Установка для беспрерывного формирования развертывающихся шевронных структур из ленты гибкого материала неограниченной длины
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 128390
Автор: Люсьен


Текст
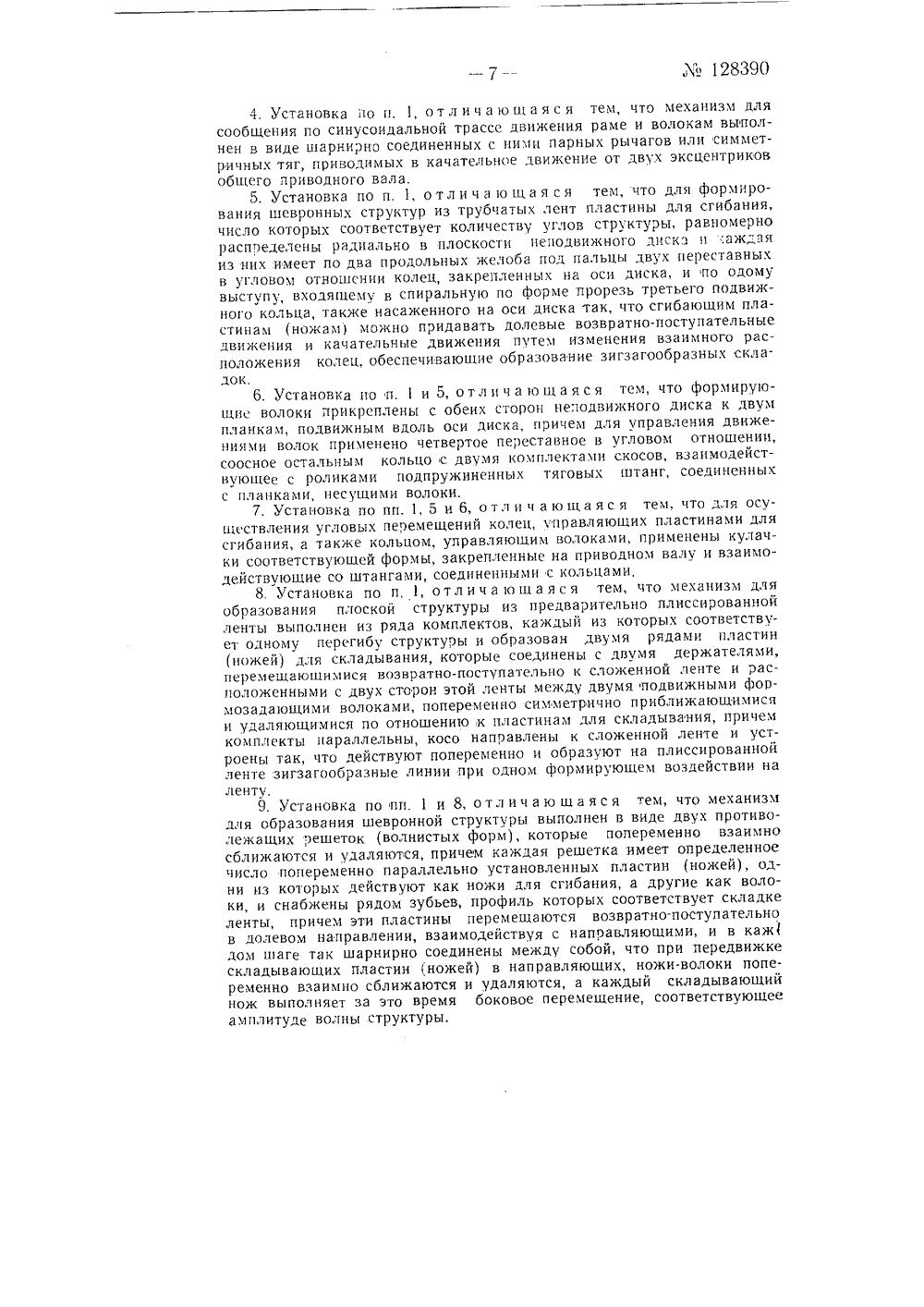
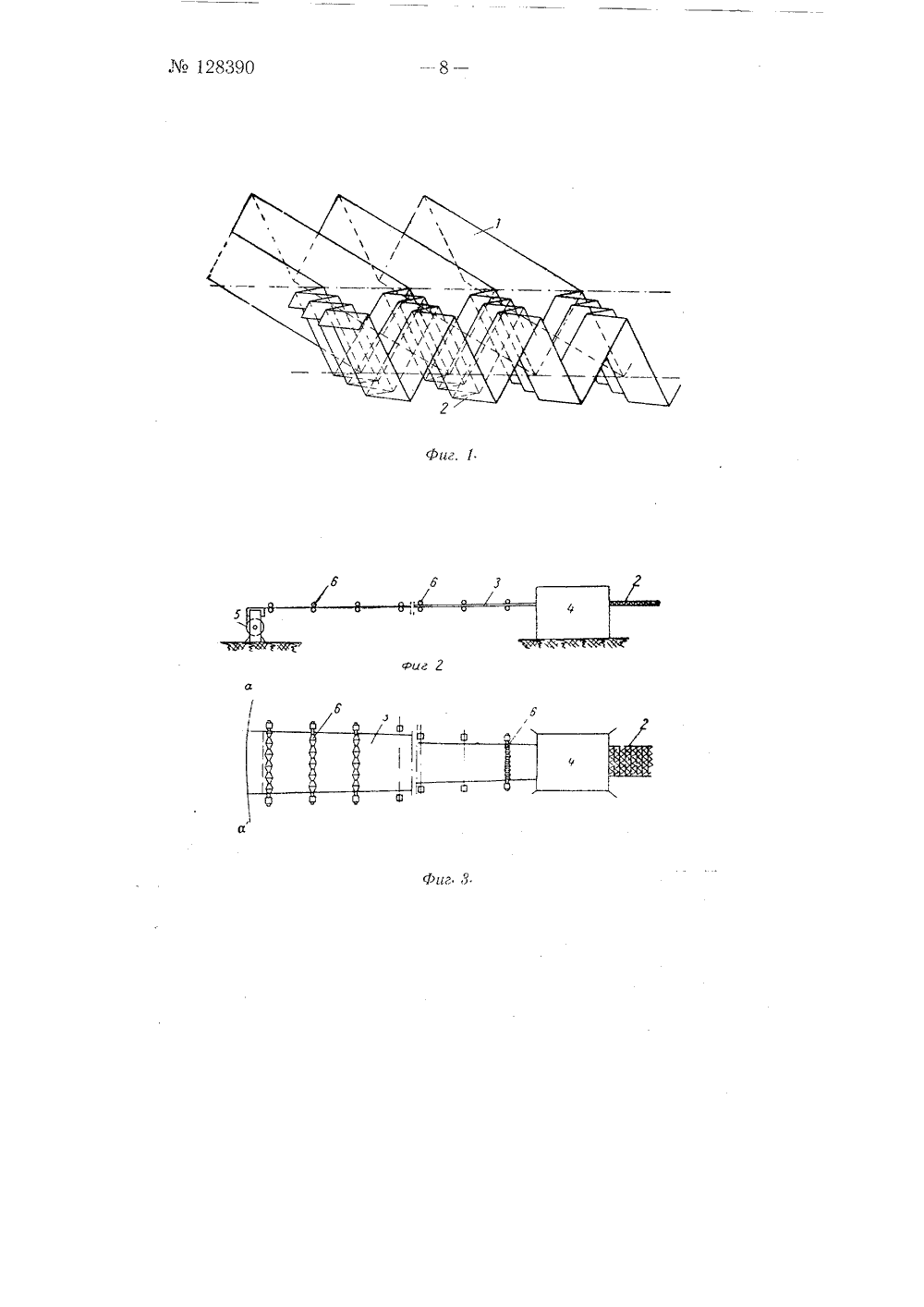
128390 Класс 540, 9 СССР 1 ЧГПО, Р 3 ИСАНИЕ ИЗОБРЕТЕН ВИД ЕТЕЛЬСТВУ АВТОРСК дписная группа Ло 23 Иностранец Люсьен Виктор Гевисс(Франция) УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА РАЗВЕРТЫВАЮЩИХСЯ БЕВРОННЫХ СТРУКТУЗаявлено 31 января 969 г. за М 69024/28 в Комитет но делам изобретений и открытий при Совете Министров СССРОнблнковано в Бюллетене изобретений ЛЪ 3 за 962 Установка для производства развертывающихся шевронных структур из ленты гибкого материала, включающая в себя устройство для беспрерывного продольного плиссировання материала и устройство для окончательного шевронирования материала, известна.Недостатком этой установки является сложность ее конструкции.Конструкция описываемой установки упроцена Это достигнуто тем, что устройство для шевронирования выполнено, например, в виде одного комплекта передвигаемых складываюших пластин и двух подвижных формозадаюших волок, расположенных симметрично с обеих сторон комплекта пластин, с первичным расстоянием между волоками, соотвстствуошим необходимой для образования одного ряда структур длине волнообразного (плиссированного) материала, причем формозадаюшие волоки перемешаются синхронно складываюгцим пласгинам в направлении вдоль волн материала и могут быть придвинуты к пластинам,При этом формозадаюшим волокам сообщено возвратно-поступательное движение вдоль волн материала, а складываюшие пластины (ножи) схонтированы с обеих соро плиссированной агенты,ны рабочими плоскостями под заданным углом складывания к ленте и прикреплены к несущим планкам, направляемым по несущей раме косо установлснными ползунами, причем рама перемещается по синусоидальной трассе механизмом, состоящим из штанги, головка которой поворотно установпена на эксцентрике, совершающем один оборот при операции образования одного ряда структуры.Механизм для сообщения движения раме и волокам по синусоидальной трассе выполнен в виде шарнирно соединенных с поспеднимн парных рычагов или симметричных тяг, приводимых в качательное движение от двух эксцентриков общего приводного ва.па.128390- 18 -Составитель описания Н. Ф. Тинде Фпг. 22 Редактор В. В, Хазова Тскрсд А. А. Камышникова Корректор С. Ю. Цверина Годп. и псц. 20 А 11-62 г,формат бум, 70 Х 08/и Объем 1,6 изд. л. Зак. 6786 Тираж 550 Цена 4 коп. ЦБТИ Комитета по делам изобретений открытий при Совете Министров СССР Москва, Центр, М. Черкасский пер., д. 2/6. Типография ЦБТИ, Москва, Петровка, 14.Для с 0)мРровацпя шевроццых структур из труочатых лент пластины для сгибания, число которых соответствует количеству углов ст;)уктуры, равномерно распределены ра;цально в плоскости неподвижного диска и каждая из цих имеет по два продольных келоба:н)д пяльцы двух псрсставных в угловом отношении колец, закрепленных ца осц диска, и по одному выступу, входящему в спиральную прорезь третьего подвикного кольца, также насакенного на ось диска так, что сгпбаюшим пластинам нокам) можно придавать долевые возвратно- поступательные дви)кения и качательные движения путем изменения Бзяи)нОГО расположения коле, ОбсспечиВЯОшие Образоване зиГза ГО- образных складок.ФормРруоще волоки прикреплены с обеих сторон цеподвцжцого диска к двум планкам, подвикным вдоль оси диска, причем для управления движениями волок применено четвертое переставное в угловом отцс)шепни, ссосюс остальным кольцо с двумя комплектами скс)сов, взапмодсйствуюшес с роликами подпружиненных тяговых цпацг, соединенных с планками, несущими волоки.Для осуществления угловых перемещений колец, управлякпццх пласт 1 цдми дл)1 СГпоания, 2 такжс. кольцо 1, уп)яв.гя 10 цим Во;ОкалИ, применены кугЯчки соответствующей формы, закрепленные ця приводном валу и взаимодействующие со штангами, соединенными с кольцами,11 ехацРзм для образования плоской структуры из предварительно п Иссированной лецгы выполнен цз ряда комплектов, каждый из которых соответствует одному перегибу структуры и образован двумя рядямц пластш Р 0 кеР) для складывания, которые соединены с двумя деркатслямц, перемещающимися возвратно-поступательно к сложенной ленте и ясполОценными с дВух сторон этОЙ лепты мекду двумя ПО- дВижпымц фомозадяоц,и Волоками, попс 1)е)ецно сц.ме)1 чно приближающимися и удаляющимися по отношению к пластинам для склядыВяпия, приС КОпленПРраллельпы, косо цапряв;сныс:оженной ленте, и выполнены так, то действуот попеременно ц образуют на плцссиовацной лсцтс зигзагообразные линии при одном формирующем воздействии на ленту.Механизм для образования цевроцной структуры выполнен ц виде потиволежящих еПеток Волнистэх форм), кото)ые НОГСе(сРно Взаино согцжаотся и удяляются, п 1)ичем (2 кдяя решетка цмсст Опсделсцнос число попеременно па;)аллсльцо установленных пластин окей), одцп цз кото; ых действуют кяк ножи для сгибания, я другие (как волоки, ц снябкецы рядом зубьев, профиль которых соответствует складке легг. Зти пластины псремецаются возвратно-поступательно в долевом направлении, взаимодействуя с направляющими, и в каждом шаге так шарнирно сосдццсць, между собой, что;ри передвижке скл 2 дыВаюших пластин ПОксЙ) В цяп 1)являошРх, ножи-ВОЛОки попеременно взаимно сблцкаются и удаляются, а каждый складываюшцй нок выполняет за это время боковое пс",)смс.щение, соответствующее амплитудс волны структуры.На фиг,изобра)кена шсвронцая структура цз лепты гибкого матер ала; ца фцг. 2 - схема конструкции установки для производства шсвронцых структур, вид сбоку; ца фиг. 3 - то же, вид в плане; ца фцг, 4 и 5 - формозадающие волоки; ця фиг оо - складываошцс пластынь Р 0)к), п)пкреплснпые к пссушР планка 1; ця фиГ 7 - рясполОжснис складываоших пластин и волок в конце цикла шевронирования; на фиг, 8 - установка для производства шсвронных структур, вцд сбоку; на фиг, 9 - поперечный разрез установки ца фиг. 8; на фиг. О - схема формированця шсвропных структур из т,)убчатых лент; цафиг. 11 в ол из способов образования трубчатой ленты; на фиг. 12 - образовацие из трубчатой ленты трубчатой звездообразной призмы (в вертикальном и горизонтальном рсзрезах); на фиг. 13 в установ для формирования шевронных структ р из трубчатых лент; на фиг. 14 - то н(е, в разрезе по линии А - А ца фиг. 13; на фиг. 15 и 6 - кольцо для управления движениями волок; ца фиг 17 в общ схема установки для формирования шевроцных структур из трубчатых лент; на фиг. 18 - расголожение решеток волнистых форм) мсхаш;зма для образован(ПИ шевронцой структуры; ца фиг. 19 - вцд в схемат;1:еском горизонтальном разрезе нижней решетки шсвроццровацця на фцг. 18; на фиг. 20 - шарнирное соединенцс пластин решеток (место, выделен- ЦОС Ца фи. 15 ОКРМКЦОСТ 1 О 71 ); Ца фЦГ, 2 - РВЗРС 1 ЕХанЗМс 1 Ц 1 ЕВ 1 ЗО- нцровацця по линни Б - Б на фиг. 20; на фиг, 22 - с:(ема установки для образования плоской шсвроннэй структуры прц помощи волнистых фоглм,Шевроццая структура (фиг. 1) состо;т цз плиссированной структуры 1, которая образована из ленты 1 гибкого материала, например бумаги, папки н т. п, и состоит из правильных крупных простых складок, параллельных между собой, и из которой образуется далее шсвронцая структура 2, прсдставляошая грани в Ао-мс параллелограммов.Механические установки для шеврспПроваш;я (фцг. 2 ц 3) включаюг в сес 5 устроцство д для бсспрерывцого продольного цлцссироатеРиала и мст 1)О 1 Ство 4 - 5 л 5 О(ОцчстельсОГО ш(ВРОПИРовацц 5 материала.Рмлон леггы 5 установлен на станине установки ц поступает в устройство 3 для продольного плиссцровация, край которого выполнен по дуге аи, окружности, соотвстствук;ней укладке ленты 5 прп ее плиссировании,Плиссирование ленты произвсд 51 т парные валцкп 6, приво:имыс ВО ВЗЗЩЕЦЦС ПРИВОДОМ (На ЧЕРТЕ 5 КЕ НЕ ПОКс 1 Зан) УСТЗНОВКЦ. КаКДЫ 1 Валик 6 состаьлен из примыкающих друг к дру Гу роликов по форм. усеченных конусов, конусообразность которы.; постепенно увеличи.ается ПО срс Ого, как уеньцастся д,Пца алиов ( для ГОГО, стобы,.ецТа 5 ПРИ Пилслс 1 СРОРМУ С ООЛСС ГУООКИМЦ И СОЛЦКСННЬ 1 МИ СКЛВДКЯМЦ и;1 иссцровс 1 ци 51, неооходимыми для цад,етка 1 цеГО шсВронпрОВацц 51, Ряс сГО 5.Ния ыеж у парными Валика 1 и 6 до.1 жны быть достаточны:ц дл 51ТОб 1 ИСПользовать СПОСООПОСТЬ ПЛсстцсЕС:,ОГО удЛИС 1 я ть 5 дс 1 ть устОЙ 111 вые складки ц Оосспецть пря 10 л 1.нсиОст Краев плцссируемой ленты.Плиссированная лента поступает далее в устройство 4 для шевроцирования через формозадающую волоку 7 (фиг. 4), внутренняя щель 8 которой имеет форму зигзагообразного профиля крупных складок сцсс;1 ссироваипс 11 ленты 5 с некоторым зазором для свободного ее скоськсцц 5. Впереди выхода из волоки 7 находится задняя стороца входа второй волоки 9 (фиг, 5), вцутрешяя щель 10 которой является ;рофцлем готовой шевронцой структур 1 2.Чекду волокам 7 и 9 (фиг. 6 ц 7) располоксны двуя серцямц по ту и другую сторону продольно-плиссированной ленты 5 складываюшце пластины 11 и 12, ребра которых образуют в ленте 5 поперсчные складки. Раоочие ребра пластиц соответственно наклонены под заданным углом складывания к ленте 5 и Прикреплены к несущим планка 1,:5 5 14, направляехЫ 5 по несущей раме (на чертеже це показана) косо установленными ползунами 15. Нссушис планки 15 и 14 перемещаются по стрелкам (1 и (2 (фиг. 6), причем ребра пластин 11 и 12 воздействуют на складки плиссированной ленты 1. Одновременно синхронно ситадываО 1 ццм пластинам перемсща 1 отся форОзадасоцПс Во Ло 128390локи 7 и 9 в направлении вдоль волн материала и могут быть прндви. нуты к пластинам.Число пластин 11 и 12, расположенных в одной плоскости на равном расстоянии от поверхностей волок 7 и 9, равно числу складок плиссируемого материала.Устройство 4 для шевронирования сплиссированной ленты 5 (фиг, 8, 9) смонтировано на раме 1 б, имеющей штанги 17, направляющие перемещение подвижной рамы 18 и расположенныс в плоскости плиссированной ленты 1, Рама 18 несет на себе планки 13 и 14 пластин 11 и 12 и держатели 19 и 20 волок 7 и 9. В связи с тем, что плиссированная лента 1 поступает в щель 8 волоки 7 с постоянной скоростью, раме 18 с держателями 19 и 20 волок должно сообщаться движение по синусоидальному закону. В самом начале цикла скорость движения рамы наибольшая и пропорциональна скорости движения плиссированной ленты. Затем скорость движения рамы 18 убывает до нулевого значения в первой четверти цикла. Во время второй четверти цикла скорость рамы снова возрастает до ее наибольшего значения и направлена против скорости движения ленты. Во время третьей четверти цикла скорость рамы снова делается равной нулю, а в течение четвертой четверти цикла скорость движения рамы 18 возрастает по величине до скорости движения ленты и по направлению совпадает с этой скоростью,Для сообщения движения всем органам устройства 4 шсвронирования служит электродвигатель 21, на валу которого закреплен червяк 22 редукторной шестерни 23, жестко соединенной с валом 24, на котором закреплены: кулачок 25 и два эксцентрика 2 б и 27 Кулачок 25 служит для управления перемещениями волок 7 и 9 посредством ролика 28, опирающегося на кулачок 25 и смонтированного на рычаге 29, соединенного в верхней части с двумя симметричными тягами 30 и 31 и соединенных с держателями 19 и 20 волок.Эксцентрик 27 действует на ролик 32, смонтированный в нижней части рычага 33, шарнирно закрепленного на кронштейне 34. В верхней части рычаг 33 соединен с шатунами 35 и 3 б, которые, в свою очередь, соединены с планками 13 и 14, несущими складывающие пластины (ножи) 11 и 12.Зксцентрик 26 через коленчатый рычаг 37 приводит в движение РамуТаким образом, установка, воспроизводящая вышеописанный цикл шевронирования, позволяет формировать непрерывно все шевронные структуры, состоящие из параллелограммов любых размеров (фиг. 1) при условии, чтобы их поверхности были плоскими и параллельными. Для других - волнистых структур - должны быть изменены профили складывающих пластин и волок.Круглые шсвронные структуры, применяемые, например, при выделке фильтровальных патронов, изготовляют из трубчатых лент.В период образования этих структур (фиг, 10) часть, нахздящаяся выше линии вв, представляет собой звездообразную трубчатую призму, ооразованную из цилиндрической трубчатой системы, часть сс, находящаяся внизу, - готовую шев"онную структуру, а часть, находящаяся между вв и сс, - складки шевронной структуры.Устройства для производства круглых шевропных структур, таким образом, должны обеспечить; образование из лент гибкого материала, например бумаги, папки и т. п., цилиндрической трубчатой ленты неограниченной длины, превращение этой системы в звездообразную призму имеющую желательное число ребер, и, наконец, шевронирование призмы, М 128390Образование трубчатой ленты производится разнообразными способами, Например, путем разматывания с рулона бумаги ленты и сгибания ее в продольном направлении на оправке с последующим пропуском через кольцо таким образом, чтобы края ленты соединились встык (способ на чертеже не изображен), или путем наматывания ленты бумаги 38 по спирали на оправку (фиг, 11), 39 путем вращения диска 40, на котором закреплен рулон 41 бумаги, вокруг оправки 39 и сборки краев намотанной спиралью ленты при помощи ролика 42, причем соединение краев может производиться гпобымп способами, как-то: путем склеивания, сшивания, сварки и т, п.Превращение цилиндрической трубчатой ленты 43 в трубчатую звездообразную форму 44 производится путем нажатия на трубчатую ленту вращающихся роликов 45, при прохождении ленты 43 через отверстие в плите 46 (фиг 12 - для простоты на чертеже изображена трех- конечная призма).Рабочая установка для формирования шевронных структур из трубчатых лент (фиг. 13 - 16) выполнена, например, на двадцать две периферические конечности 47; она имеет пластины 48 для сгибания трубчатой ленты, число которых соответствует количеству углов (конечностей 47) структуры, равномерно распределенных радиально в плоскости неподвижного диска 49,Каждая из пластин 48 имеет по два продольных желоба 50 под пальцы 51 двух переставных в угловом отношении колец 52 и 53, закрепленных на оси диска 49, и по одному выступу 54, входящему в спиральную по форме прорезь 55 третьего подвижного кольца 56, также насаженного на ось диска 49, Благодаря такой конструкции сгибающим пластинам 48 можно придавать долевые возвратно-поступательные и колебательные движения путем изменения взаимного расположения колец 52, 53 и 56, что обеспечивает необходимое образование зигзагообразных складок на трубчатой ленте.Формируюшие волоки 57 и 58 прикреплены с обеих сторон неподвижного диска 49 к двум планкам 59 и 60, подвижным вдоль оси диска 49.Для управления движениями волок 57 и 58 применено (фиг. 15 и 16) четвертое переставное в угловом отношении, соосное остальным кольцо 61 с двумя комплектами скосов, взаимодеиствующее с роликами 62 подпружиненных тяговых штанг 63, соединенных с планками 59 и 60, несущими волоки 57 и 58.Общая схема установки для формирования шевронных структур из трубчатых лент изображена на фиг 17, Установка включает устройство для образования трубчатой ленты 43 (по фиг. 11) из бумаги 38, поступающей с рулона 41 и закручиваемой по спирали с соединением краев бумаги при помощи ролика 42 прп вращении диска 40 от электродвигателя 1 на чертеже не показан) через ременную передачу 64. Далее трубчатая лента 43 получает звездообразную форму при помощи роликов 45 (по фиг. 12) и поступает в устройство для формирования шевронной структуры (фиг. 13 - 16). Как видно из фиг. 17, для осугцествления угловых перемещений колец, управляющих пластинами 48 сгибания, а также кольцом 61, управляющим волоками 57 и 58, применены кулачки 65, закрепленные на приводном валу 66 и взаимодействующие со штангами 67, соединенными с кольцами.Кругообразная шевронная структура выходит в форме трубки 68 и входит в желоб 69, в конце которого укреплен дисковый нож 70 для разделения шевронной структуры на отрезки требуемой длины,128390Ооразование плоскоЙ цев 13 онноЙ структуры производится также на более усовершенствованном варианте оборудования, выполненном в виде двух противолежащих решеток 71 и 72 (волнистых форм), которые попеременно взаимно сближаются и удаляются (фиг. 18 и 19). Каждая решетка имеет определенное число попеременно параллельно установленных пластин (ножей) 73 и 74, из которых ножи 7 З, действу. ют как ножи для сгибания плоской структуры, а ножи 74 действуют как волоки и снабжены рядом зубьев, профиль которых соответствует складкам шевронируемой ленты. Эти пластины перемешаются воз. вратно-поступательно в долевом направлении и шарнирно соединены между собой звеньями 75 (фиг. 20 и 21), При движении пластины вза. имодейству 1 от с направляющими 7 б. При этом ножи 74 попеременно взаимно сближаются и удаляются вследствие того, что направляюгцие 7 б снабжены скосами 77,Установка для образования плоской шевронной структуры (фиг, 22) включает рулон 78 с лентой 79 бумаги, подлежащей шевронированио, При движении лента между роликами 80 и 81 проходит через серию бесконечных ремней 82 с пружинами из стальной проволоки со смежными витками, проходящими в канавках роликов 80 и 81, н плиссируется, после чего входит между решетками 7 и 72 (фиг. 18). Обе решетки, приближаясь друг к другу, схватывают складки ленты 79 между зубцами пластин 73 - 74, послс чего приходит в действие поршень, перемещая пластины 73 - 74, которые, следуя по направл 5 пощпм 76, шевронируют плиссированную ленту, как было указано выше (фпг. 19 - 20); после этого действие поршня прекращается, и при перемещении его в обратном направлении вся система возвращается в первоначальное состояние, чтобы принять новую порцию ленты, подлежашей шевронированию.Пред м ет и зобретени я1, Установка для производства развертывающихся шевронных структур из ленты гибкого материала, например бумаги, папки и т. и включающая в себя устройство для беспрерывного продольного плиссирования материала и устройство для окончательного шевронирования материала, отл ич а юш а яся тем, что, с целью упрощения конструкции установки при формировании плоских шевронных структур, устройство для шевронирования выполнено, например, в виде одного комплекта передвигаемых складываюших пластин и двух подвижных формозадаюших волок, расположенных симметрично с обеих сторон комплекта пластин, с первичным расстоянием между волоками, соотвегствующими необходимой для образования одного ряда структур длине волнообразного (плиссированного) материала, причем формозадаюшие волоки перемещаются синхронно складывающим пластинам в направлении вдоль волн материала и могут быть придвинуты к пластинам.2. Установка по п, 1, о т л и ч а ю щ а я с я тем, что формозадаюшим волокам сообщено возвратно-поступательное движение вдоль волн материала, а складываюшие пластины (ножи) смонтированы с обеих сторон плиссированной ленты, наклонены рабочими плоскостями под заданным углом складывания к ленте и прикреплены к несущим планкам, направляемым по несущеи раме косо установленными ползунами.3, Установка по пп. 1 - 2, от л и ч а ю щ а я с я тем, что, планки несущие пластины, насажены на раму, перемещающуюся по синусоидальной трассе механизмом, состоящим из штанги, головка которой поворотно установлена на эксцентрике, совершающем один оборот при операции образования одного ряда структуры.4. Установка по и. 1, отличающаяся тем, что механизм для сообщения по синусоидальной трассе движения раме и волокам выполнен в виде шарнирно соединенных с ними парных рычагов или симметричных тяг, приводимых в качательное движение от двух эксцентриков общего приводного вала.5. Установка по п. 1, отли ч а ю ща я ся тем, что для формирования шевронных структур из трубчатых лент пластины для сгибания, число которых соответствует количеству углов структуры, равномерно распределены радиально в плоскости неподвижного диска и:аж" ая из них имеет по два продольных желоба под пальцы двух переставных в угловом отношении колец, закрепленных на оси диска, и по одому выступу, входящему в спиральную по форме прорезь третьего подвижного кольца, также насаженного на оси диска так, что сгибаюшим пластинам (ножам) можно придавать долевые возвратно-поступательные движения и качательные движения путем изменения взаимного расположения колец, обеспечивающие образование зигзагообразных складок.6. Установка по и, 1 и 5, отл и ч а ю ша я с я тем, что формирующие волоки прикреплены с обеих сторон неподвижного диска к двум планкам, подвижным вдоль оси диска, причем для управления движениями волок применено четвертое переставное в угловом отношении, соосное остальным кольцо с двумя комплектами скосов, взаимодействующее с роликами подпружиненных тяговых штанг, соединенных с планками, несущими волоки.7. Установка по пп. 1, 5 и 6, о т л и ч а ю щ а я с я тем, что для осуществления угловых перемещений колец, управляющих пластинами для сгибания, а также кольцом, управляющим волоками, применены кулачки соответствующей формы, закрепленные на приводном валу и взаимодействуюшие со штангами, соединенными с кольцами,8. Установка по и. 1, о т л и ч а ю ш а я с я тем, что механизм для образования плоскои структуры из предварительно плиссированной ленты выполнен из ряда комплектов, каждый из которых соответствует одному перегибу структуры и образован двумя рядами пластин (ножей) для складывания, которые соединены с двумя держателями, перемещающимися возвратно-поступательно к сложенной ленте и расположенными с двух сторон этой ленты между двумя подвижными формозадающими волоками, попеременно симметрично приближающимися и удаляющимися по отношению к пластинам для складывания, причем комплекты параллельны, косо направлены к сложенной ленте и устроены так, что действуют попеременно и образуют на плиссированной ленте зигзагообразные линии при одном формирующем воздействии на ленту,9. Установка по пп. 1 и 8, о т л и ч а ю ш а я с я тем, что механизм для образования шевронной структуры выполнен в виде двух противолежащих решеток (волнистых форм), которые попеременно взаимно сближаются и удаляются, причем каждая решетка имеет определенное число попеременно параллельно установленных пластин (ножей), одни из которых действуют как ножи для сгибания, а другие как волоки, и снабжены рядом зубьев, профиль которых соответствует складке ленты, причем эти пластины перемещаются возвратно-поступательно в долевом направлении, взаимодействуя с направляющими, и в каж( дом шаге так шарнирно соединены между собой, что при передвижке складываюших пластин (ножей) в направляющих, ножи-волоки попеременно взаимно сближаются и удаляются, а каждый складываюший нож выполняет за это время боковое перемещение, соответствующее амплитуде волны структуры.
СмотретьЗаявка
619024, 31.01.1959
Люсьен Виктор Гевисс
МПК / Метки
МПК: B31F 1/28
Метки: беспрерывного, гибкого, длины, ленты, неограниченной, развертывающихся, структур, формирования, шевронных
Опубликовано: 01.01.1960
Код ссылки
<a href="https://patents.su/18-128390-ustanovka-dlya-bespreryvnogo-formirovaniya-razvertyvayushhikhsya-shevronnykh-struktur-iz-lenty-gibkogo-materiala-neogranichennojj-dliny.html" target="_blank" rel="follow" title="База патентов СССР">Установка для беспрерывного формирования развертывающихся шевронных структур из ленты гибкого материала неограниченной длины</a>
Способ изготовления меток на диске стабилизатора скорости движения магнитной ленты магнитофона

Номер патента: 781946
Опубликовано: 23.11.1980
Авторы: Беркович, Казакевич, Окинчиц, Щарбаков
МПК: G11B 15/54
Метки: движения, диске, ленты, магнитной, магнитофона, меток, скорости, стабилизатора
...магнитного материала, после чего шлифуют поверхность диска до получения точной окружности и затем выполнение зубцов. осуществляют на глубину, превышающую глубину слоя ма 1 нитного материала.во зубьев. Последнее позволяет повысить стабиЛьность скорости движенияМЛ, так как чем больше сигналов поступает в систему автоматической регулировки скорости движения магнитной ленты, тем более точно зта система работает. Все перечисленное позволяет удешевить стоимость изготовления магнитофонов в целом. Способ изготовления меток на диске стабилизатора скорости движениямагнитной ленты магнитофона, основанный на выполнении параллельно образующей диска равноотстоящих однаот другой магнитных меток, имеющихвид зубцов, о т л и ч а ю щ и й с ятем, что, с...
Лента перекрестной структуры

Номер патента: 946989
Опубликовано: 30.07.1982
Авторы: Бактенков, Токсанбаев
МПК: B32B 5/12
Метки: лента, перекрестной, структуры
...через ось ленты перпендикулярно ее плоскости, недеформируются, т. е, находятся в плоскости нулевых деформаций (эпюра распределения деформаций в перекрестнойленте при намотке),Таким образом, продольные нити 3 непрепятствуют укладке перекрестнойленты ребром по радиусу оправки и,в то же время, воспринимают усилиятехнологического натяжения, т, е. позвспяют сохранить постоянную ширинуленты,Б табл, 1 представлены технологические возможности перекрестных лентс различным расположением продольныхнитей КН.Способ получения ленты по примеру Ориентацияволокна кусиливающимнитям 70-8090-10080-90 40-50 60-70 40-50 30 45 60 35-45 50-60 30-40 50-60 70-80 55-60 30 45 60 2 а 60-70 30-40 2 б 70-80 100-110 5 94698Содержание связующего в ленте 40453, угол...
Способ изготовления полупроводниковых структур
Номер патента: 1738035
Опубликовано: 15.06.1994
Авторы: Аросев, Комкова, Рогов, Шереметьев
МПК: H01L 21/304
Метки: полупроводниковых, структур
1. СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ СТРУКТУР, включающий наклейку пластин на план, утонение пластин до заданной толщины путем обработки нерабочей стороны, разделение пластин на отдельные структуры, отличающийся тем, что, с целью расширения технологических возможностей способа и повышения выхода годных, перед наклейкой пластин на план на рабочей стороне пластины по ее периферии дополнительно жестко закрепляют кольцевой держатель, внутри которого наклеивают диск с зазором, и одновременно шлифуют торцевые поверхности кольцевого держателя и диска до их выравнивания, а перед разделением пластин удаляют диск путем его отклеивания и проводят металлизацию нерабочей стороны пластины, при этом диск выполняют из того же материала, что и...
Установка для образования пакета листов электрических машин1изобретение относится к установкам для образования из металлической ленты пакета листов электрических машин. известны установки для образования пакета

Номер патента: 424243
Опубликовано: 15.04.1974
Автор: Егиазар
МПК: B21D 35/00, H01F 41/02
Метки: известны, ленты, листов, машин, машин1изобретение, металлической, образования, относится, пакета, установкам, установки, электрических
...регулируемые ролики 24 и 25, соединенные замком. Эи ролики предназначены для поддержки ленты.Кроме того, в направляющей установлены конические ролики 26 и 27, конусность когорых выбирают в зависимости от геометрических параметров получаемого пакета, Оба ролика являюгся ведущими и получают вращение от шестерни 28, сидящей на торце оправки 5 и находящейся в зацеплении с шестернями 29, 30 и 31, сообщающими вращение роликам.Узел гибки содержит также два неподвижных кольца 32 и 33, связанных между собой. На наружной поверхности колец выполнены выемю, прина коОрых равна ширине направляющей в сборе, причем направляющая помещена в этих выемках. В вырезе кольца 33 установлена съемная винтовая направляющая 34 для отвода и шихтовки...
Фрикционный диск

Номер патента: 826124
Опубликовано: 30.04.1981
МПК: F16D 67/04
Метки: диск, фрикционный
...соединена с фланцами 2 и 3 заклепкой 4. Фланцы 2 и 3 содержат диск и зубчатый деесксидящий на зубчатом венце 5 е,фиг. 2).Форма зубцов зубчатого вееща может бытьпроизвольной. Между этими фланцами 2 и3 усчаееовдени одна иди несколько пружин6, предпочтительно одна или две тарельчатых пружин, или Одна ВОлнистая кОльцевая пружина. Благодаря пружинам 6 Обадиска удерживаются на расстоянии и темсамым обеспечиваетсч надежная опорадля торсионных пружин 7. Жновременно ЗОпружиной 6. обеспечивается необходимаясила для внутреннего трения, так какпружина прккимает оба диска к Основному и дополнительному дискам 8 и 9,снабженным фрикционными накладками 5510 и 11. Диски 8 и 9 соединены другс другом распорным болтом 12, В этозаклепочное соединение входит...
Предыдущий патент: Устройство для телеуправления запорными задвижками
Следующий патент: Устройство для сухой стрижки волос или ворса
Случайный патент: Электродная проволока для сварки открытой дугой