Способ изготовления фольг и микрошлифов и устройство для изготовления фольг и микрошлифов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
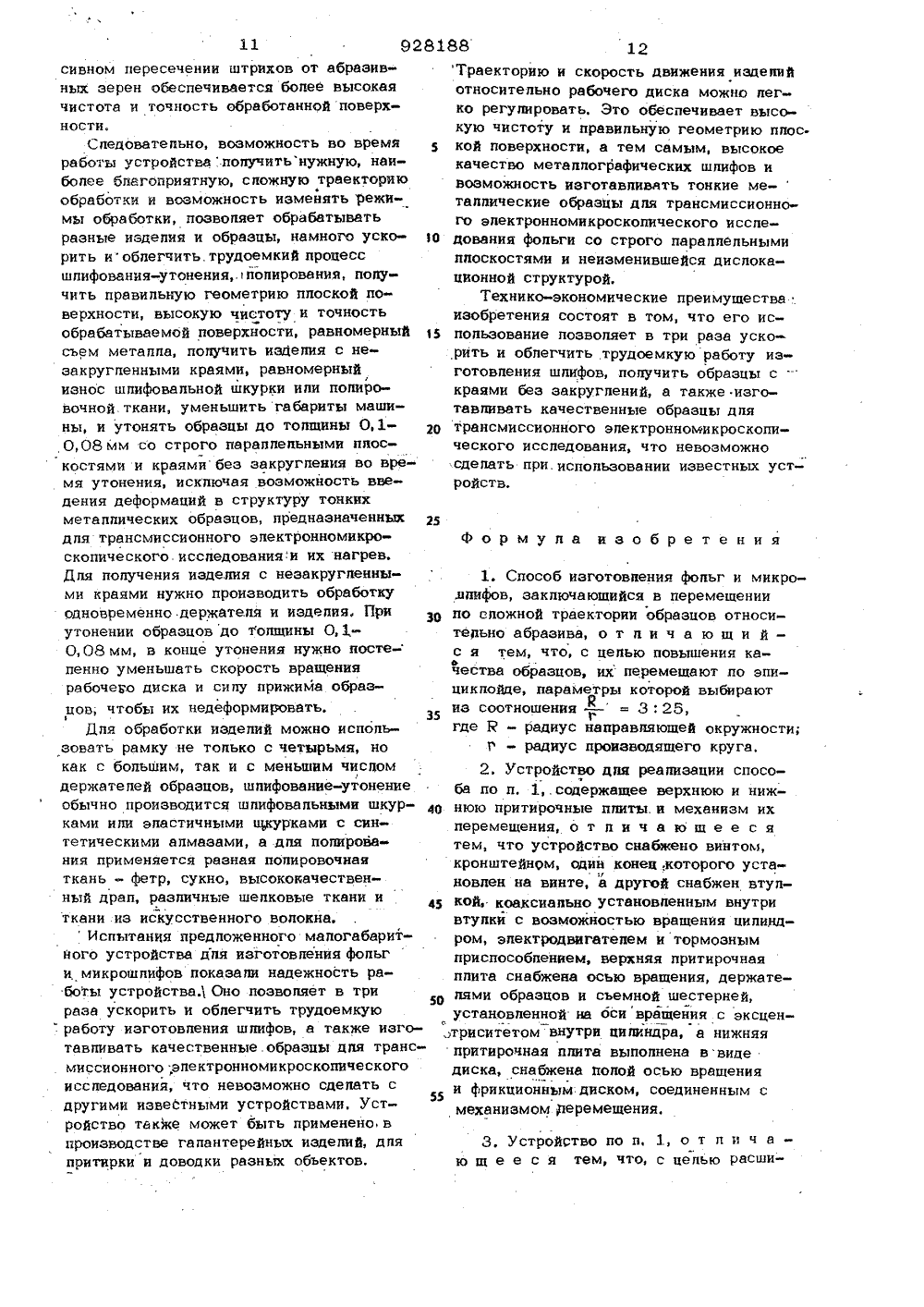
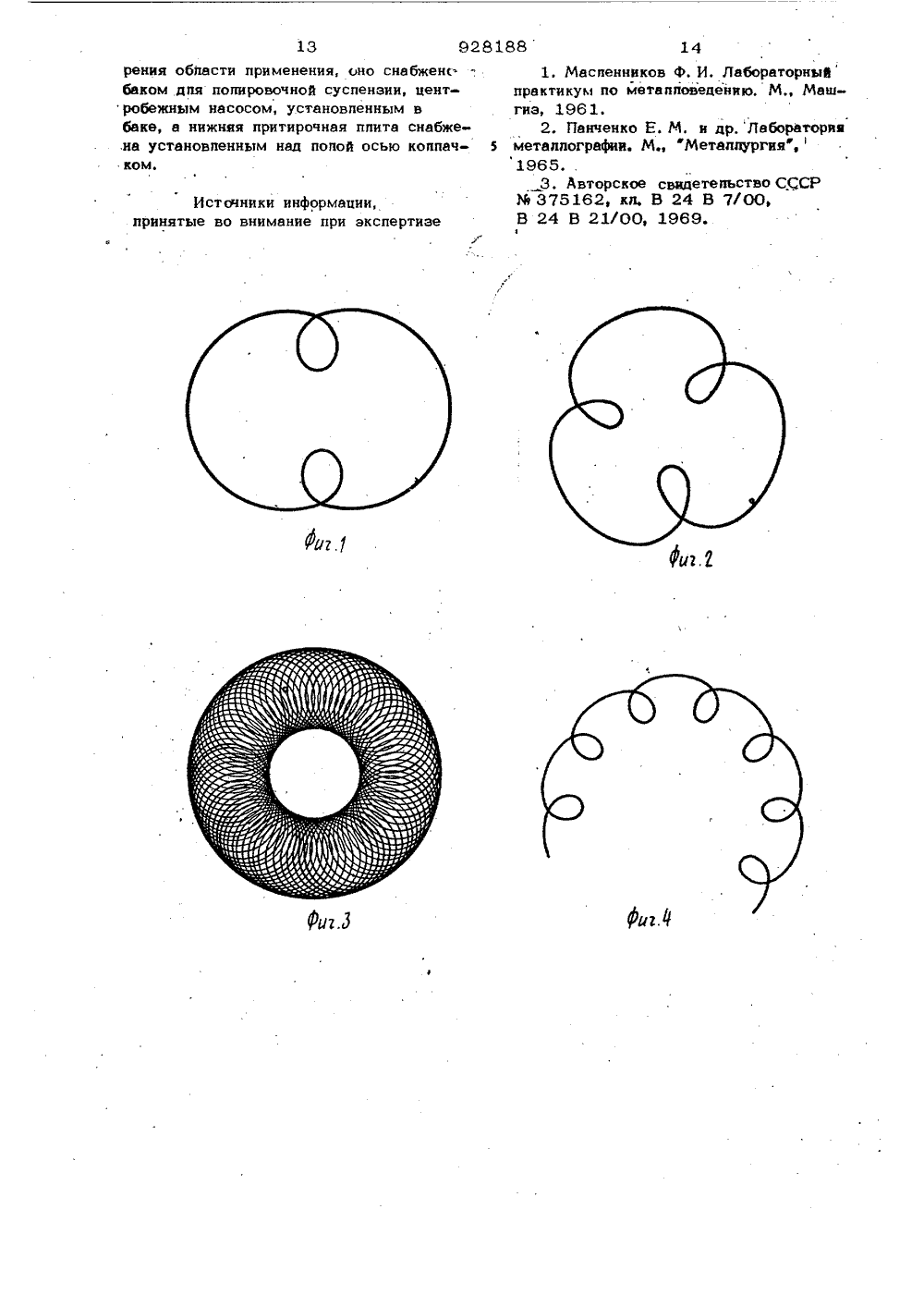
К. Б. Тол с, В. А. Чюппис и И. С. Випис Заявитель Каунасский политехнический институт им. Анта(54) СПОСОБ ИЗГОТОВЛЕНИЯ фОЛЬГ И МИКРОШЛИФОИ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к исследовани,ям структур, а именно для предваритепьного уточнения металлических образцов перед их окончатеньным электропитическим утонением, применяемых при трансмиссионном эпектронномикроскопическом исследовании, а также для шлифования ппоских поверхностей металлографических шлифов дпя проведения метаппографического анапиза разных сплавов черных ицветных метаппов. Кроме того, оно может быть испопьэовано дпя шпифования и попирования сферических и плоских торцов издепий, дпя шлифования и попирования минерапов, абразивов, стекла, кварца,1 керамики, природных апмазов и других материалов.Шпифование ппоских поверхностей метапйографических шпифов производят вручную или на механических станках, используя шпифовапьную шкурку, Когда шпифование производят вручную, то шпифовапьную шкурку кладут на толстое стекло, образец-шлиф рукой прижимают к ней и по спожной траектории водят им по.,шкурке. Шпифование механическим способом ведут на специальных машинах,которые имеют приводимые во вращениеот электродвигателя круги Ф 200-250250 мм; на эти круги надевают.шпифовальную шкурку, на которой, держа в рукеобразец, производят алифование 13Эти способы щпифования поверхностиобразцов трудоемки, потому что всевремя нужно шпифом водить по шлифовальной шкурке, помещенной на стеклеили на вращающемся круге, Они пригодны тспькс дпя образцов дсстаточно больших размеров, чтобы их быпо удобнодержать в руке. Качество метаппографических шлифов попучается низкое, потомучто края шпифов закругпяются, что мешает их исспедованию,Наиболее бпиэким явпяется способ;изготовления фопьг и микрошлифов заключающийся в перемешении их по спожной траектории, относительно абразива3225/53,ТВНИИПИ Госу по дела 113035, олиап ППП Патент, г. Ужгород, ул. Проектная, 4 аж 883арственного ком изобретений ива, Ж, Рауш Подписноетета СССРткрытийкая наб., д. 4/5928188 Огнако с помощью этого устройстваневозможно производить утонение образцов до 0,1-0,08 мм, поскопьку такаякинематическая связь двух притирочныхплит не позвопяет попучить тонкие образцы с строго паралпепьнымн плоскостями,края образцов йопучаются с эакругпенияС 3ми, во время утоненич образцы испытывают деформацию, что недопустимо дпяобразцов, применяемых дпя трансмиссионного электронномикроскопического исследования. Используя это устройство, можноизготавливать обыкновенные метаплографические шпифы, однако во время работыустройства получается спожная траектория движения образца относитепьно шпифовальной шкурки и метапл в основномснимается из-за продопьного возвратно 45поступатепьного движения верхней плиты,с незначительным ее поперечным перемещением. Вследствие этого на образце попучаются риски одного направления, что ухудшает качество шпифов и уменьшается произво-,дитепьность устройства. С помощью этогоустройства можнообрабатывать только ппоские, с параллельными противоположнымиплоскостями образцы и детапи, У устройства довопьно спожнач конструкция механизма относитепьного перемещения об,разца и механизма креппения шпифовапьной.шкурки,фования также можно менять, регулируя прижим образцов к шпифовапьному диску, надевая съемную. шестерню ипи съемный алектродвигатепь и сообщая допопнитепьное вращение оси рамки вокруг оси втупки, изменяя скорость вращения рабочего диска, а также притормаживая вращение рамки тормозным устройством.В зависимости от того, какие будут обрабатываться изделия, к рамке можно прикрепить разные держатепи. Еспи неСпособ реаниэован в устройстве,имеющем сложную конструкцию механизма перемещения.Недостатком способа является низкоекачество изготовленных образцов.Наибопее бпизким к предпагаемомуявляется устройство для изготовленияобразцов, содержащее верхнюю и нижнююпритирочные пииты и механизм их перемещения. На верхней пните установпеныбарабаны с абразивной пентой, перематываюшейся в процессе притирки. В нижнююпритирочную пииту вмонтирован хомутикс элпипсным окном, в котором помещенэксцентриковый диск, сообщающий копе- ибатепьное движение хомутику, кинематически связанному с верхней притирочной,плитой. Хомутик: снабжен съемным упо-ром, связанным с верхней пнитой и перелающим поспедней колебатепьное движение хомутика. Это поэвоцяет попучитьспожную траекторию движения притираемого издепия. Продопьное возвратнопоступатепьное движение верхняя плитаполучает от эпектродвигатепя, вап кото- дрого соединен купачковой муфтой с чер-виком редуктора 33. 4Цель изобретения - повышение качества образцов и расширение обпасти применения. Поставленная цепь достигается тем, что в способе изготовпения фопьг и микрошпифов, закпючающемся в перемещении по спожной траектории образцов относитепьно абразива, образцы перемещают поэпицикпойце, параметры которой выбирают из соотношения Й/г: 3;25,где Р - радиус направляющей окружности;,г - радиус производящего круга.Кроме того, устройство для реапиэацииспособа, содержащем верхнюю и нижнюю,притирочные пииты и механизм их перемещения, снабжено винтом, кронштейном,один конец которого установлен на винте,а другой снабжен втупкой, коаксиапьноустановпенным внутри втупки с возможностью вращенияципиндром, зпектродвигателем и тормозным приспособлением,верхняя притирочная плита снабжена осью вращения, держателями образцов и съемной шестерней, установпенной на оси вращения, с эксцентриситетом внутри цилиндра, а нижняя притирочная плита выпопнена в виде диска, снабжена полой осью вращения и фрикционным диском, соединенным с механизмом перемещения,Целесообразно устройство снабдить баком для попировочнойсуспензии, центробежным насосом, установленным в баке, а нижнюю притирочную пииту снабдить установленным над полой осью коппачком.Дпя вращения рамки и сообщенная издепиям спожной траектории движения относитепьно рабочего диска, а также подачи и перемешивания попировочной сус-,пензии не нужен привод, рамку и центробежный насос вращает сам рабочий диск. Поворачивая кронштейн относительно винта и, тем самым, изменяя попожение оси вращения рамки относитепьно оси вращения рабочего диска, можно получитьразные, нужные дпя шпифовация утонения, спожные траектории движения изделий относитепьно рабочего диска. Характер сложной траектории и скорость шпи10 25 30 35 5 92обходимо получить образцы с краямибез закруглений, они крепятся в специапьных держателях, имеющих ту жетвердость, что и образцы, и производится шпифование одновременно и образцови держателей,На фиг, 1-4 изображены траектории,по которым движутся обрабатываемыеизделия относительно рабочего диска взависимости от выбранного режима обработки; на фиг, 5 - принципиапьная схемаустройства; на фиг, 6 - принципиапьнаясхема крепления уэпа рамки; на фиг, 7 аксонометрическое изображение устройства.Эпицикпойда - это кривая, которуюописывает точка, закреппенная в ппоскости круга радиуса г (производящийкруг), когдя этот круг катится по окружности радиуса К (направпяюшая окружность), В данном случае радиус направпяющей окружности Й - это расстояниеоси вращения держатепей образцовот осивращения рамки, а радиус производящегокруга г равен смешению оси вращениярамки от оси вращения рабочего диска.Число витков эпициклойды зависит отсоотношения этих двух радиусов. Наиболееполно плошадь рабочего диска используется тогда, когда это соотношение/Г=З.В этом случае эпицикпойда имеет тривитка (фиг. 1). Однако на окончательнойстадии изготовпения микрошпифов и особенно при изготовйении фопьг жепательнополучить более интенсивное пересечениетраектории обрабатываемых изделий нарабочем диске. Поэтому уменьшаетсясмешение оси вращения рамки относитепьно оси вращения рабочего диска. Однако,если это смещение, т,е, радиус производящего круга, спишком мапенькое, то используется только узкая попоса рабочегодиска, поэтому соотношение - не спедуетувепичивать больше 5, Еспи уменьшатьсмешение оси вращения рамки относительно оси вращения рабочего диска, тотраектории движения изделий- эпицикпойдыбудут суживаться (фиг. 4). При этомбудет иметь место более интенсивноепересечение штрихов от абразивных зерен, чем при бопьшем смешении осей,Устройство включает рабочий диск 1,кинематически связанный с копой осью 2,фрикционным диском 3, цилиндрическимроликом 4 и эпектродвигатепем 5, Навинте 6 с прямоугольной резьбой и прорезью установпена гайка 7 и кронштейн8 с выступом 9. Обе проушины концакронштейна 8 соединены винтом 10, К 5 20 40 45 50 55 другому концу кронштейна прикреплен узеп креппения 11 рамки. К кронштейну 8 жестко лрикреппена втулка 12 с зубьями в ее верхней части. Внутри этой втулки на подшипниках установпен ципиндр 13, в котором также на подшипниках вмонтирована ось рамки 14, Между осью вращения рамки 14 и осью вращения ципиндра 13 установлен эксцентриситет. В верхнем конце оси рамки 14 установлена съемная шестерня 15. Над втупкой 12 может быть установпен эпектродвигатепь 16, который соединяется с ципиндром 13, К нижней части оси рамки 14 жестко прикреплена рамка 17. В четырех гнездах последней, симметрично относительно оси рамки 14, распопожены четыре держатепя 18 образцов и в корпусах 19 держатепей установлены пружины 20. Корпуса 19 держатепей в гнездах фиксируются винтами 21. В нижнюю часть держателей 18 ввинчены винты 22, На втулку 12 навинчено кольцо 23, установлена пружина 24 и тормозной диск 25. Другой тормозной диск 26 прикреппен к верхней части Рамки 17. На рабочийо диск 1 установлено бвстросъемное копьцо 27, а к нижней части попости оси 2 - по- . лая муфта 28, через попый вап 29 соединена с центробежным насосом 3 О, в нижней части которого установпено регупировочное коц 31 с отверстиями, Б корпус 32 устройства вмонтирована трубка 33, соединенная с бакоч 34 дпя полировочной суспензии. К рабочему диску 1 над попой осью 2 прикреппен колпачок 35.Устройство работает следующим образом.Гайкой 7 вместе с рамкой 17 вверх поднимается кронштейн 8, На рабочий о циск 1 надевается шпифовальная шкурка и закрепляется быстросъемным кольцом 27, Подъем кронштейна 8 обеспечивает более удобную замену щпифовапьной шкурки или рабочего диска 1, а также позволяет обрабатывать издепия разных топшин, На винт 6 при вращении гайки 7 цо нужной высоты опускается кронштейн 8 и рамка 17. Затем, поворачивая крон-" штейн 8 в сторону, на регупируемое расстояние смешается ось рачки 14 относительно оси рабочего диска 1. Нужное положение фиксируется винтом 10. Максимальный поворот кронштейна в сторонуосоставпяет 14, что ограничивает ширина прорези в винте 6, в которой перемешается выступ 9 кронштейна 8, Припомоши винтов 22 в держателях 18образцов закреппяются издепия и .вместес держатепями вставляются в гнезда рамки 17. Прижимая к шпифовапьной шкурке издепие и фиксируя это попожение винтом 21, можно получить жепаемый прижим образца к шпифовапьной шкурке, Вкпючается эпектродвигатепь 5, который через ципиндрический ропик 4, фрикционный диск 3 и попую ось 2 вращает рабочий диск 1, и прижатую к нему быстросъемным кольцом 27 шпифовапьную) шкурку. Скорость вращения рабочего диска 1 можно плавно регупировать в широком диапазоне изменением скорости вращения апектродвигатепя 5. Дпя вращения иэдепий и их спожного поперечно-продопьного перемещения относитепьно центра и :периферии шпифовапьной шкурки не нужендопопнитепьный привод. Под воздействием сип трения между падением.и шпифовапьной шкуркой и разности вепичин окружных скоростей, издепия начинают вращаться вокруг оси держатепей и допопнитепьно вокруг своей оси вращаетсярамка 17.Еспи оси вращения рамки 17 и рабочего диска 1 совпадают, то шпифование отсутствует, поскопьку изделия, прижатые к шпифовапьной шкурке, вращаются вместе с ней.Еспи на втупку 12 начать навинчивать копьцо 23, то под воздействием пружины,24 начинают соприкасаться тормозные диски 25 и 26, вспедствие чего притормаживается вра-. . щение рамки 17. Издепияначинают.проскапьзывать относитепьнофшпифовапьной шкурки и под воздействием сип трения и разности вепйчины.окружнъж скоростей начинают вращаться вокруг осей держатепей 18. Скорость вращения рамки 17 при атом меньше скорости вращения рабочего диска 1. Еспи, прворачивая кронштейн 8 в сторону, сместить ось вращения рамки 14 относитепьно оси вращения рабочего диска 1, но,не притормаживать вращения рамки 17, то одновременно.с вращением издепия вокруг осей держатепей, они выпоцняют. спожнъе поперечно-продопьные движения относя- тельно центра и периферии шпифовапьной шкурки, т.ена шпифовацьной шкурке рисуются апицикпойды (фиг, 1), На. фиг, 1-4 .не отражается, что ивения еще допопнительно вращаются вокруг оси держателя, Показанную траекторию чертит точка, находящаяся в оси вращения держатепя. Еспи в атом случае вращение рамки 17 притормаживать, то эпицикпойда пойунаеся удпиненной (фиг, 2). На фиг,З показана траектория движения издепия поспеО ванин 20 ня 15 и к втупке 12 крецится апектродвигатепь 16, вап которого соединяется с30 Издепия так же как и раньше относитепьно рабочего диска 1 перемещаются по спожной траектории. Под воздействием"центробежного насоса ЗО попировочнаясуспензия поднимается по полому вану 29, попой муфте 28 и попой оси 2 вверх, ударяется в коппачок 35 и попадает на 55попировочную ткань. Под воздействием центробежных сип суспензия распространяется по всей поверхности попировочной ткани от центра к перифдгии. Отработав 35 40 8 Ь 8нескопьких десятков оборотов ра 6 оче диска 1.Если на верхний конец оси рамки 14 установить съемную шестерню 15, то она при вращении рамки 17 начинает перемещаться по зубьям втупки 12 и ось рамки 14 вращается вокруг оси вращения цилиндра 13 с установленным эксцентриситетом. Вспедствие этого издепия попучают допопнитепьно поперечное перемещение относитепьно своей траектории движения на величину, равную двойному эксцентриситетумежду осью рамки 14 и осью цилиндра13. Попучается общая спожная траектория,которая испопьзуется при супенфинишироЭтот метод обработки можно еще болееинтенсифицировать. Дпя этого с концаоси рамки 14 снимается съемная шестервращающимся ципиндром 13, Скоростьвращения эпектродвигатепя можно плавнорегупировать в широком диапазоне. Привращении апектродвигатепя 16 ось рамки14 через каждый оборот эпектродвигатепя 16 описывает круг относительно оси втулки 12, а образцы перемещаются относитепьно траектории движения по рвбочему диску. Это перемещение зависиттопько от скорости вращения.эпектрщви-гатепя 16. Таким образом, изменяя скоарости вращения эпектродвигатепей 5 и16, можно попучитв разные спожные траектории движения обрабатываемых издепий относитепьно рабочего диска,С помощью этого устройства можно производить не только шпифование-утонение иедепий, но и их попировку. В этом спучае на рабочий диск 1 надевается попировочная ткань и закрепляется быстросъемным кольцом 27, Устройство кработе подготавпивается таким же обраэом. Кроме того, с попой осью 2 с помощью полой муфты 28 и попого вапа29 соединяется центробежный насос 30 и с верхней части:трубки 33 снимается пробка. Вкпючается эпектродвигатепь 5.15 25 9 0281шая суспензия с рабочего диска 1 стекает в верхнюю часть корпуса 32 уст ройства, а из нее, через трубку ЗЗ, вбак 34 дпя попировочной суспензии. Копичество подаваемой вверх суспенэии5регупируется поворотом регупировочногокопьца 3 1 с отверстиями, Часть суспензии иэ центробежного насоса 30 поднимается вверх, а часть через отверстияв нижней части центробежного насоса1030 и регупировочного копьца 3 1 опятьпопадаетв бак дпя полировочной суспензии и перемешивает суспензию. Это поддерживает суспензию в рабочем состоянии,Режимы обработки изделий можноизменять, меняя скорость вращения рабочего диска 1, силу прижима иэделийк шпифовапьной шкурке ипи лопировочнойткани, величину притормаживания вращающейся рамки 17, величину смещенияоси вращения рамки 17 относитеиьнооси вращения рабочего дискФ 1, устанавпввая иаи свимая съемиугэ шестерню15, устацавиввая иан снимая съемныйэлектродвигатепь 16 и измеггяя скоростьего вращения, применяя держатепи свращающимися ипи направляющимися вних издепиями, и применяя шпифовапьнуюшкурку оаэных номеров ипи попировочную ткань разных сортов.Крепление издепий и образцов в вращающихся ипи неврашаюшихся держателях 18 образцов можно производить разпичными способами, в зависимости оттого, какие издепия обрабатываются. При 35утонении издепий до толщины 0,1-0,08 мм,образцы, изготовленные из ферромагнитных материалов, крепятся эа счет силмагнитного притяжения магнитного держателя. Образцы иэ неферромагнитных материалов к держатепю прикпеиваютсякпеем, Клей допжен быть легко растворим, что позвопипо бы пегко сниматьобразцы после утонения без их деформации. Бопее топстые изделия крепятся 45при помощи винтов 22 ипи специальныхтисков. Напичие в устройстве вращающегося рабочего диска, скорость вращениякоторого можно ппавно регупировать,кронштейна с вращающейся рамкой, ось 50которой, можно сместить относитепьно. оси вращения рабочего диска на регупируемое расстояние, регупируемоготормоза, съемной шестерни оси рамки,съемного эпектродвигателя, возможности обрабатываемые иэдепия с разнойсипой прижимать к рабочему диску, применять держатепи с врашаюпгггмися илииевраааюшимися в них иэдепиями и воз 88 10можности на рабочий диск надеть разные обрабатываюшие материапы позволяет попучить нужные, наибопее бплгоприятные, спожные траектории движенияиздепий. Спожное поперечно-продопьное, движение издепий относительно рабочего диска за счет сип трения, разности величины окружных скоростей и притормаживания поэвопяет попучить эпектродвигатепем врашаемый рабочий диск. При этом дпя работы испопьзуется вся ппошадьшлифовапьной шкурки ипи попировочнойткани и они равномерно изнашиваютсяпо всей ппошади.Во время работы издепия вращаютсяипи не вращаются в держатепях образцов,в зависимости от того, какой испопьзуется держатепь, и еше движутся по спожной траектории, в реэупьтате чего в любой момент времени все точки обрабатываемой ппоскости иэдепия имеют одинаковую по вепичине и направлению скорость и ее направпение и вепичина современемнепрерывно изменяется. Равенство скоростей обработки дпя всехточек обрабатываемой поверхности обесФпечивает получение правипьной геометрииппоской поверхности. Непрерывное изменение вепичины и направпения скорости обработки обеспечивает пересечение штрихов от абразивных зерени позволяет получать высокую чистоту обрабатываемой поверхности, Пересечение штрихов абразивных зерен интенсивнее, есни изделия могут вращаться в держателях образцов, если меньше смещение оси врашения рамки относительно оси вращения рабочего диска, еспи ось рамки вращается вокруг оси цилиндра, еспи с меньшей силой издепия прижаты к рабочему диску, еспи меньше сила притормаживания вращения рамки и если испопьэуются более мелкие абразивные частицы шпифовапьной шкурки или бопее гпадкая попировочная ткань, Изменяя эти параметры, можно менять режимы обработки. При бопьшом смешении оси вращения рамки относитепьно оси врашения рабочего диска имеет место бопьшая скорость движения издепия по рабочему диску и этим . достигается более интенсивный съем металпа. Этому же способствует бопьшая сипа прижима иэдепий к диску, отсутствие нх вращения вокруг оси держателя, более сипьное притормаживанне врашения рамки, большая скорость вращения .диска и более крупные абразивные частицы шпифовапьной шкурки ипи более гру-. бая лопировочная ткань, При бопее ннтенТраекторию и скорость движения издепий относительно рабочего диска можно пегко регулировать. Это обеспечивает высокую чистоту и правильную геометрию ппоской поверхности, а тем самым, высокоекачество метаппографических шпифов ивозможность изготавливать тонкие ме-таппические образцы дпя трансмиссионного эпектронномикроскопического исспедования фопьги со строго параппепьными ппоскостями и неизменившейся диспокационной структурой.Технико-экономические преимущества .изобретения состоят в том, что его испопьзование позволяет в три раза ускорить и облегчить трудоемкую работу иэготовпения шпнфов, получить образцы с - краями без закруглений, а также иэготавпимть качественные образцы дпя трансмиссионного эпектронномикроскопического исследования, что невозможно сдепать при испопьзовании известных устройств. формула изобретения 1. Способ изготовпения фопьг и микрояпифов, закпючающийся в перемещении по спожной траектории образцов относитепьно абразива, о т и и ч а ю щ и й - с я тем, что, с цепью повышения качества образцов, их перемещают по эпицикпойде, параметры которой выбираютй35иэ соотношения -= 3: 25,где Я - радиус направяяющей окружности;Г - радиус производящего круга.2. Устройство дця реапизации способа по п. 1,. содержащее верхнюю и ниж 40 нюю притирочные цпиты. и механизм ихперемещения, от пичающее сятем, что устройство снабжено винтом,кронштейном, один конец .,которого уста:Уновпен на винте, а другой снабжен втулЮ кой коаксиапьно установпенным внутривтупкй с возможностью вращения ципиндром, эпектродвигатепем и тормознымприспособпением, верхняя притирочнаяппита снабжена осью вращения, держатео пями образцов и съемной шестерней,установленной на оси вращения с эксцентриситетом внутри цилиндра, а нижняя притирочная плита выполнена в вице диска, снабжена попой осью вращения и фрикционнъм диском, соединенным с механизмом перемещения. 3, Устройство по п. 1, о т и и ч аю щ е е с я тем, что, с целью расши 11 928188 сивном пересечении штрихов от абразивных зерен обеспечивается бопее высокая чистота и точность обработанной поверхности,Спедомтепьно, возможность во время работы устройстваполучитьнужную, наиболее бцагоприятную, спожную траекториюФобработки и возможность изменять режимы обработки, позвопяет обрабатывать разные издепия и образцы, намного уско- щ рить иобпегчить. трудоемкий процесс шпифомния-утонения,.йопирования, попучить правипьную геометрию плоской поверхности, высокую чистоту и точность обрабатываемой поверхности, равномерный съем метаппа, получить изделия с незакругпенными краями, равномерный износ шпифовапьной шкурки ипи попировочной ткани, уменьшить габариты машины, и утонять образцы до топщины 0,1- 0,08 мм со строго параппепьными пцоскостями и краямибез закругления во время утонения, исключая возможность введения деформаций в структуру тонких метаппических образцов, предназначенных дпя трансмиссионного эпектронномикроскопического исспедованияи их нагрев. Дпя попучения изделия с незакругпенными краями нужно производить обработку одновременно.держатепя и издепия, При утонении образцов до топщины О, Х,08 мм, в конце утонения нужно посте- пенно уменьшать скорость вращения рабочего диска и сипу прижима образцов, чтобы их недеформировать.йпя обработки изделий можно испопьзовать рамку не только с четырьмя, но как с бопвшим, так и с меньшим чиспом держатепей образцов, шпифование-утонение обычно производится шпифовапьными шкурками ипи эластичными шкурками с синтетическими апмазами, а дпя попирова ния применяется разная попировочная ткань - фетр, сукно, высококачественный драп, разпичные шепковые ткани и ткани иэ искусственного волокна.Испытания предложенного мапогабаритного устройства дпя изготовления фопьг и, микрошпифов покаэапи надежность работы устройства. Оно позволяет в три раза ускорить и обпегчить трудоемкую "работу изготовления шпифов, а также изг тавпивать качественные образцы дпя транс миссионного;эпектронномикроскопического иссцедомния, что невозможно сдепать с другими известными устройствами. Устройство также может быть применено в производстве галантерейных изделий, дпя притирки и доводки разных объектов.рения области применения, оно снабженсбаком для полировочной суспензии, центробежным насосом, установленным вбаке, а нижняя притирочная плита снабже.на установленным над полой осью колпачком. Ф Источники информации,принятые во внимание при экспертизе 1. Масленников ф. И, Лабораторныйпрактикум по металповедению. М., Мащгиэ, 1961,2. Панченко Е. М. и др,Лабораторияметаллографии. М., Металлургия,19653. Авторское свидетельство СССРЖ 375162, кл. В 24 В 7/00,В 24 В 21/ОО, 1969.
СмотретьЗаявка
2970207, 18.07.1980
КАУНАССКИЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. АНТАНАСА СНЕЧКУСА
ТОЛУТИС КОСТАС БОЛЕСЛАВОВИЧ, ЧЮПЛИС ВИТАУТАС АНТАНОВИЧ, ВИЛИС ИОНАС СТЕПАНОВИЧ
МПК / Метки
МПК: G01N 1/32
Метки: микрошлифов, фольг
Опубликовано: 15.05.1982
Код ссылки
<a href="https://patents.su/10-928188-sposob-izgotovleniya-folg-i-mikroshlifov-i-ustrojjstvo-dlya-izgotovleniya-folg-i-mikroshlifov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления фольг и микрошлифов и устройство для изготовления фольг и микрошлифов</a>
Устройство для вращения гибкого магнитного диска

Номер патента: 1571670
Опубликовано: 15.06.1990
Авторы: Киршон, Нижерадзе, Перминов, Юрчишин
МПК: G11B 25/04
Метки: вращения, гибкого, диска, магнитного
...ступенчатым, Второй по Стоянный магнит 3 и круглый приводной палец 2 расположены саасчо в стаканааб аэнай полости 5 первого постоянного магнита 1. При этом дна стаканообразнай полости 5 первого постоянного магнита 1 35 Имеет магнитную полярность расположенного против него торца второго пастояннаГа магнита 3, а подшипник 4 укреплен на другом конце круглого приводного пальца 2 с воэможностью установки в приводном ат верстии магнитного сердечника Гибкога магнитного диска.Работа предложенного устройства для вращения гибкого магнитного диска происходит следующим образом. 45Перед установкой кассеты с гибким магнитным диском круглый приводной палец 2 ,прижат своей ступенькой к стопарнаму кольцу б, Последнее происходит за счет сил...
Устройство для вращения рамки пеленгатора

Номер патента: 22111
Опубликовано: 31.08.1931
Автор: Иващенко
МПК: G01S 3/04
Метки: вращения, пеленгатора, рамки
...рукой ть приемник, ь. едмет изобретения ед- азОбычно рамка пеленгатора приводится во вращение левой рукой оператора посредством штурвала, насаженного на ось рамки. Так как правая рука оператора занята при этом настройкой приемника, то оператору невозможно при этом производить запись, Предлагаемое изобретение касается устройства для вращения рамки пеленгатора и состоит в конструктивной форме его выполнения, позволяющей оператору производить вращение рамки помощью ноги.На чертеже фиг. 1 изображает пр лагаемое устройство в продольном р резе; фиг. 2 - вид его сверху.На ось 1 рамки пеленгатора свободно насаживается тарелка 2, которая имеет приливы Л с отверстиями 4, в которые пропускаются болты, закрепляющие тарелку 2 неподвижно. Вторая...
Режущий диск рабочего органа проходческой

Номер патента: 397650
Опубликовано: 01.01.1973
МПК: E21D 1/06
Метки: диск, органа, проходческой, рабочего, режущий
...дисков выполнены с выступами, снабженными накладками, соединенными между собой.Это сбссцс шваст разгрузку шарниров лиска От сцлий, НОзникаю 1 пих прп разрушении породы.Иа фиг.изображен рабочий орган проходСской машины с режущими дис 1 саыц ца фиг. 2 - место соединения частей режущегока; на фиг. 3 - шарнирное соединение часрежущего диска.Режущий диск 1 рабочего органа проходческой машины 2 состоит из нескольких частей, соединенных царнираыи . В местах разъема у шарнировверхняя и нпжняя плоскости диска выполнены с выступами 4, имеющими наклонные поверхности и снабжсццыми цакладками 5, стянутыми между собой, например, соединением шпилька - гайка, Штифты б, устанавливаемые в плоскости разъема, фиксируют установку в одной плоскости шарнирно...
Диск рабочего органа для уборки корнеплодов

Номер патента: 986329
Опубликовано: 07.01.1983
Авторы: Бойко, Власенко, Карпов, Лупандин, Скочило, Сосков, Сычев, Яременко
МПК: A01D 25/04
Метки: диск, корнеплодов, органа, рабочего, уборки
...остат ки, забиваются ими и почвой, самовыглубляются, что приводит к наруше нию технологии уборки корнеплодов. Для эаглубления их в почву требуют повышенные усилия, способствующие по ломкам рабочих органов.Известен также диск рабочего орг на для уборки корнеплодов, содерж щий лезвие с наплавленным на него едовател ьский институт" о машиностроенмЕ " " "986329 . 4заменен на фрезерование почвы зубчатым лезвием, что позволяет улучшить крошение почвы, снизить усилие на заглубление, повышает работо-способность и увеличивается долговечность диска. 3На Фиг. 1 изображен диск, видсбоку; на фиг, 2 - то же, вид сбокув разрезе; на Фиг, 3 - сечение А-.Ана фиг, 1,Диск выполнен в виде основания 1и сьемного обода с лезвием 2, на которое наплавлен твердый....
Диск рабочего органа для извлечения корнеплодов

Номер патента: 1426489
Опубликовано: 30.09.1988
Авторы: Боцман, Павлюченко, Полупанов, Шабельник
МПК: A01D 25/04
Метки: диск, извлечения, корнеплодов, органа, рабочего
...я корнеплодов.5На фиг. 1 схематически изображен диск,общий вид; на фиг. 2 - разрез А - А нафиг. 1; на фиг, 3 - разрез Б - Б на фиг. 1.Диск рабочего органа состоит из ступицы 1, частей обода 2, жестко связанных с 10ней при помощи спиц 3 и закрепленных наступице эластичных элементов 4, расположенных в свободных зонах между частями обода 2.Диск рабочего органа работает следующим образом.15При движении корнеуборочной машиныдиск, частями обода 2 заглубленный в почву, нарушает связь корнеплодов с почвой,извлекает их и транспортирует в областьмаксимальной сходимости зоны защемления. 20,Части обода 2, выполненные в виде криволинейного участка с выпуклостью вовнутрь, по мере проворота диска увеличивают угол защемления до величины,...
Предыдущий патент: Устройство автоматического отбора пробы воздушной среды
Следующий патент: Способ оценки качества термоэластопластов
Случайный патент: Сигнализатор уровня электропроводных материалов