двух пластин 6, свободно опертых на ось 7, подложка 8 опирается на опоры 9. Между пластинами 6 находитсяжидкость 10,Работа устройства протекает следующим образом.Под собственным весом пластины 6 ракеля опираются на сетку, часть сетки загерметизирована специальным составом. Открытую часть сетки опирают на подложку 8, Заливают жидкость 10 между пластинами 6, перемещают державку ракеля 5 по направляющей 4, смачивая таким образомсетку 2, отводят подложку 8 путем ее перемещения на опорах 9 вдоль сетки. Далее, как показано на фиг,2, опускают сетку 2 надеталь...
Предыдущий патент: Манжетное уплотнение
Следующий патент: Сдвоенное торцовое уплотнение
Случайный патент: Способ диагностики ревматического миокардита