Способ изготовления металлических вакуумных термосов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ПИСАНИЕ ИЗОБРЕТЕНИЯ КАВ сти. Изобретение оттву бытовых вакуастности к металл сится производосов, вермосамавкой изала в месутренней ых тер ким вакуумной изоляцией и вс иэкотеплопроводного матер е соединения наружной и в рормон ос изготовлени ужной 2 обечае и отбортовкам вой термоизо следнюю со ст3 оны ГОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И (ЛНРЬЗТИЯМГРИ ГКНТ ССОР(53) 621.983.31:621.642(088.8) (56) Авторское свидетельство СССР У 1284502, кл. А 47 Л 41/02; 1984,Авторское свидетельство СССР В 105887, кл. А 47 Ю 41/02, 1982, (54) СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ ВАКУУМНЫХ ТЕРМОСОВ(57) Изобретение относится к металлическим термосам с вакуумной изоляцией. Цель - упрощение технологии изготовления и улучшение эксплуатационных характеристик термосов. Способ .изготовления термосов включает разстенок.Цепью изобретения является упщение технологии изготовлениясов и улучшение их эксплуатациохарактеристикНа чертеже изображен термосготавливаемый по предлагаемомубу, общий вид.После раздельноговнутренней 1 и нартермоса с коническими 4 и стеклопластикорующей вставки 5 по ЯО 1459651 А 1 а) 4 А 4741/02, Р 7 С 13/00 дельное изготовление внутренней и наружной обечаек, коническую отбор" товку их горловинных частей н соединение через кольцевую теплоизолирую" щую вставку с последующим обваловыванием полимерной оболочкой, герметизацию и вакуумирование теплоизоляционной полости. Коническую отбортовку обечаек выполняют наружу, например, путем раздачи диаметра, тепло- изолирующую вставку заводят с натягом на внутреннюю обечайку со стороны ее дна с последующим после соединения обечаек натягом вставки на наружную обечайку, при этом обваловывание горловины осуществляют после Я вакуумирования теплоизоляционной подна обечайки 1 заводят на ее кони- Май ческую отбортовку с натягом и на клее фЬ ВК(или герметике). После этого фд обечайки соединяют между собой посредством вставки, которую закрепляют юр на отбортовке 4 также с натягом и на клее. Через откачной штенгель 6 вдонной части обечайки 2 производят засыпку под вакуумом теплоизоляционного порошка, а затем вакуумируютмежстенную полость 7 под нагревом до температуры, не выше температуры раз-.мягчения стеклопластика, т.е. приоаейв 100 " 110 С. Достигнув стабильнойстепени вакуума 5 О мм рт.ст., пережимают штенгель с последующим "перекусыванием" и герметизацией (припоем, или герметиком). Далее с помощью тер- мопласт-автомата (не показан) осу)459651 Составитель А.Верлиактор И.Шмакова Техред А.Кравчук Корректор С.Шекм аказ 383/2 Тираж 468 ПодписноеИИПИ Государственного комитета по изобретениям и открытиям при ГКТ СССР113035, Москва, Ж, Раушская наб., д. 4/5 роектная, 4 о-полиграфическое предприятие, г. Ужгород изводст ществляют обваловывание конических отбортовок кольцевой полипропилено; вой оболочкой 8. Операцию производят при температуре порядка 100 С, т.е. достаточной для работы с полипропилеБ ном при формировании оболочки и не приводящей к размягчению стеклопластиковой вставки, При наличии в последней щербин,несквозных щелей или выемок, которые в дальнейшем могли бы привести к разгерметизации меж" стенной полости, полипропилен зате кает в них и предохраняет отдальнейшего растрескивания в ходе зксплуата циие Таким образом, предложенный спо соб изготовления металлических ваку, умных термосов по сравнению с из вестными способами упрощает сборкутермоса и снижает трудоемкость его изготовления, а также улучшает тепловые и прочностные свойства термоса. Формула иэ обретенияСпособ изготовления металлических вакуумных термосов, включающий раздельное изготовление внутренней и наружной обечаек, коническую отбортоВ- ку их горловинных частей и соединение через кольцевую теплоизоляционную вставку с последующим обваловыванием полимерной оболочкой, герметизацию и вакуумирование теплоизоляционной полости, о т л и ч а ю - щ и й с я тем, что, с целью упрощения технологии изготовления и улучше" ния эксплуатационных характеристик, коническую отбортовку обечаек выполняют наружу, теплоизоляционную вставку. заводят с натягом на внутреннюю обечайку со стороны ее дна с последующим после соединения обечаек натягом вставки на наружную обечайку, при этом обваловывание горловин осуществляют после вакуумирования тепло- изОляЦЯОннОЙ полости
СмотретьЗаявка
4121551, 17.09.1986
ПРЕДПРИЯТИЕ ПЯ В-2453
АКИМОВ БОРИС МИХАЙЛОВИЧ, СУТУЛА ВАСИЛИЙ ВАСИЛЬЕВИЧ, ГОЛИКОВ ЮРИЙ ИВАНОВИЧ
МПК / Метки
МПК: A47J 41/02, F17C 13/00
Метки: вакуумных, металлических, термосов
Опубликовано: 23.02.1989
Код ссылки
<a href="https://patents.su/2-1459651-sposob-izgotovleniya-metallicheskikh-vakuumnykh-termosov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления металлических вакуумных термосов</a>
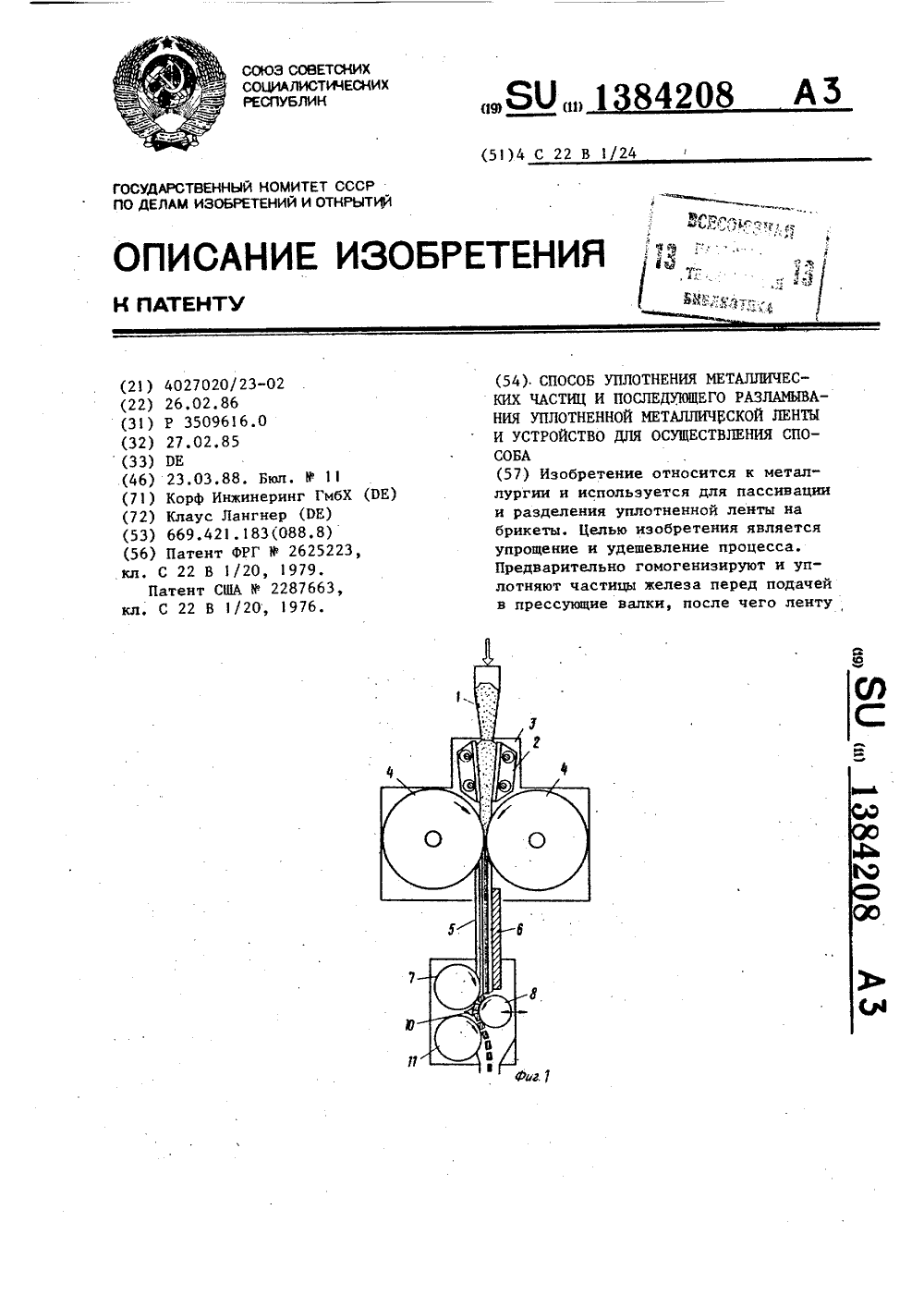
Способ уплотнения металлических частиц и последующего разламывания уплотненной металлической ленты и устройство для осуществления способа
Номер патента: 1384208
Опубликовано: 23.03.1988
Автор: Клаус
МПК: C22B 1/24
Метки: ленты, металлических, металлической, последующего, разламывания, способа, уплотнения, уплотненной, частиц
...10 лента подается между разрезающим валком 8 и расположенным против него другим раэрезающим валком 11, так что лента, имеющая по меньшей мере в заданных местах разлома в поперечном направлении трещины, отклоняется в противоположном направлении на угол . При этом лента, если еще не произошло разлома, окончательно разрушается вдоль горизонтальных линий 12 разлома (фиг.2) в показанных на фиг.3 выбоинах.Преимуществом предлагаемого устройства является то, что для разделения ленты не должна использоваться энергия удара, так что.не образуется чрезмерной доли мелких осколков.Кроме того, выпадающие при пусковом режиме неуплотненные или полууплотненные металлические частицы без проблем проходят через постоянно открытую щель между валками. Если...
Ловушка для металлической ртути и ее соединений

Номер патента: 997728
Опубликовано: 23.02.1983
Авторы: Герман, Козловский
МПК: B01D 53/04
Метки: ловушка, металлической, ртути, соединений
...2 емкости 1 выполнена горизонтальная щель 3 и прикреплен лоток-карман 4 с от верстиями 5. Для установки сорбционныхсменных фильтров 6 с внутренней стороны к стенке с щелью 3 вварены направляющие 7, Сорбционный фильтр перекрывает щель 3.Отверстия 5 в лотке-кармане расположены по высоте, равной не более 2/3 высоты емкости 1.Ловушка работает следующим образом.Исходную смесь, состоящую из металлической ртути и жидкости, сливают в емкость 1, одновременно в емкость 1 направ 9977283ляют струю жидкости для промывки ртути и разбавления отработанного раствора, Разбавленный раствор через щель 3 по лотку- карману 4 поднимается до отверстий 5 и сбрасывается в канализацию, а металлии 1. ческая ртуть собирается на дне емкости П зырьки воздуха,...
Способ соединения концов ленточного металлического пояса и замковое соединение ленточного металлического пояса

Номер патента: 1751082
Опубликовано: 30.07.1992
Авторы: Брдынкевич, Крючкова, Шмотин
МПК: B65D 63/04
Метки: замковое, концов, ленточного, металлического, пояса, соединение, соединения
...в выемку выступадругого конца пояса, а заплечики имеютформу параболы, ветви которой расположены вдоль продольной оси пояса. 55 На фиг, 1 представлен груз, обвязанный металлической лентой, общий вид; на фиг, 2 - замковое соединение после изготовления просечек в виде заплечлков; на фиг. 3 - то ке, с выполнением выступов; на фиг. 4 - разрез А-А на фиг, 3,Способ соединения концов металлической ленты осуществляют следующим обраМеталлическая лента 1 обтягивается вокруг груза 2, при этом конец ее накладывается внахлестку на расстояние, достаточное для просечки замков 3 и 4, 5 и 6, которые получаются с помощью пуансона и матрицы с последующим выполнением между просечками 3 и 4, 5 и 6 выступов 7, Получаемое при этом замковое соединение включает...
Сальник с металлическими коническими уплотняющими кольцами

Номер патента: 19879
Опубликовано: 31.03.1931
Автор: Халисов
МПК: F16J 15/28
Метки: кольцами, коническими, металлическими, сальник, уплотняющими
...игурные ш ублениями,двух спир щих разли располагае направлени имно проти ружин ко сдвигаясь м концевыхПредмет патента Для уплотнения сальника, снабженного. металлическими, коническйми, уплотняющими кольцами, зти кольца подвергаются распору в осевом направлении при пооредстве двух винтовых пружин, распо-. ложенных двумя шайбами, служащими опорами двя, двух симметричных систем конических колец,На чертеже изображен общий вид, сальника в продольном разрезе,Между двумя опорными втулками с коническими внутренними поверхно. стями, вставляемыми с обоих концов сальника, помещаются две симметрично расположенные системы разрезных ме- таллических колец с коническими внеш. ними поверхностями. На каждом кольце со стороны штока имеются канавки для...
Установка для получения металлических порошков из карбонильных соединений

Номер патента: 499051
Опубликовано: 15.01.1976
Авторы: Белозерский, Калганов, Кричевская, Родионов
МПК: B22F 9/00
Метки: карбонильных, металлических, порошков, соединений
...или другими нагревателями 3. На выходе из аппарата-разложителя 1 установлены сборник 4 крупного порошка и сепаратор, Сборник 4 соединен с мешочным фильтром 5 для удаления избытка реакционного газа, который в свою очередь связан трубопроводом со вторым аппаратомразложителем 6, имеющим реакционное пространство постоянного сечения. На трубопроводе размещен подогреватель 7 циркулирующего газа.Подвод жидкого карбонила никеля в аппарат-разложитель 6 производится через распыляющую форсунку 8, установленную в его верхней части. Стенки аппарата-разложителя 6 снабжены нагревателями 9. На выходе из указанного аппарата-разложителя смонтирована газодувка 1 О для создания принудительной циркуляции газа, которая связана со вторым сборником 11,...
Предыдущий патент: Зонт
Следующий патент: Устройство для сухой уборки пыли в тоннелях
Случайный патент: Устройство для охлаждения и хранения жидкости