Способ ковки поковок
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК ЯО 124871 21 1 1/О ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ(71) Научно-производственное объединениепо технологии машиностроения ЦНИИТМАШ(56) Технологическая карта НКМЗ им. Ленина.Ж 4 - 067. 1974.Патент Японии58 - 25532,кл. В 21 1 5/08, В 21 1 13/02, 1983.(54) (57) СПОСОБ КОВКИ ПОКОВОК,преимущественно осесимметричных, типадиска, заключающийся в осадке круглогослитка плоскими плитами и локальном деформировании его вдоль оси бойком и кантовкой вокруг оси, отличающийся тем, что, с целью повышения качества поковки путем проработки осевой и торцовой зон слитка и уменьшения технологического припуска, слиток сначала локально деформируют бойками до образования вогнутой боковой поверхности, а затем осаживают до выравнивания боковой и торцовой поверхностей, при этом при каждом обжатии бойком слиток устанавливают на плоскую плиту с наклоном к оси бойка на угол 10 - 25 и обжимают со степенью деформации 0,03 - 0,05 его высоты, воздействуя бойком на нижние участки торца слитка, причем сначала деформируют периферийную зону величиной 0,2 - 0,3 диаметра слитка, а затем осевую зону.1248711 20 25 30 35 1Изобрстсцис относится к обработке метал,цВ дВ.сцисм и может быть использовано В кузнечно-прессовых цехах машиностроитслиых и металлургических заводов ДЛ 5 ИЗООВЛСЦИЯ ПОКОВОК ДИСКОВ ИЗ СЛИТ- ков методом свободной ковки на прессах. 51 сгь изобретения новыпение качесгва поковки тица диска путем улучшения дсфсрмациоцной проработки материала, прилсгакнцс О к торцовым участкам осевой ;с 1 скчцй зоны слитка при предварительной ;формации, одновременно позволяющей получить у него равномерно вогнутую боковуо поверхность и тем самым создать благоприятные условия для закрытия несплошностей в осевой зоне слитка цри последующей осадке его между плоскими плитами. 5 На чертеже изображено предварительное деформирование торца слитка, установленного на плоской нижней плите под углом- 1 О -25 к оси верхнего узкого бойка во время первого обжатия.Предлагаемый способ осугцествляют следую 5 цим образом.Нагретый до ковочной температуры слигок 1 би лстипуют, вырубают блок и устанавливают ца плиту 2 стола пресса таким образом, чтобы его ось была наклонена в сторону бойка 3 под утлом 1025". Величица угла наклона оси слитка к оси узкого бойка определяется необходимостью обеспечить устойчивость слитка В наклонном положении, а также уширецие металла на торцах заготовки. Г 1 ри меньшем угле наклона оси слитка уширение металла на его торцах недостаточно, при большем - возцикает опасность потери слитком устойчивости. Затем верхним узким бойком воздействуют ца его торец во взаимно перпендикулярных направлениях на участки длиной 0,2 - 0,3 диаметра слитка со степенью деформации 0,03 - 0,05 его высоты. Длина участков торца определена необходимостьк 2Приир. (,И 1 ок массои 64Из стали 25 ХНЗМФА нагревают до коночной темпера"уры и на прессе усилием 6000 тс биллетируют и вырубают цилиндрический блок диаметром 1400 мм и высотой 290 мм. После нагрева в печи до 1220 С цилиндрический блок устанавливают в вертикальном положении на плоскую нижнюю плиту и прижимают верхним узким бойком участок торца шириной 1000 мм до расстояния -350 мм от края. Движением стола пресса в направлении от верхнего узкого бойка цилиндрический блок устанавливают таким образом, чтооы его ось располагалсь под углом сС= 20 к оси бойка, и при этом производят обжатие до высоты 2800 мм. После этого движением стола пресса блок возвращают в вертикальное положение и наклоняют его в такой же последовательности на 20 в протиВоположную сторону, осуществляют обжатие противоположного участка торца длиной 350 мм до высоты 2800 мм. Затем блок возвращают в вертикальное положение и, совместив край бойка с вертикальной осью блока, цаклонякт его в первоначальном направлении под углом 20 к оси бойка и осуществляют обжатие центрального участка торца до высоты 2750 мм, после чего возвращают блок в вертикальное положение и наклоняют его на тот же угол в противоположную сторону, осуществляют обжатие центрального участка торца, расположенного по другую сторону от его вертикальной оси. После обжатий в этом направлении блок вывозят на плите из-под пресса и краном разворачивают на 90 вокруг вертикальной оси и повторяют деформирование узким бойком в направлении, перпендикулярном направлению предыдугцего деформирования. Затем на верхний торец блока устанавливают плоскую осадочную плиту и осаживают его до заданных размеров поковки диска диаметром 1970 мм и высотой 1460 мм.придания достаточно устойчивого наклонного положения слитку и обеспечения равномерного и одновременного в верхнем и нижнем торцах уширения металла. При меньшей длине участка, на который воздействует узкий боек, уширение будет в виде ярко выраженного языка, т.с. преимущественно односторонним. При увеличениидлины участка выше указанного предела вогнутость боковой поверхности слитка незначительна и после осадки поковка имеет бочкообразную форм 1. Пределы изменения степени деформации определяются цеобходимостью обеспечить достаточное уширениеметалла торцов слитка и опасностью получения зажимов. При меныпей степени деформации уширсние металла незначительно, прибольшей - на поверхности торцов возникают зажимы.После деформирования слитка узким бойком производят осадку плоскими плитами до получения заданных размеров поковки. Во время предварительной деформации цилиндрического блока, установленного под углом к направлению воздействия верхнего узкого бойка, образуется тело вращения с вогнутой боковой поверхностью: верхняя торцовая поверхность имеет вид ступенчатой вогнутой, а нижняя - выпуклой с центральным плоским участком, следовательно, деформации подвергаются только зоны затрудненной деформации, прилегающие к торцам блока. При окончательной осадке плоскими плитами до поковочных размеров диска происходит выпрямление торцовых и боковой поверхностей, а в осевой дефектной зоне при этом создаются благоприятные условия для закрытия несплошностей в материале.Предлагаемый способ ковки слитка позволяет получить поковки типа дисков высокого качества структуры материала по всему объему.
СмотретьЗаявка
3786387, 05.09.1984
НАУЧНО-ПРОИЗВОДСТВЕННОЕ ОБЪЕДИНЕНИЕ ПО ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ "ЦНИИТМАШ"
ПИМЕНОВ ГЕННАДИЙ АЛЕКСАНДРОВИЧ, БУХАРЕВ ВЛАДИМИР АЛЕКСАНДРОВИЧ, РОМАНИХИН МИХАИЛ ВЛАДИМИРОВИЧ, БАРКАЛОВ ВЛАДИМИР ДМИТРИЕВИЧ, БЕЛОБРОВ НИКОЛАЙ НИКИТОВИЧ
МПК / Метки
МПК: B21J 1/04
Опубликовано: 07.08.1986
Код ссылки
<a href="https://patents.su/2-1248711-sposob-kovki-pokovok.html" target="_blank" rel="follow" title="База патентов СССР">Способ ковки поковок</a>
Блок бойков для протяжки

Номер патента: 829295
Опубликовано: 15.05.1981
Авторы: Берец, Бобров, Кононенко, Семеняга, Стрельцова
МПК: B21J 13/02
...верплоский боек 5 с вертикальным ограничителем б со скосом с наружной стороны и вертикальной направляющей 7 соскосом с внутренней стороны с параметрами, укаэанными для нижнего плоского бойка 1. Верхний плоский боек 5крепится на переходной плите 8 припомощи Т-образного паза, служащегодля возвратно-поступательного движения бойка. Движение бойка в процессеработы ограничивается планкой 9,Возвратно-поступательное движениеверхнего плоского бойка 5 осуществляется с помощью пневмоцилиндра 10,выполненного в корпусе переходнойплиты 8, и поршня 11. В исходном положении нижний плоский боек 1 и верхний плоский боек 5 рабочими плоскостями и вертикальными ограничителями2 и б образуют замкнутый контур, Наружние скосы на вертикальных ограничителях 2...
Способ измерения расстояния от оси шариковой дорожки кольца подшипника до торца

Номер патента: 1810739
Опубликовано: 23.04.1993
Авторы: Зеленин, Никитина, Чирков
МПК: G01B 5/14
Метки: дорожки, кольца, оси, подшипника, расстояния, торца, шариковой
...йндикатор3 - сечение Б-Б фиг, 1,Устройство содержит подвижныесобой полукольца 1 и 2, на которых устлены опоры 3, полукольца соединенпомощи направляющих 4, с обоих ккоторых установлены пружины 5 и заленц при помощи шайб 6 и гаек 7, баповерхности полуколец выполнены всекторов 8, с размером обращенной ихности сопрягаемой детали с максиным допуском.Осуществление способа измерениРаздвигают полукольца 1 и 2, припружины 5 сжимаются, расстояние мполукольцами 1 и 2 увеличивается, 3 1810739устройство устанавливают таким образом, чтобы обращенные сопрягаемые поверхности полуколец секторов находились напротив сопрягаемой поверхности шариковой дорожки детали. После прекращения воз действия силы на полукольца 1 и 2, при помощи пружин 5 последние...
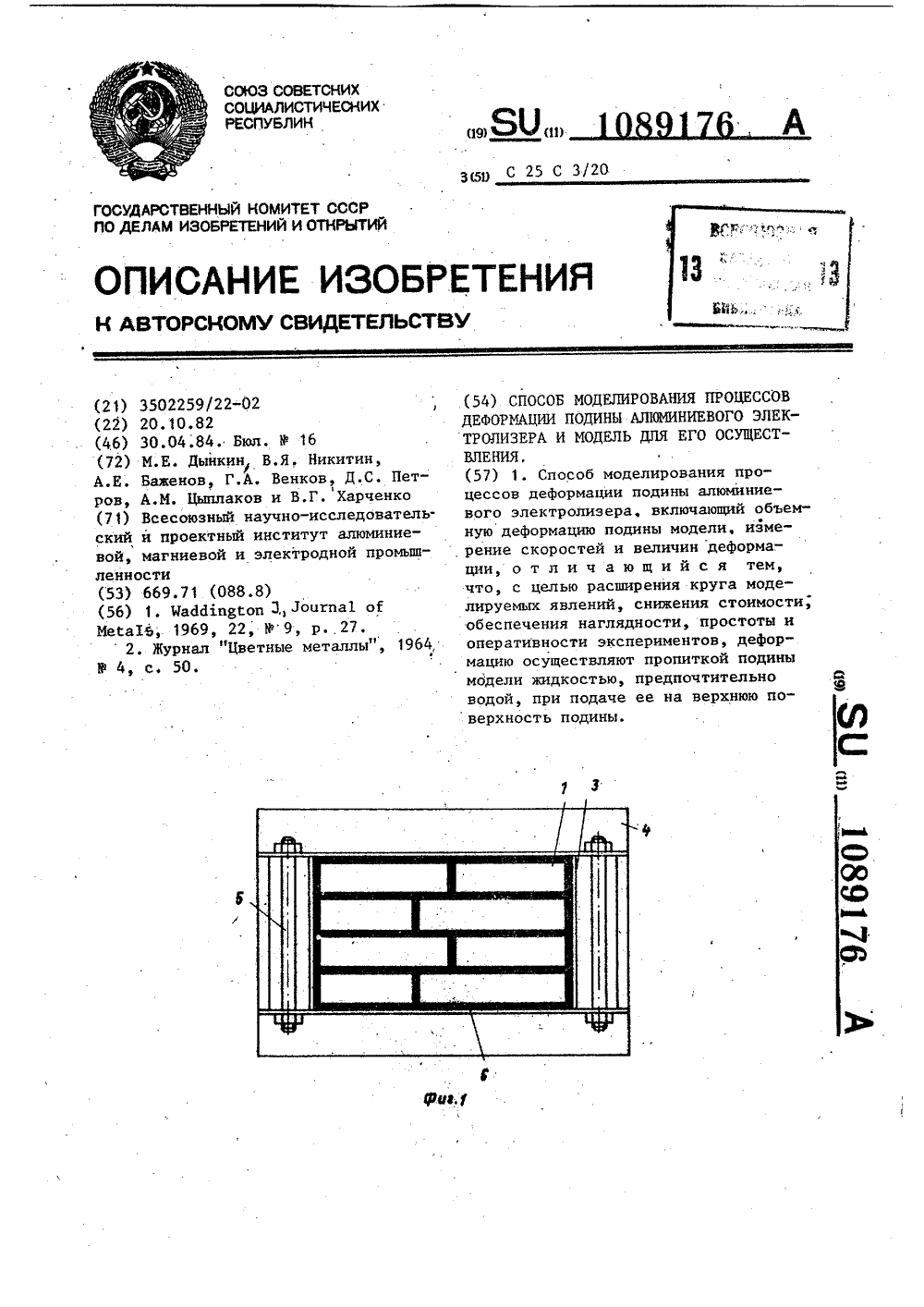
Способ моделирования процессов деформации подины алюминиевого электролизера и модель для его осуществления
Номер патента: 1089176
Опубликовано: 30.04.1984
Авторы: Баженов, Венков, Дынкин, Никитин, Петров, Харченко, Цыплаков
МПК: C25C 3/20
Метки: алюминиевого, деформации, моделирования, модель, подины, процессов, электролизера
...жидкостьюпроисходит пропитка блоков и их деформация (расширение при набухании),приводящая к силовому взаимодействиюблоков с ограждающими поверхностями, .что позволяет изучать характер деформации в зависимости от конструкции жесткости ограящающих поверхностей.Защищая часть поверхностей блоковот контакта с жидкостью, например,боковые и нижние поверхности, обеспечивают направленную, сверху вниз, 4 Опропитку блбков, нри этом деформацияначинается с верхних слоев и затемпостепенно расцространяется в лежащие ниже слои блоков.Неравномерная деформация Различных слоев по высоте блоков приводитк их изгибу и вспучиванию централь"ной части подины модели, имитируятем самым основной процесс деформа"ции, происходящий в реальной углеродистой подине...
Способ измерения расстояния от оси шариковой дорожки кольца подшипника до торца

Номер патента: 1768924
Опубликовано: 15.10.1992
Авторы: Назаров, Никитина, Чирков
МПК: G01B 5/14
Метки: дорожки, кольца, оси, подшипника, расстояния, торца, шариковой
...другого кольца,На фиг. 1 изображено устройство, общий вид; на фиг, 2 - сечение А-А на фиг. 1 синдикатором, на фиг, 3 - сечение Б-Б на фиг,Устройство содержит подвижные между собой полукольца 1 и 2, на которых припомощи болтов 11 установлены опоры 3,полукольца соединены при помощи направляющих 4, один из концов которых соединенс полукольцом 1 при помощи штифтов 10, ана другой установлены пружины 5 и закреплены при помощи шайб б и гаек 7, для надежности установки устройства вподвижном полукольце 2 установлен стопорный винт 8, соединенный с ручкой 9 припомощи штифта 10.Осуществление способа измерения. Устройство берут за опоры и раздвигают полукольца 1 и 2, при этом пружины 5сжимаются, расстояние между полукольцами 1 и 2 увеличивается и...
Способ прокатки листов преимущественно из слитков эшп

Номер патента: 1779417
Опубликовано: 07.12.1992
Авторы: Бабицкий, Голобородько, Клименко, Остапенко, Сагиров, Ситченко, Шмаков
МПК: B21B 1/38
Метки: листов, преимущественно, прокатки, слитков, эшп
...при прокатке на промышленномстане. Благодаря этой новой операции фор 50 ма раската в плане получается близкая кпрямоугольной,2, Существенно уменьшается вогнутость боковых кромок раската, Обь ясняетсяэто тем, что операцию разбивки ширины в55 данном случае осуществляют после предварительной поперечной прокатки слитка,когда высота очага деформации уже существенно уменьшена, особенно при большихзначениях коэффициента вытяжки припредварительной поперечной прокатке, В этом случае коэффициент формы очага деформации а становится больше 0,5 и течение металла по высоте очага деформации выравнивается. Как показали исследова ния при прокатке моделей слитка ЭШП на лабораторном стане, величина углублений на боковых кромках благодаря введению...
Предыдущий патент: Устройство для накатки зубчатых колес
Следующий патент: Способ изготовления поковок типа фланцев со ступицей
Случайный патент: Способ получения гидразида поли(мет)-акриловой кислоты