Устройство для моделирования технологических процессов изготовления продукции
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1012281
Авторы: Акилов, Бардашевский, Буряк, Гороховский, Жело, Заславский, Иванов, Магрилов, Майлис, Полисский, Цингауз
Текст
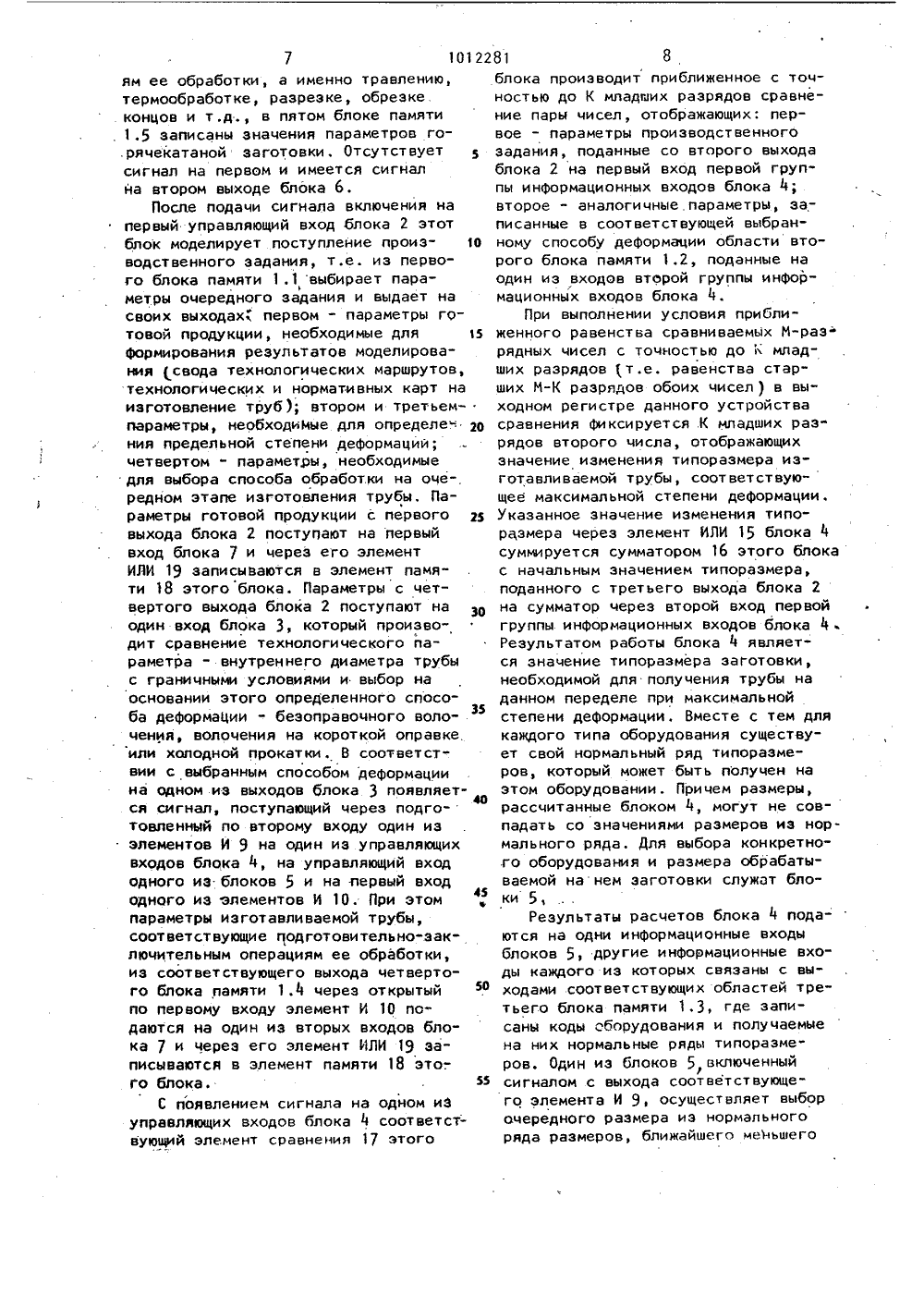
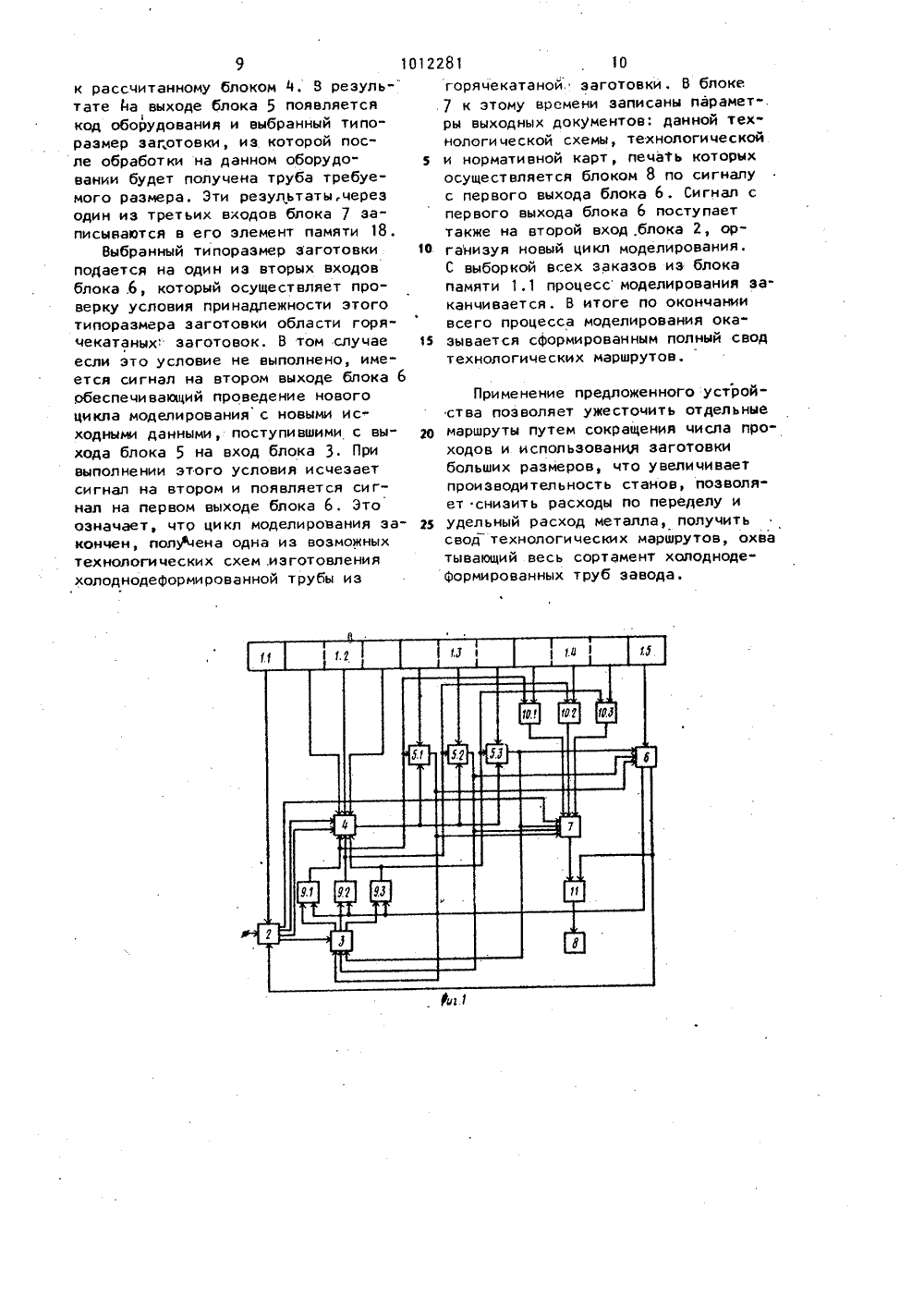
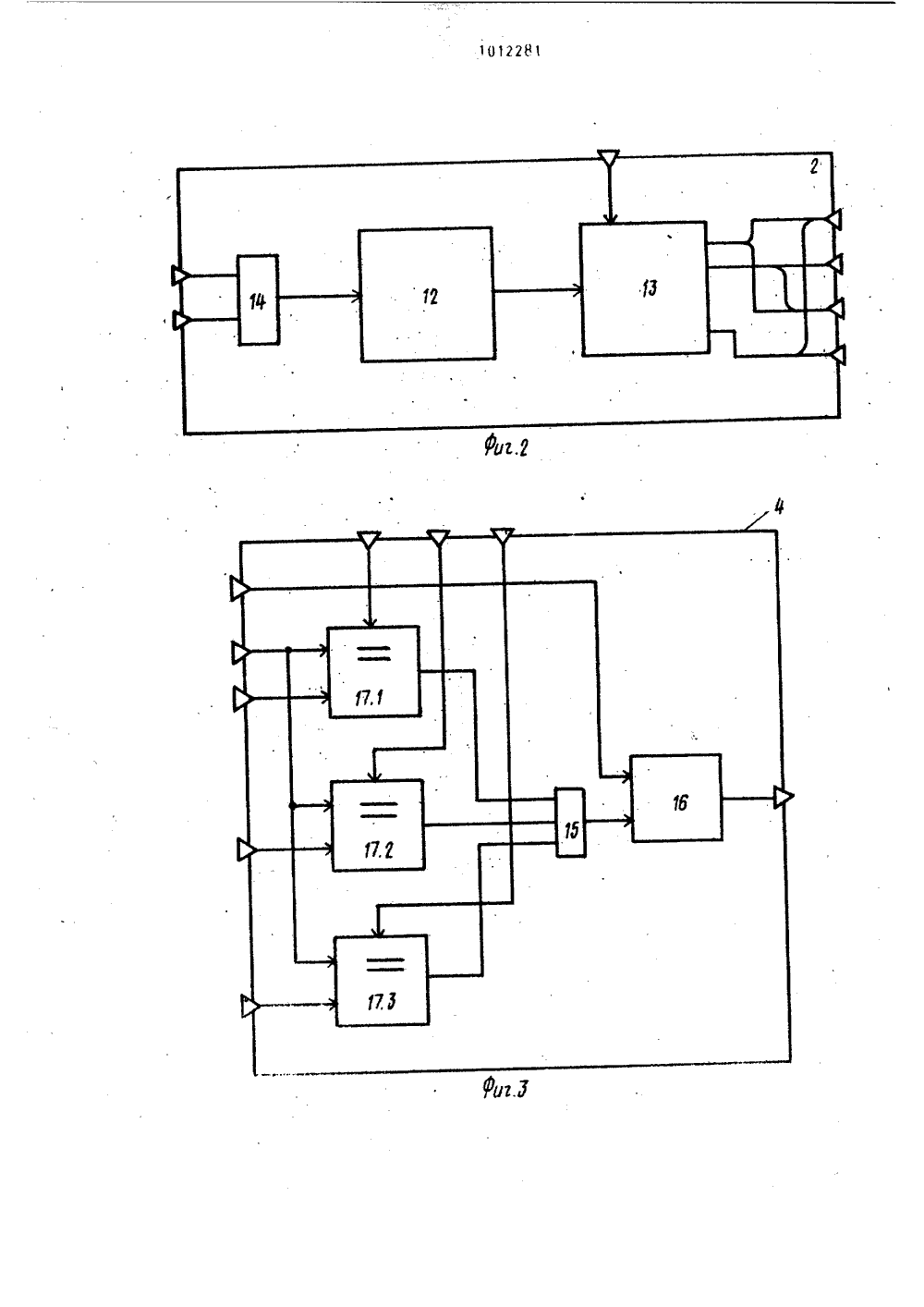
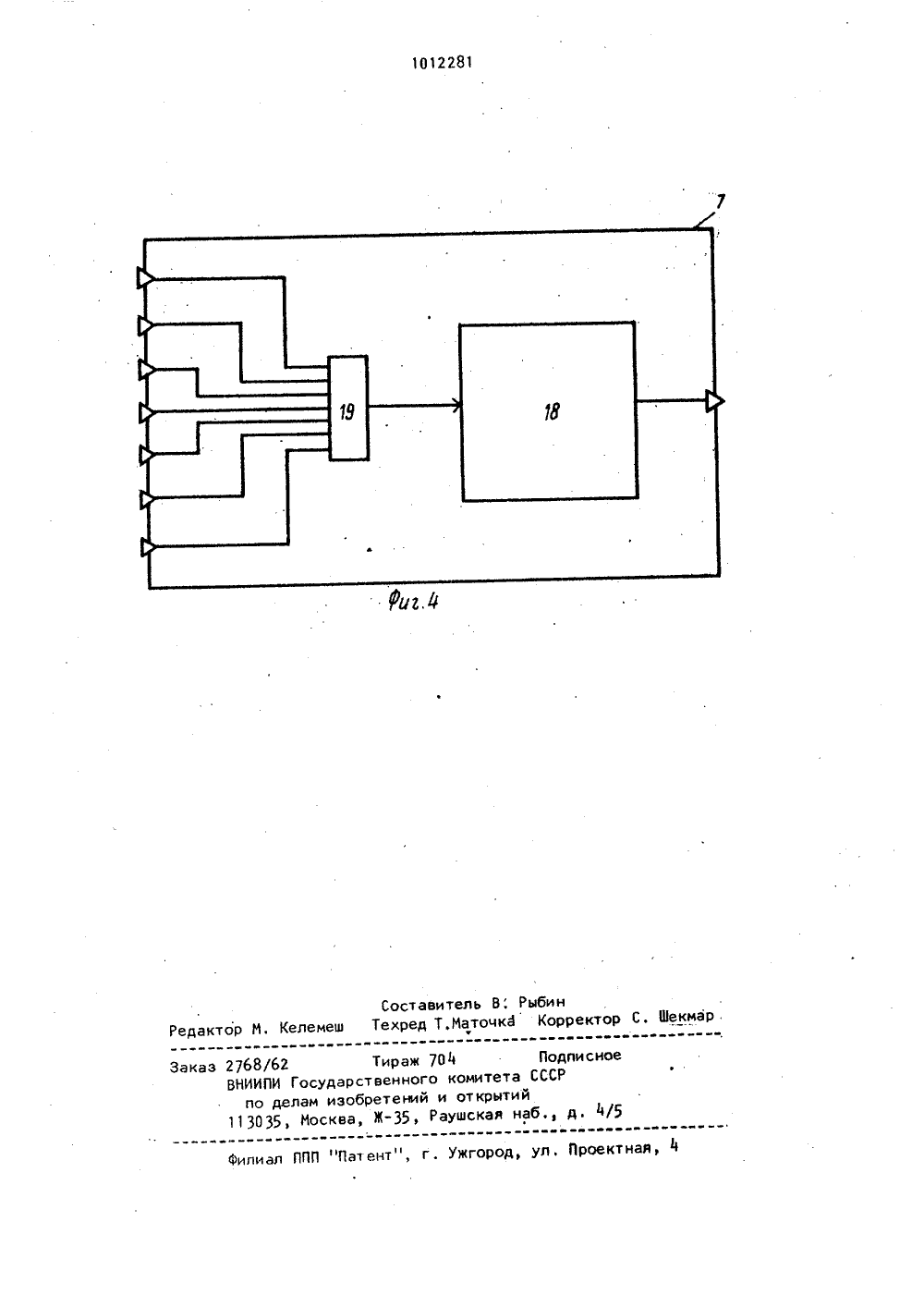
СОЮЗ СОВЕТСКИХСОЦИАЛИСТИЧЕСКИХРЕСПУБЛИК 1) 6.06 О /4 ЕНИ 0 ЕЛЬСТВУ ство СССР.1976во СССР1974 Ю 00 Феей ия нен ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ,ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТ ПИСАНИЕ АВТОРСКОМУ СВ(71) Научно-исследовательский и опытно-конструкторский институт автоматизации черной металлургии(54)(57) 1. УСТРОИСТВО ДЛЯ ИОДЕЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ ПРОДУКЦИИ, содержащее блокмоделирования поступления производственного задания, блок Формированиярезультатов моделирования и блок регистрации, о т л и ч а ю щ е ес ятем, что, с целью повышения быстродействия, в него введены пять блоковпамяти, семь элементов И, пять блоков сравнения и блок определения.предельной степени обработки продукции, выход которого соединен спервыми информационными входами первого, второго-и третьего блоков сравнения, выход первого блока сравнения подключен к первым входам четвертого блока сравнения, блока Фор. мирования результатов моделированияи пятого блока сравнения, выход второго блока сравнения соединен со вторыми входами четвертого блока сравия, блока формирования результа",Я 01012281 тов моделирования и пятого блока сравнения, выход третьего блока сравнения подключен к третьим входам четвертого блока сравнения, блока формирования результатов моделированияи пятого блока сравнения, первый,второй и третий выходы которого соединены с первыми входами соответственно первого, второго и третьегоэлементов И, выходы которых подключены соответственно к первому, второму и третьему входам блока определения предельной степени обработкипродукции, к управляющим входам соответственно первого, второго и третьего блоков сравнения и к первымвходам соответственно четвертого,пятого и шестого элементов И, выходы которых соединены соответствен"но с четвертым, пятым и шестым вхо-дами блока Формирования результатовмоделирования, выход которого подключен к первому входу седьмого элемента И, выход которого соединен со входом блока регистраци, выход первогоблока памяти подключен к информационному входу блока моделирования пос"тупления производственного задания,первый управляющий вход которого является входом запуска устройства, певый, второй и третий выходы второгоблока памяти соединены соответственно с четвертым, пятым и шестым вхо"дами блока определения предельнойстепени обработки продукции, седьмой и восьмой входы которого соединены соответственно с первым и вторым выходами блока моделирования поступления производственного задантретийи четвертый. выходы которогоподключены соответственно к седьмомувходу блска формирования результатов модепирования и к четвертому входу пятого блока сравнения, первый,второй и третий выходы третьего блока памяти соединены со вторыми инфортмационными входами соответственнопервого, второго и третьего блоковсравнения, первый, второй и третийвыходы четвертого бЛока памяти подключены ко вторым входам соответственно четвертого, пятого и шестогоэлементов И, выход пятого блока памяти соединен с четвертым входом чет"вертого блока сравнения, первый выходкоторого подключен ко вторым входампервого, второго й третьего элементов И, второй выход четвертого блока сравнения соединен со вторым входом седьмого элемента И и со вторымуправляющим входом блока моделирования поступления производственногозадания,2. Устройство по п.1, о т л и ч аю щ е е с я тем, что блок моделирования поступления производственногозадания содержит распределитель импульсов, дешифратор и элемент ИЛИ,выход которого подключен к распределителю импульсов, выход которогосоединен с первым входом дешифраторапервый, второй, третий и четвертыйвыходы которого являются соответственно третьим, первым, .вторым и четвертым выходами блока, первый и вто.рой управляющие входы которого,подключены соответственно к первому ивторому входам элемента ИЛИ, инфорИзобретение относится к вычислительной технике, предназначено для построения технологических маршрутов изготовления продукции и может бцть использовано для определения параметров технологического процесса и параметров продукции на каждом технологическом переделе,Извес,тно устройство для моделирования процессов управления материальными р-урсами, содержащее блоки измерс.нил, индикатор, генег. 11 ры импульсно.аног 1, бпки з "дя и мационный вход блока соединен со вторым входом дешифратора.3. Устройство по п,1, о т л ичающееся тем, чтоблокопределения предельной степени обработки продукции содержит элемент ИЛИ,сумматор и три элемента сравнения,выходы которых подключены соответственно. к первому, второму и третьему входам элемента ИЛИ, выход которого соединен с первым входом сумматора, выход которого является выходом блока, первый, второй и третийвходы которого подключены к первцмвходам соответственно первого, второго и третьего элементов сравнения,вторые входы которых обьединены и являются восьмым входом блока, седьмойвход которого соединен со вторымвходом сумматора, четвертый, пятыйи шестой входы блока подключены ктретьим входам соответственно первого, второго и третьего элементовсравнения,Устройство по п.1, о т л и -ч а ю щ е е с я тем, что блок формирования результатов моделированиясодержит элемент памяти и элементИЛИ, выход которого. подключен ковходу элемента памяти, выход которогоявляется выходом блока, первый, второй, третий, четвертый, пятый, шестой и седьмой входы которого соединенц соответственно с первым, вторым, третьим, четвертым, пятым,шестыМ и седьмым входами элементаИЛИ. формирования адреса, регистр и коммутаторы1 1,Однако это устройство имеет ограниченные функциональные возможности. В нем моделируются два потока: входящий 1,например поступление грузов на склад или заготовок на обработку) и исхоДящийнапример выдача грузов потребителям или изготовление изделий из заготовок ). 1 . делирование же процесса формировдння альтернативных вариантов схем пп-.изводства продукции с помощью этогоустройства невозможно,Наиболее близким по техническойсущности к изобретению является устройство для моделирования задач загрузки оборудования, содержащие блоки моделирования поступления производственного задания и. формированиярезультатов моделирования, блокимоделирования продуктивности обору вдования, генератор импульсов 2.Недостатками данного устройстваявляются низкое быстродействие, атакже невозможность определения способа обработки продукции,. степени ее 13обработки и составления полного сводаальтернативных вариантов схем изготовления продукции.Цель иэобретения - повышение быст- .родействия и раоиирение функциональ Вных возможностей устройства.Поставленная .цель достигается тем,что в устройство, содержащее блок моделирования поступления производственного задания, блок формирования уьрезультатов моделирования и блок ре-.гистрации, введены пять блоков памяти, семь элементов И, пять блоковсравнения и блок определения предельной степени обработки продукции,. выход которого Соединен с первымиинформационными входами, первого,второго и третьего блоков сравнения,выход первого блока сравнения подклюцен к первым входам четвертого блока.сравнения, блока формирования резуль- , 35татов моделирования и пятого блокасравнения, выход второго блока сравнения соединен со вторыми входамичетвертого блока сравнения, блока40формирования результатов моделирования и пятого блока сравнения, выходтретьего блока сравнения подключен ктретьим входам четвертого блока сравнения, блока формирования результатовмоделирования и пятого блока сравне-ния, первый, второй и третий выходы.которого соединены с первыми входамисоответственно первого, второго, и., третьего элементов И, выходы которыхподключены соответственно к первому, эОвторому и третьему входам определения предельной степени обработкипродукции, к управляющим входам соответственно первого, второго и третьего блоков сравнения и к первым 55входам соответственно цетвертого,пятого и шестого элементов И, выходы которых соединены соответственно с четвертым, пятым и шестым входами блока формирования результатов моделирования, выход которого подключен к первому входу седьмого элемента И, выход которого соединен со входом блока регистрации, выход первого блока памяти подключен к информационному входу блока моделирования поступления производственного задания, первый управляЮщий вход которого является. входом запуска устройства, первый, второй и третий выходы второго блока памяти соединены соответственно с четвертым, пятым и шестым входами блока определения предельной степени обработки продукции, седьмой и восьмой входы которого соединены соответственно с первым и вторым выходами блока моделирования поступления производственного задания, третий и четвертый выходы которого подключены соответственно к седьмому входу блока формирования результатов моделирования и к четвертому входу пятого блока сравнения, первый второй и третий выходы третьего блока памяти соединены со вторыми информационными входами соответственно первого, второго и третьего блоков сравнения, первый, второй и третий выходы четвертого блока памяти подключены ко вторым входам соответственно четвертого, пятого и шестого элементов И, выход пятого блока памяти соединен с четвертым входом четвертого блока сравнения, первый выход которого подклюцен ко вторым входам первого, второго и третьего элементов И, второй выход четвертого блока сравнения соединен со вторым входом седьмого элемента И и со вторым управляющим входом блока моделирования поступления производственного задания. Кроме того, С.1 ок моделирования п осту пле ни я произ вод ст венного з ада" ния содержи 1 распределитель импуль сов,дешифратор и элемент ИЛИ, выход которого подключен к распределителю импульсов, выход которого соединен с первым входом дешифратора первый, второй., третий и четвертый выходы которого являются соответственно третьим, первым, вторым и чет. вертым выходами блока, первый и вто. рой управляющие входы которого подключены соответственно к первому и второму входам элемента ИЛИ,.инфор5 1012мационный вход блока соединен со вторым дходом дешифратора.При этом блок определения предель-ной степени обработки продукции содержит элемент ИЛИ, сумматор и три %элемента сравнения, выходы которыхподключены соответственно к первому, второму и третьему входам элемента ИЛИ, выход которого соединен спервым входом сумматора, выход ко 10торого является выходом блока, первый, второй и третий входы которогоподключены к.первым входам соответственно первого, второго и третьегоэлементов сравнения, вторые входы которых объединены и являются восьмымвходом блока, седьмой вход которогосоединен со вторым входом сумматора,четвертый, пятый И шестой входы блока подключены к третьим входам соответственно первого, второго и третьего элементов сравнения.Блок формирования результатовмоделирования содержит элемент памяти и элемент ИЛИ, выход которого 2подключен ко входу элемента памяти,выход которого является выходом блока, первый, второй, третий, четвертый, пятый, шестой и седьмой входыкоторого соединены. соответственно с пер 0вым, вторым, третьим, четвертым,рятым,шестым и седьмым входами элемента ИЛИ.Ка фиг. 1 представлена блок-схемапредлагаемого устройства; на фиг.2 то же, блока моделирования поступ 35ления производственного задания; на. Фиг. 3 - то же, блока определенияпредельной степени обработки продукции на фиг. 4 - то же, блока формирования результатов моделирования.40Устройство содержит блоки памяти1,1, 1.2, 1,3, 1.4 и 1.5, блок 2 моделирования поступления производственного задания, блок 3 сравнения,блок 4 определения предельной степени обработки продукции, блоки срав 45нения 5.1, 5.2, 5.3 и 6, блок 7 фор.мирования результатов моделированияблок 8 регистрации, элементы И 9.1,9.2, 9.3, 10.1, 10,2, 10.3 и 11,ЗО Блок 2 моделирования поступления производственного задания содержит распределитель импульсов 12, дешифратор 13 и элемент ИЛИ 14. Блок 4 определения предельноигО степени обработки продукции содержит элемент ИЛИ 15, сумматор 16 и элементы сравнения 17.1, 17,2 и 17,3. 281, 6 Блок 7 формирования результатов моделирования содержит элемент памяти 18 и элемент ИЛИ 19Работу устройства рассматривают на примере изготовления холоднодеформированных бесшовных труб, охватывающего способы обработки холодной прокаткой безоправоцным волочением и волочением на оправке . Выбор в качест" ве примера изготовления холодно-деформированных бесшовных труб обуслов" лен весьма широким набором моделиру" емых ситуацийПолучение холоднодеформированных труб из горячекатаных заготовок может быть осуществлено с помощью различного сочетания указанных способов обработки. При этом, применяя различное сочетание способов обработки, из одного типоразмера горячекатаной заготовки можно получить различные типоразмеры готовой трубы. Кожно также один типоразмер готовой трубы получить иэ различных типоразмеров заготовки. Причем выбор кон- . кретной последовательности способов обработки определяется возможностью получения предельной деформации с помощью конкретного оборудования с целью максимального использования пластицеских свойств металлаУстройство работает следующим образом.В исходном состоянии для подачи сиг нала включения в первом блоке памяти 1.1 записаны параметры сортамента готовой продукции соответственно специализации предприятия, во втором блоке памяти 1.2 записаны величины изменений .геометрических параметров изготавливаемой трубы на каждом переделе, соответствующие предельной степени ее деформации при безоправочном волочении, волоцении на короткой оправке и холодной прокатке, сгруппированные по параметрам производственного задания, в третьем блоке памяти 1.3 записаны коды оборудования и значения параметров труб, которые можно получить соответственно безоправочным.волоцением, волочением на короткой оправке и холодной прокаткой, в четвертом блоке памяти 1.4 соответственно способу обработки(безо-; правоцному волочению, волоцению на короткой оправке и холодной прокатке) записаны параметры иИотавливаемой трубы, соответствующие подготовительно-заключительным оперэци-.7 10122 ям ее обработки, а именно травлению, термообработке, разрезке, обрезке концов и т.д., в пятом блоке памяти . 1.5 записаны значения параметров горячекатаной заготовки, Отсутствует сигнал на первом и имеется сигнал на втором выходе блока 6.После подачи сигнала включения на первый управляющий вход блока 2 этот блок моделирует поступление произ- о водственного задания, т.е. из первого блока памяти 1.1 выбирает параметры очередного задания и выдает на своих выходах первом - параметры готовой продукции, необходимые для 15 формирования результатов моделированиясвода технологических маршрутов, технологических и нормативных карт на изготовление труб); втором и третьем- . параметры, необходимые для определе".: 2 о ния предельной степени деформации; четвертом - параметры, необходимые для выбора способа обработки на очередном этапе изготовления трубы, Параметры готовой продукции с первого 25 выхода блока 2 поступают на первый вход блока 7 и через его элемент ИЛИ 19 записываются в элемент памяти 18 этого блока. Параметры с четвертого выхода блока 2 поступают на один вход блока 3, который производит сравнение технологического параметра - внутреннего диаметра трубы с граничными условиями и выбор наосновании этого определенного способа деформации - беэоправочного волочения, волочения на короткой оправке или холодной прокатки, В соответствии с выбранным способом деформациина одном из выходов блока 3 появляетаося сигнал, поступающий через подготовленный по второму входу один изэлементов И 9 на один из управляющихвходов блока 4, на управляющий входодного иэ блоков 5 и на первый входодного из злементов И 10. При этомпараметры изготавливаемой трубы,соответствующие подготовительно"заключительным операциям ее обработки, из соответствующего выхода четвертого блока памяти 1.4 через открытый по первому входу элемент И 10 подаются на один из вторых входов блока 7 и через его элемент ИЛИ 19 записываются в элемент памяти 18 это-.го блока. 55С появлением сигнала на одном из управляющих входов блока 4 соответст- вующий элеме нт сра вне ни я 17 этого 81 8блока производит приближенное с точностью до К младших разрядов сравнение пары чисел, отображающих: первое - параметры производственногозадания, поданные со второго выходаблока 2 на первый вход первой группы информационных входов блока 4;второе - аналогичные параметры, записанные в соответствующей выбранному способу деформации области второго блока памяти 1.2, поданные наодин из входов второй группы инфор"мационных входов блока 4.При выполнении условия приближенного равенства сравниваемых И-разряднцх чисел с точностью до К младших разрядов 1 т.е. равенства стар"ших И-К разрядов обоих чисел ) в выходном регистре данного устройствасравнения фиксируется,К младших раз"рядов второго числа, отображающихзначение изменения типоразмера изготавливаемой трубы, соответствующее максимальной степени деформации,Указанное значение изменения типоразмера через элемент ИЛИ 15 блока 4суммируется сумматором 16 этого блокас начальным значением типоразмера,поданного с третьего выхода блока 2на сумматор через второй вход первойгруппы. информационных входов блока 4 .Результатом работы блока 4 является значение типоразмера заготовки,необходимой для получения трубы наданном переделе при максимальнойстепени деформации, Вместе с тем длякаждого типа оборудования существует свой нормальный ряд типоразмеров, который может быть получен наэтом оборудовании. Причем размеры,рассчитанные блоком 4, могут не совпадать со значениями размеров из нормального ряда. Для выбора конкретного оборудования и размера обрабатываемой на нем заготовки служат блоки 5,Результаты расчетов блока 4 подаются на одни информационные входыблоков 5 другие информационные входы каждого из которых связаны с выходами соответствующих областей тре"тьего блока памяти 1.3, где записаны коды оборудования и получаемыена них нормальные ряды типоразмеров. Один из блоков 5 включенныйсигналом с выхода соответствующего элемента И 9, осуществляет выборочередного размера из нормальногоряда размеров, ближайшего меньшего9 1 к рассчитанному блоком 4, В резуль- тате на выходе блока 5 появляется код оборудования и выбранный типоразмер заготовки, из которой после обработки на данном оборудовании будет получена труба требуемого размера, Эти результаты,через один из третьих входов блока 7 записываются в его элемент памяти 18,Выбранный типоразмер заготовки подается на один иэ вторых входов блока .6, который осуществляет проверку условия принадлежности этого типоразмера заготовки области горячекатаных заготовок. В том случае если это условие не выполнено, имеется сигнал на втором выходе блока 6 рбвспечивакщий проведение нового цикла моделирования с новыми ис" ходными данными, поступившими с выхода блока 5 на вход блока 3. При выполнении этого условия исчезает сигнал на втором и появляется сигнал на первом выходе блока 6. Это означает, что цикл моделирования закончен, полфена одна иэ возможных технологических схем .изготовления холоднодеформированной трубы из012281 10 горячекатаной заготовкй . В блокек этому времени записаны парамет-.ры выходных документов: данной технологической схемы, технологической Б и нормативной карт, печать которыхосуществляется блоком 8 по сигналус первого выхода блока 6. Сигнал спервого выхода блока 6 поступаеттакже на второй вход .блока 2, ор 1 в ганиэуя новый цикл моделирования.С выборкой всех заказов иэ блокапамяти 1.1 процесс моделирования заканчивается. В итоге по окончаниивсего процесса моделирования ока зывается сформированным полный сводтехнологических маршрутов. Применение предложенного устройства позволяет ужесточить отдельные щ маршруты путем сокращения числа проходов и использования заготовкибольших размеров, что увеличиваетпроизводительность станов, позволяет снизить расходы по переделу и 2 ю удельный расход металла, получитьсвод технологических маршрутов, охватываощий весь сортамент холоднодеформированных труб завода.аб., д1/5 Филиал ППП "Патент", г. Ужгор ная Заказ 2768/62 Тираж 70 Й ВНИИПИ Государственного комитет по делам изобретений и открыт 11 3035, Москва, Ж, Раушская
СмотретьЗаявка
3361587, 11.09.1981
НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ И ОПЫТНО-КОНСТРУКТОРСКИЙ ИНСТИТУТ АВТОМАТИЗАЦИИ ЧЕРНОЙ МЕТАЛЛУРГИИ
БУРЯК ЮРИЙ ГРИГОРЬЕВИЧ, ГОРОХОВСКИЙ ВЛАДИМИР МОИСЕЕВИЧ, ИВАНОВ ИГОРЬ ПАВЛОВИЧ, БАРДАШЕВСКИЙ АНАТОЛИЙ ПРОКОФЬЕВИЧ, ЖЕЛО ВИКТОР МИХАЙЛОВИЧ, ПОЛИССКИЙ ЮРИЙ ДАВИДОВИЧ, ЦИНГАУЗ ВЛАДИМИР ХАИМОВИЧ, АКИЛОВ ВЛАДИМИР ВЛАДИМИРОВИЧ, ЗАСЛАВСКИЙ БОРИС НИКОЛАЕВИЧ, МАЙЛИС БОРИС СЕМЕНОВИЧ, МАГРИЛОВ АНАТОЛИЙ ИЛЬИЧ
МПК / Метки
МПК: G06G 7/48
Метки: моделирования, продукции, процессов, технологических
Опубликовано: 15.04.1983
Код ссылки
<a href="https://patents.su/8-1012281-ustrojjstvo-dlya-modelirovaniya-tekhnologicheskikh-processov-izgotovleniya-produkcii.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для моделирования технологических процессов изготовления продукции</a>
Блок сравнения

Номер патента: 1550430
Опубликовано: 15.03.1990
Автор: Березовский
МПК: G01R 19/10, H02H 3/40
...на выходе резисторов 34 и 35 даетвозможность соединять раэнополярныевыводы формирователей 21-23 модулей,что позволяет получить напряжения,пропорциональные разности входныхсигналов, Таким образом, на вход формирователей 1-3 модулей второй ступени подаются соответственно сигналы,Формирователи модуля второй сту ени построены на основе операционных усилителей 4, в цепь обратнойсвязи которых включены встречно-параллельные диодно-резистивные цепоч 40ки, состоящие из диодов 6 и 8 и резисторов 5 и 7. При необходимости вцепь обратной связи с помощью переключателя 9 возможно подключить сглаживающий конденсатор 10. На выходных 45клеммах "Плюс" и "Минус" модулей 1-3формируются модули разностей входныхсигналов- 1,+ 1 в 1,1 с1 в ь1 1 - 1 с 1...
Устройство для вероятностного моделирования сложных систем

Номер патента: 717776
Опубликовано: 25.02.1980
Авторы: Буянов, Горбиков, Осипов, Финаев
МПК: G06F 15/173, G06F 17/00, G06F 17/18, G06F 7/58, G06F 7/70
Метки: вероятностного, моделирования, систем, сложных
...входного сигнале, представляющего собой К-элементный двоичный код, по шине входных воздействий 5.Этим сигналом первоначально произво25 дится сброс сумматора 9 в исходное состояние, запускается блок 7 и генератор8 равномерно распределенных случайных чисел.Генератор 8 равномерно распрвделэй- ных случайных чисел генерирует случай ное число, равномерно распределенное нв участке Г11," гдв Щ - точность представлейия числа генератора.Одновременно входной сигнал постуцает на первый вход регистра адреса б, который представляет собой дешифратор. Этим сигналом обеспечивается выбор кон 40 кратной матрицы переходов в первом блоке памяти 3,Нв второй вход регистра адреса от второго блока памяти 4, поступает код, соот ввтствуюшего предыдущего...
Двухканальный генератор случайного процесса

Номер патента: 1108443
Опубликовано: 15.08.1984
Авторы: Боброва, Киселев, Чухлова, Якубовская
МПК: G06F 7/58
Метки: генератор, двухканальный, процесса, случайного
...и подключены к группе информационных входов первого коммутатора соответственно, управляющий вход которого объединен с управляющим входом второго коммутатора и подключен к выходу генератора импульсов, группа выходов первого коммутатора подключена к группе входов блока схем сравнения соответственно, группа выходов которого соединена с управляющими входами соответствующих ключей группы, информационные входы которых подключены к соответствующим выходам источника постоянных напряжений, а выходы ключей группы соединены с группой входов сумматора соответственно, вход которого подключен к выходу источника шума, а выход сумматора соединен с информационным входом второго коммутатора, первый и второй выходы которого соединены соответственно с...
Устройство для сопряжения периферийных устройств с процессором и оперативной памятью

Номер патента: 1156084
Опубликовано: 15.05.1985
Автор: Дещиц
МПК: G06F 13/14
Метки: оперативной, памятью, периферийных, процессором, сопряжения, устройств
...то блок 3 управления считывает слово состояния канала в двухвходовую память 63, формирует новое унуавляющее слово обмена с оперативной памятью и устанавливает триггер 27 в ноль. В этом случае с приходом сигнала по двусторонней связи 24 с центрального процессора на триггер33 1 3 на элементе И 26 появляется по-. ложительный потенциал, и весь цикл работы говторяется,.Таким образом, в данном устройстве для периферийных устройств, закрепленных за несколькими программами в системе, работающей в мульти- программном режиме, образуются очереди в одну инструкцию с заранее сформированной управляющей информацией, что позволяет увеличить быстродействие системы как за.счет выборкисамой инструкции выборки адресного слова. канала и командного...
Устройство для рапознавания сигналов звукового диапазона

Номер патента: 723613
Опубликовано: 25.03.1980
Авторы: Гудонавичюс, Корнеев, Читавичюс
МПК: G10L 15/00
Метки: диапазона, звукового, рапознавания, сигналов
...новизна предлагаемогоустройства заключена в отображении,исходного сигнала на фазовуюплоскость и извлечении информацииизнее. Траекторию движущейся изображающей точки на Фазсной плоскостипринято называть Фазоным изображением. Для этого нужны дне координаты,С помощью элемента дифференцирования12 получаем первую производную сигнала. Таким образом, н блоке а имеются напряжения двух Фазовых координатИз двух Фазовых координат получаемФазсвое изображение Х(У) (см, Фиг.2).Это изображение пересекаем прямыми на восемь областей (н общем случаеможет бытьем) и подсчитываем, сколько времени движется изображающаяточка н этих областях.Полученное изображение и являетется структурной связью между сигналом и его производной в совпадающие моменты...
Предыдущий патент: Устройство для экстраполяции видеосигнала при построчной развертке изображения
Следующий патент: Устройство для моделирования полиноминальных функций
Случайный патент: Способ извлечения из газов аммиака