Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
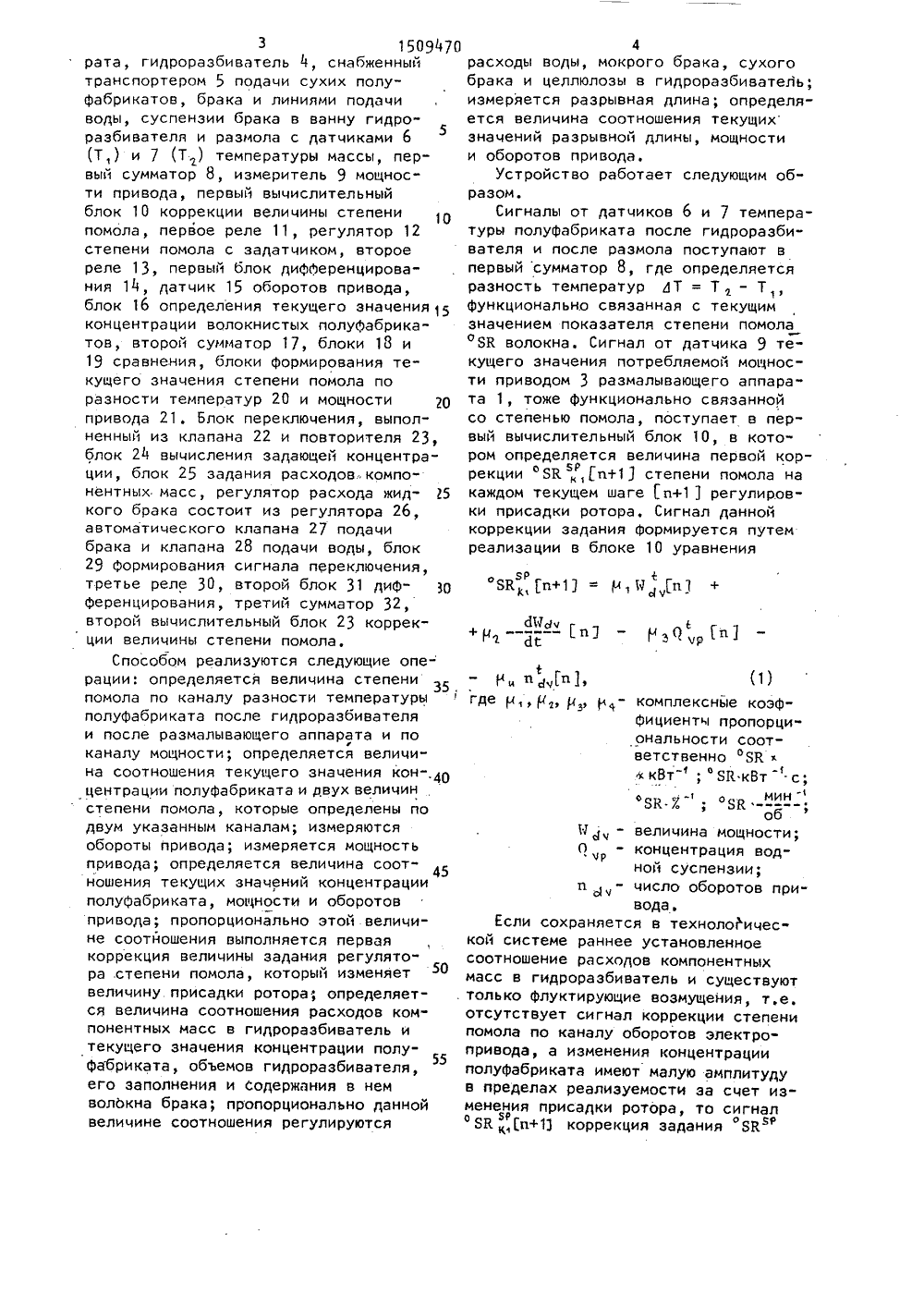
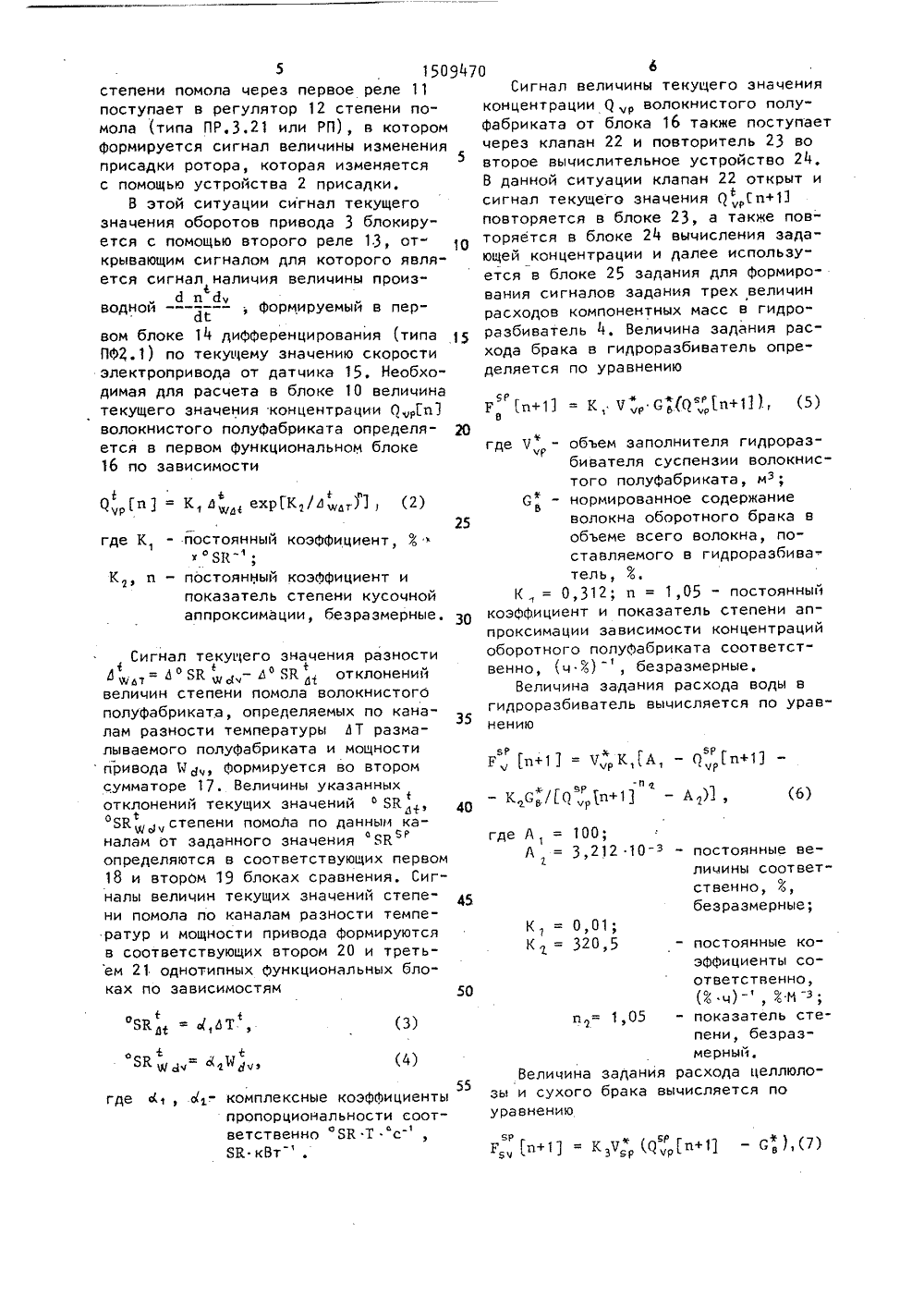
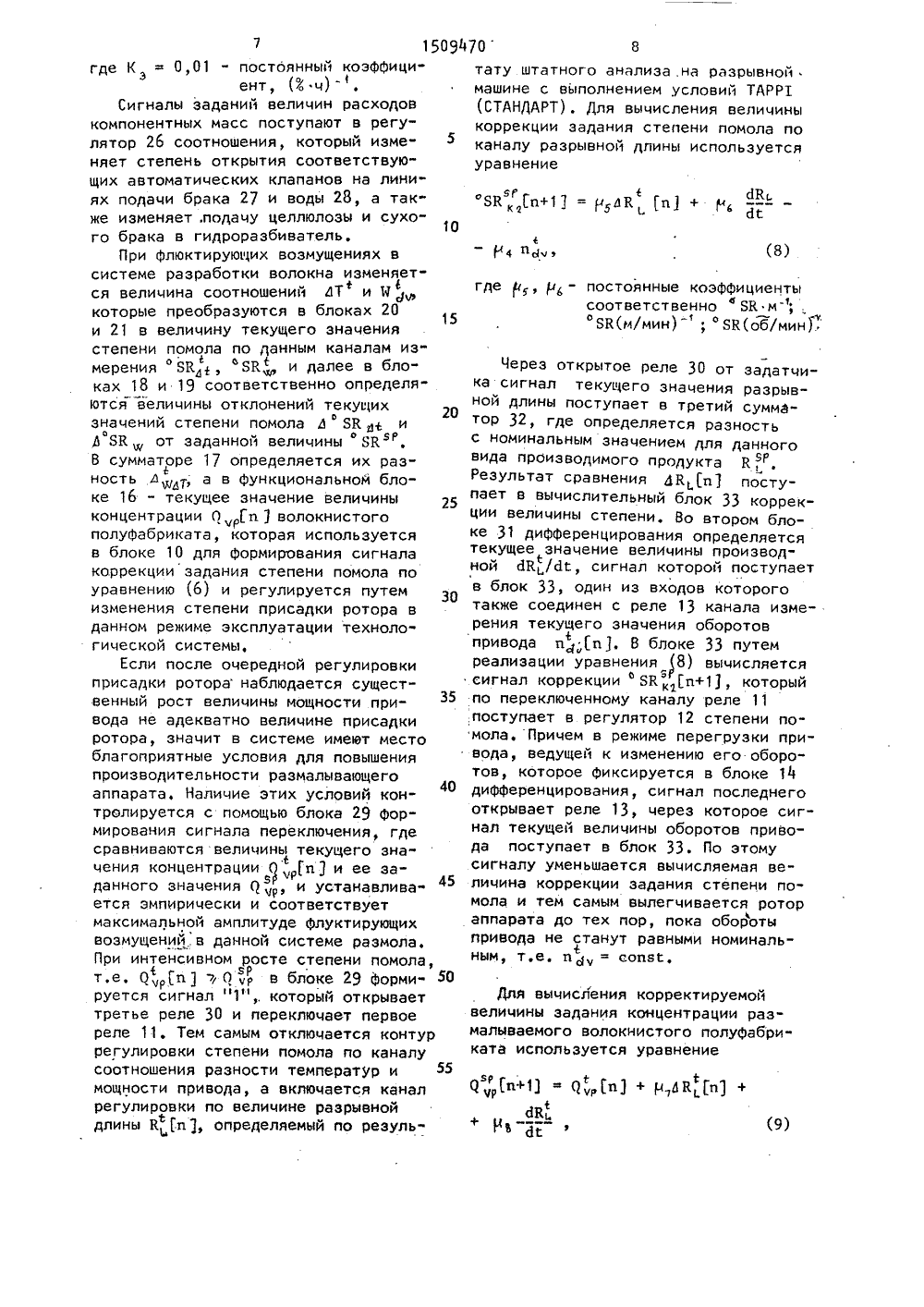
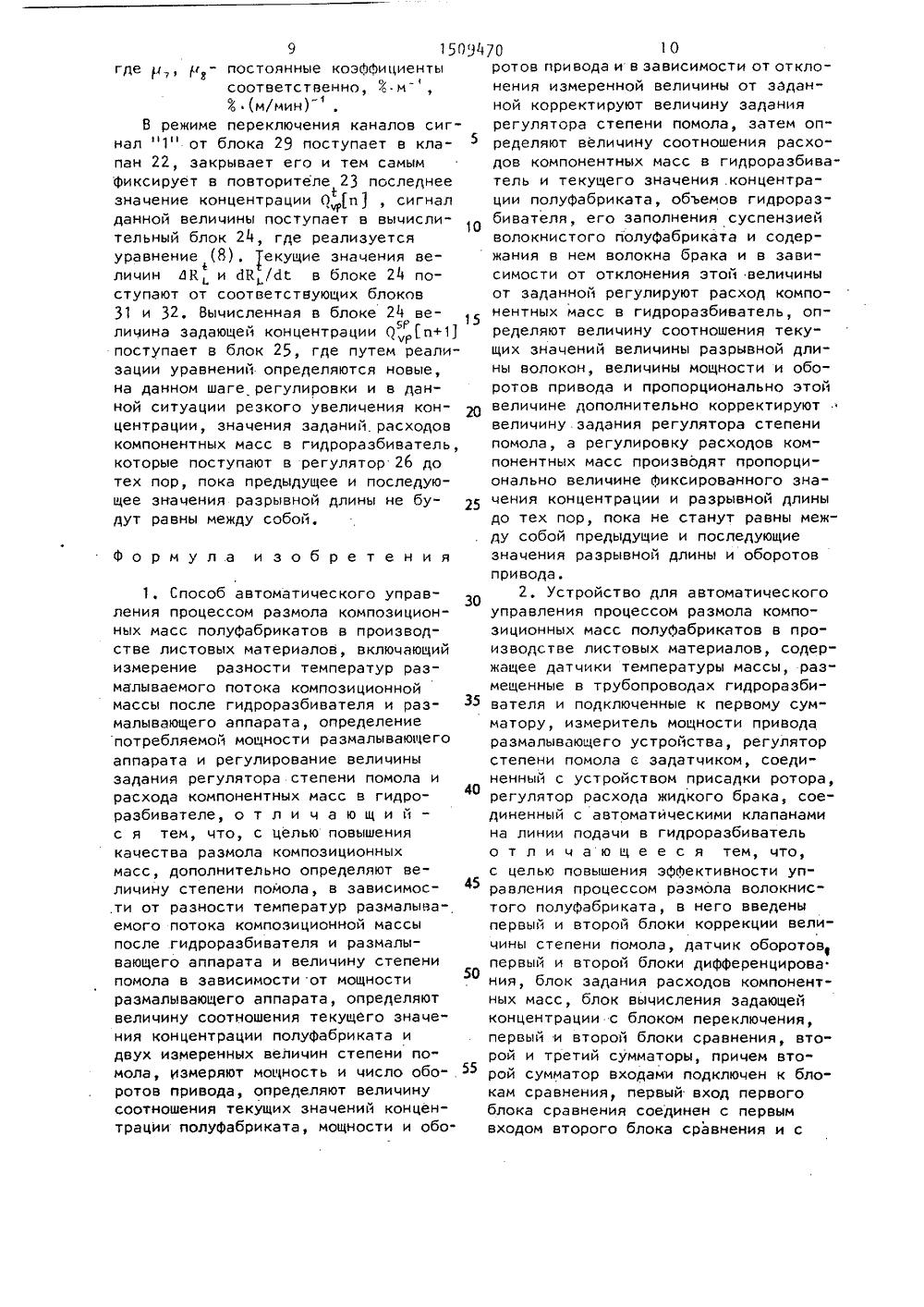
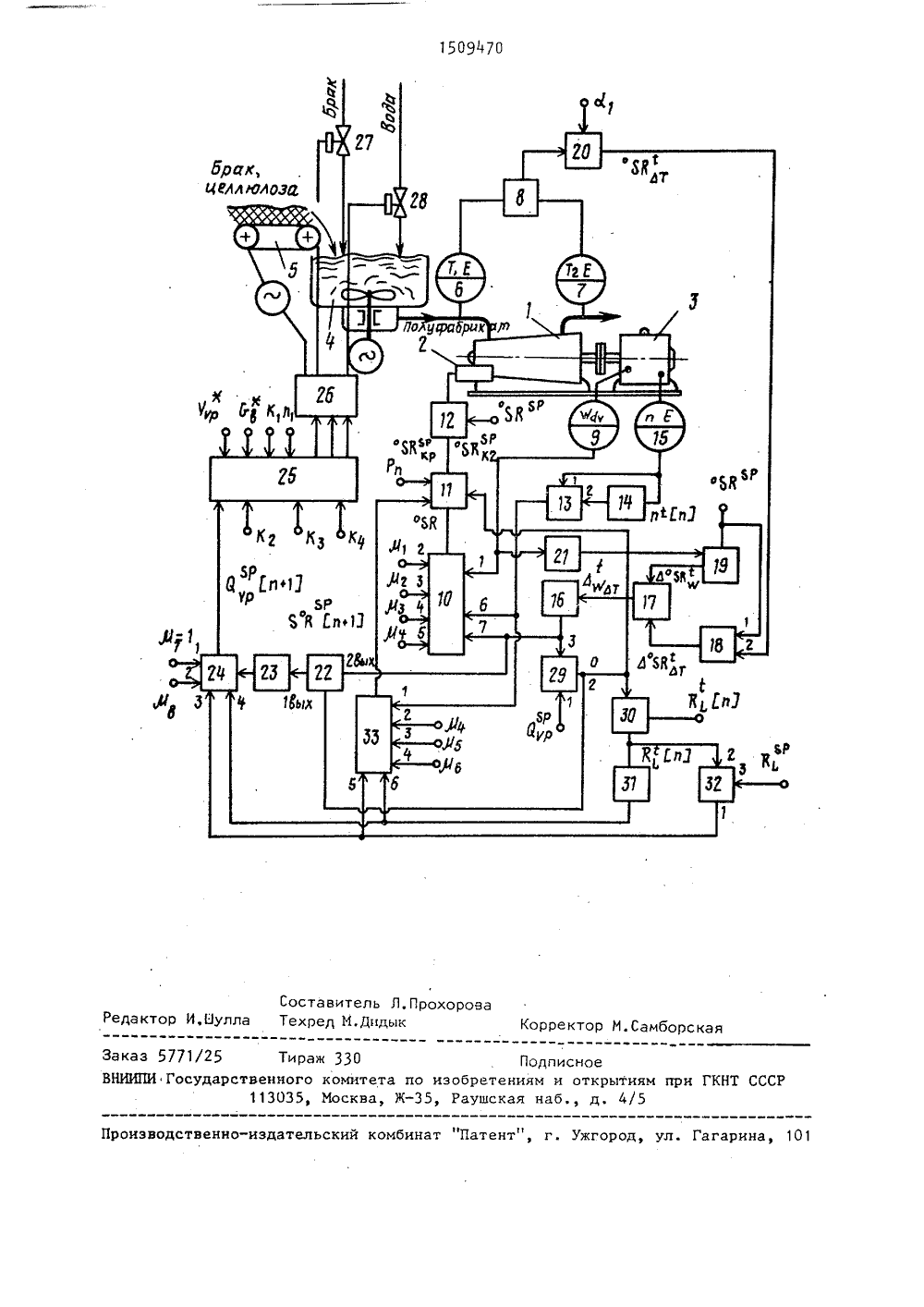
3 СОВЕТСКИХЦИАЛИСТИЧЕСКИ УБЛИК 8 В 02 С 25/О 1)40 2 ИЗОБРЕТЕНИ ТОРСКОМУ СВ 2задания расходов компонентных масс, блок вычисления задающей концентрации с блоком переключения, первый и второй блоки сравнения и второй и третий сумматоры. В процессе работы дополнительно определяют величину степени помола, величину соотношения текущего знацения концентрации полуФабриката и двух измеренных велицин степени помола, Измеряют мощность и число оборотов привода, определяют величину соотношения текущих значений концентрации полуФабриката мощности и оборотов привода. Затем определяют величину соотношения расходов компонентных масс полуФабриката и объемов гидроразбивателя. Определяют величину соотношения текуцих значений величины разрывной длины волокон величин мощности и оборотов привода и дополнительно корректируют величину задания регулятора степени помола. Регулировку расходов компонентных масс производят пропорционально величинам Фиксированного значения концентрации и разрывной длинь 1 до тех пор, пока не станут равны между собой предыдущие и последующие значения разрывной длины и оборотов привода. 2 с.п. Ф-лы, 1 ил. Изобретение промышленности ческому управл товления воло ного состава,Цель изобре чества размол полуфабрикато На цетаматичеразмоларикатовриалов.Устроаппарат.тора и и на схема а процессом асс полуФа истовых м теже представле кого управления омпозиционных м производстве л тносится а именно ию проце стых с с ной ати к автосами иензийокон,ышениенной м ен ни У размолу во тения - по композици го- ожате ствУиво ка сс ОСУДАРСТВЕННЫЙ КОМИТЕТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(56) Авторское свидетельство СССРЮ 953053, кл. П 210 1/30, 1982.(54) СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ РАЗМОЛА КОМПОЗИЦИОННЫХМАСС ПОЛУФАБРИКАТОВ В ПРОИЗВОДСТВЕЛИСТОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯЕГО ОСУЦЕСТВЛЕНИЯ(57) Изобретение относится к бумажной промышленности, а именно к автоматическому управлению процессамиприготовления волокнистых суспензийсложного состава и размола волоконЦель изобретения - повышение эФФективности управления процессом размола композиционной массы полуФабрикатов, В устройство автоматическогоуправления процессом размола дополнительно введены первый и второйблоки коррекции величины степенипомола, датчик оборотов, первый ивторой блоки диФФеренцирования, блок одержит размалывающ оиство 2 присадки р размалывающего аппз 1509470 рата, гидроразбиватель 4, снабженный транспортером 5 подачи сухих полуФабрикатов, брака и линиями подачи воды, суспензии брака в ванну гидро" разбивателя и размола с датчиками 65 (Т,) и 7 (Т) температуры массы, первый сумматор 8, измеритель 9 мощности привода, первый вычислительный блок 10 коррекции величины степени помола, первое реле 11, регулятор 12 степени помола с задатчиком, второе реле 13, первый Ьлок дифференцирования 14, датчик 15 оборотов привода, блок 16 определения текущего значения 15 концентрации волокнистых полуфабрика" тов, второй сумматор 17, блоки 18 и 19 сравнения, блоки Формирования текуцего значения степени помола по разности температур 20 и мощности 20 привода 21, Блок переключения, выполненный из клапана 22 и повторителя 23, блок 24 вычисления задающей концентрации, блок 25 задания расходов:,компонентных масс, регулятор расхода жид- Б кого брака состоит из регулятора 26, автоматического клапана 27 подачи брака и клапана 28 подачи воды, блок 29 Формирования сигнала переключения, третье реле 30, второй блок 31 диф Ференцирования, третий сумматор 32, второй вычислительный блок 23 коррекции величины степени помола.Способом реализуются следующие опе- рации: определяется величина степени помола по каналу разности температуры полуфабриката после гидроразЬивателя и после размалывающего аппарата и пов каналу мощности; определяется величина соотношения текущего значения кон-,40 центрации полуфабриката и двух величин степени помола, которые определены по двум указанным каналам; измеряются обороты привода; измеряется мощность привода; определяется величина сост ношения текущих значений концентрации полуфабриката, мощности и оборотов привода пропорционально этой величине соотйошения выполняется первая коррекция величины задания регулятора степени помола, который изменяет величину присадки ротора, определяется величина соотношения расходов компонентных масс в гидроразбиватель и текущего значения концентрации полуФабриката, объемов гидроразбивателя,55 его заполнения и содержания в немволЬкна брака; пропорционально данной величине соотношения регулируются 4расходы воды, мокрого брака, сухого брака и целлюлозы в гидроразбиватеЛь; измеряется разрывная длина; определяется величина соотношения текущих значений разрывной длины, мощности и оборотов привода.Устройство работает следующим образом.Сигналы от датчиков 6 и 7 температуры полуфабриката после гидроразбивателя и после размола поступают в первый сумматор 8, где определяется разность температур ЛТ = Т- Т функционально связанная с текущим значением показателя степени помола ОЯК волокна. Сигнал от датчика 9 текущего значения потребляемой мощности приводом 3 размалывающего аппарата 1, тоже функционально связанной со степенью помола, поступает в первый вычислительный блок 10, в котором определяется величина первой коррекцииЯК , пФ 1 2 степени помола на каждом текущем шаге и+1 2 регулировки присадки ротора. Сигнал данной коррекции задания формируется путем реализации в блоке 10 уравнениязВКк Ги+12 = ч 11 ычГи 2 ++ р-- п 1 -п 1 2 ДС Э нрр, п,п 1, (1) где рр м- комплексные коэфФициенты пропорциональности соответственно ЯК хк кВт ; ЯК кВт с;мин -БК Х ВКобИ- величина мощности;О - концентрация водной суспензии;п - число оборотов привода.Если сохраняется в технологической системе раннее установленное соотношение расходов компонентных масс в гидроразбиватель и существуют только флуктирующие возмущения, т.е, отсутствует сигнал коррекции степени помола по каналу оборотов электро- привода, а изменения концентрацииполуфабриката имеют малую амплитуду в пределах реализуемости за счет изменения присадки ротора, то сигнал о 5ЯКи+13 коррекция задания ЯКо25 7 1509 чгде К0,01 - постоянный коэффициент, (3 ч)-.Сигналы заданий величин расходовкомпонентных масс поступают в регулятор 26 соотношения, который изме" 5няет степень открытия соответствую"щих автоматических клапанов на линиях подачи брака 27 и воды 28, а также изменяет .подачу целлюлозы и сухого брака в гидроразбиватель,При флюктирующих возмущениях всистеме разработки волокна изменяетФся величина соотношений ЛТ и 0 ,которые преобразуются в блоках 20и 21 в величину текущего значениястепени помола по данным каналам измерения БК , БК и далее в блоках 18 и 19 соответственно определяются величины отклонений текущих20значений степени помола В БК + иД БК, от заданной величины БК,В сумматоре 17 определяется их разность й,дт, а в функциональном блоке 16 - текущее значение величиныконцентрации О Гп 1 волокнистогополуфабриката, которая используетсяв блоке 10 для формирования сигналакоррекции задания степени помола поуравнению (6) и регулируется путемизменения степени присадки ротора вданном режиме эксплуатации технологической системы,Если после очередной регулировкиприсадки ротора наблюдается существенный рост величины мощности привода не адекватно величине присадкиротора, значит в системе имеет местоблагоприятные условия для повышенияпроизводительности размалывающего40аппарата. Наличие этих условий контролируется с помощью блока 29 формирования сигнала переключения, гдесравниваются величины текущего значения концентрациифпи ее заданного значения, и устанавлива"ется эмпирически и соответствуетмаксимальной амплитуде флуктирующихвозмущений в данной системе размола.При интенсивном росте степени помола,т,е, Я(пО чр в блоке 29 Формируется сигнал "1" который открываеттретье реле 30 и переключает первоереле 11. Тем самым отключается контуррегулировки степени помола по каналусоотношения разности температур имощности привода, а включается каналрегулировки по величине разрывнойдлины Кп 1, определяемый по резуль 70 тату штатного анализа .на разрывной машине с выполнением условий ТАРР 1 (СТАНДАРТ). Для вычисления величины коррекции задания степени помола по каналу разрывной длины используется уравнение оЫь БК ,Гп+13 = р дК п 1 + Рб(8) 4 псам р где р , р - постоянные коэфФициенты соответственно БК мБК(м/мин) ; ЯК(об/мин)Для вычисления корректируемой величины задания концентрации размалываемого волокнистого полуфабриката используется уравнение(9) Через открытое реле 30 от задатчика сигнал текущего значения разрывной длины поступает в третий сумматор 32, где определяется разность с номинальным значением для данного вида производимого продукта К г. Результат сравнения Кп 3 поступает в вычислительный блок 33 коррекции величины степени. Во втором блоке 31 дифференцирования определяется текущее значение величины производной ЙК/йс, сигнал которой поступает в блок 33, один из входов которого также соединен с реле 13 канала измерения текущего значения оборотов привода п(п 1, В блоке 33 путем реализации уравнения 8) вычисляется сигнал коррекцииБК (и+1, который по переключенному каналу реле 11 поступает в регулятор 12 степени помола. Причем в режиме перегрузки привода, ведущей к изменению его оборотов, которое Фиксируется в блоке 14 дифференцирования, сигнал последнего открывает реле 13, через которое сигнал текущей величины оборотов привода поступает в блок 33. По этому сигналу уменьшается вычисляемая величина коррекции задания степени помола и тем самым вылегчивается ротор аппарата до тех пор, пока обороты привода не станут равными номиналь 6ным, т,е. и 1 = сопок.9 15094 гдер - постоянные коэффициентысоответственно,м(м/мин)В режиме переключения каналов сигнал "1" от блока 29 поступает в клапан 22, закрывает его и тем самым фиксирует в повторителе 23 последнее значение концентрации О п 1 , сигнал данной величины поступает в вычислительный блок 24, где реализуется уравнение (8). Текущие значения величин дй и дКИ в блоке 24 поступают от соответствующих блоков 31 и 32, Вычисленная в блоке 24 величина задающей концентрации Ц и+115 Р поступает в блок 25, где путем реализации уравнений определяются новые, на данном шаге регулировки и в данной ситуации резкого увеличения концентрации, значения заданий, расходов компонентных масс в гидроразбиватель, которые поступают в регулятор 26 до тех пор, пока предыдущее и последующее значения разрывной длины не бу д дут равны между собой.Формула изобретения1, Способ автоматического управ О ления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов, включающий измерение разности температур размалываемого потока композиционной массы после гидроразбивателя и размалывающего аппарата, определение потребляемой мощности размалывающего аппарата и регулирование величины задания регулятора степени помола и расхода компонентных масс в гидроразбивателе, о т л и ч а ю щ и й - с я тем, что, с целью повышения качества размола композиционных масс, дополнительно определяют величину степени помола, в зависимос,ти от разности температур размалываемого потока композиционной массы после гидроразбивателя и размалывающего аппарата и величину степени помола в зависимости от мощности размалывающего аппарата, определяют величину соотношения текущего значения концентрации полуфабриката и двух измеренных величин степени помола, измеряют мощность и число оборотов привода, определяют величину соотношения текущих значений концентрации полуфабриката, мощности и обоуо 1 Оротов привода и в зависимости от отклонения измеренной величины от заданной корректируют величину задания регулятора степени помола, затем определяют величину соотношения расходов компонентных масс в гидроразбиватель и текущего значения .концентрации полуфабриката, объемов гидроразбивателя, его заполнения суспензией волокнистого полуфабриката и содержания в нем волокна брака и в зависимости от отклонения этой величины от заданной регулируют расход компонентных масс в гидроразбиватель, определяют величину соотношения текущих значений величины разрывной длины волокон, величины мощности и оборотов привода и пропорционально этой величине дополнительно корректируют величину задания регулятора степени помола, а регулировку расходов компонентных масс производят пропорционально величине фиксированного значения концентрации и разрывной длины до тех пор, пока не станут равны между собой предыдущие и последующие значения разрывной длины и оборотов привода.2. Устройство для автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов, содержащее датчики температуры массы, размещенные в трубопроводах гидроразбивателя и подключенные к первому сумматору, измеритель мощности привода размалывающего устройства, регулятор степени помола с задатчиком, соединенный с устройством присадки ротора, регулятор расхода жидкого брака, соединенный с автоматическими клапанами на линии подачи в гидроразбиватель о т л и ч а ю щ е е с я тем, что, с целью повышения эффективности управления процессом размола волокнистого полуфабриката, в него введены первый и второй блоки коррекции величины степени помола, датчик оборотов, первый и второй блоки дифференцирова. ния, блок задания расходов компонентных масс, блок вычисления задающей концентрации с блоком переключения, первый и второй блоки сравнения, второй и третий сумматоры, причем вто" рой сумматор входами подключен к бло" кам сравнения, первый вход первого блока сравнения соединен с первым входом второго блока сравнения и с11 1509 Й 70 12 задатчиком степени помола, блок Фор- масс подключен к задатцикам постоянмирования величин текущих значений ных коэффициентов, степени помола, степени помола по разности темпера- обьема заполнения гидроразбивателя тур включен между выходом первого и содержания волокна оборотного брасумматора, входом задатцика комплекс- ка, к регулятору расхода жидкого бра 5ного коэФФициента и вторым входом ка и к выходу блока вычисления зада- первого блока сравнения, а также вве- ющей концентрации, первый и второй дены три реле, причем первое реле входы которого подключены к задатчиподключено к задатцику уровня отсце кам постоянных коэффициентов, третий та, к третьему реле, к выходу перво- вход - к первому входу третьего сум" го блока коррекции величины степени матора,.четвертый вход - к шестому помола и к входу регулятора степени входу второго блока коррекции вели- помола, второй вход первого реле под- чины степени помола, а также введены клюцен к выходу второго блока коррек блок определения текущего значения ции величины степени помола, причем концентрации волокнистых полуфабрипервый вход первого блока коррекции катов, блок Формирования текущего велицины степени помола подклюцен к значения степени помола по мощности измерителю мощности привода, второй - привода, блок Формирования сигнала пятый входы подклюцены к задатцикам 20 переключения, первый вход которого постоянных величин, шестой вход под- подклюцен к задатцику концентрации, ключен к второму реле и первому входу второй вход соединен с первым выховторого блока коррекции велицины сте- дом блока переключения, второй выпени помола, второй - цетвертый вхо- ход которого подключен к седьмому ды которого подключены к задатцикам 25 входу первого блока коррекции вели" постоянных величин, пятый вход под- чины степени помола, к третьему вхо" клюцен к первому входу третьего сум- ду блока формирования сигнала перематора, а шестой вход через второй клюцения и к выходу блока определеблок дифференцирования - к третьему ния текущего знацения концентрации реле и к второму входу третьего сум 3 п волокнистых полуфабрикатов, вход матора, третий вход которого .соединен которого подклюцен к выходу второго с задатцикаии разрывной длины, датчик сумматора, блок Формирования текущеоборотов привода подключен к пеРвому го знацения степени помола по мощносвходу и через первый блок дифференци- ти привода включен между вторым вхо. Рования к второму входу второго реле дом второго блока сравнения и выходом35блок задания расходов компонентных измерителя мощности привода.1509170 Составитель Л.Прохороваактор И,Булла Техред М.Дидык Корректор И.Самборск Тираж 330 ГКНТ С оизводственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 10 Заказ 5771/25ВНИИПИ Госуда венного комитет 113035, Москва,Подписное по изобретениям и открыти -35, Раушская наб., д, 4/
СмотретьЗаявка
4078977, 23.06.1986
КИЕВСКИЙ ИНСТИТУТ АВТОМАТИКИ ИМ. ХХУ СЪЕЗДА КПСС
МАЖУРА ВИКТОР ВАСИЛЬЕВИЧ, БЕЛЯЕВ ЕФИМ ЯКОВЛЕВИЧ, ТРЕТЬЯКОВ ВАЛЕРИЙ ИВАНОВИЧ, МАЗУРЕНКО ЮРИЙ СТЕПАНОВИЧ
МПК / Метки
МПК: B02C 25/00, D21F 1/08
Метки: композиционных, листовых, масс, полуфабрикатов, производстве, процессом, размола
Опубликовано: 23.09.1989
Код ссылки
<a href="https://patents.su/7-1509470-sposob-avtomaticheskogo-upravleniya-processom-razmola-kompozicionnykh-mass-polufabrikatov-v-proizvodstve-listovykh-materialov-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом размола композиционных масс полуфабрикатов в производстве листовых материалов и устройство для его осуществления</a>
Устройство для измерения средних значений изменяющихся во времени величин

Номер патента: 746319
Опубликовано: 05.07.1980
МПК: G01R 23/14
Метки: величин, времени, значений, изменяющихся, средних
...вклю- но управляемогогенератора 2, подключенным вторым полосовым фильтром, 2 ченных к смесителй 3, полосового фильт. дискретным делителем, ипочом и счет- . Ра 4, неуправляемого генератора 5, вточиком импульсов, третий палосовой рого смесителя 6 и второго полосовогофильтр, выход которого соединен со фильтра 7, дополнительного неуправляемовторым входом ключа, снабжено дополни- го генератора 8, дополнительного смесительным генератором и смесителем, так Зо теля 9, фильтра нижних частот 10, дисчто выход дополнительного смесителя кретного делителя 11 ключа 12 и очетсоединен со входом третьего иолосового чика импульсов 13,фильтра, а входы дополнительного смеси- Последние три узла образуют отдельтеля порознь подключены к выходам до- ный...
Устройство для автоматического поддержания постоянства влажности, плотности, температуры, освещенности, давления, скорости, концентрации и других переменных физических величин

Номер патента: 56147
Опубликовано: 01.01.1939
МПК: G05D 21/02
Метки: величин, влажности, давления, других, концентрации, освещенности, переменных, плотности, поддержания, постоянства, скорости, температуры, физических
...переменного эталонного конденсатора С а цепи сеток тиратронов Т и Т 2, можно менять величину среднего значения анодного тока, проходящего через двигатель М, т. е. таким образом можно изменять число оборотов последнего.Второй выпрямитель с тиратронами Та и Т работает точно так же, как и первый, только в цепи сеток тиратронов Тз и Т включен конденсатор С, установленный на бумажной машине. Изменение влажности бумаги влечет изменение емкости этого конденсатора, благодаря чему происходит сдвиг фазы сеточного напряжения тиратронов Т, и Т 4 и изменяется среднее значение анодного тока, проходящего через эти тиратроны. Поэтому двигатель М 2, включенный в анодную цепь этого выпрямителя, работает с переменным в зависимости от влажности бумаги...
Устройство для контроля величины привеса пропиточной массы пергамина

Номер патента: 310172
Опубликовано: 01.01.1971
Автор: Фрухтбейн
МПК: G01N 5/00
Метки: величины, массы, пергамина, привеса, пропиточной
...датчика 7 и тем с определяет абсолютную величину пр пропиточной массы пергамина,от м, ве тветалы, емыхпо- опре- мого ьныи олотчик 7 ичине а, наблоамым твсса редмет изобретен Датчики 3 вычитания, п одним входом входу котороУстройствопропиточной блок стабил ной ванне, о Известно устройство для контроля величины привеса пропиточной массы пер гамина, включающее блок стабилизации уровня массы в пропиточной ванне.Предлагаемое у.стройство позволяет новы сить производительность и качество продукции.Достигается это тем, что устройство выполнено с последовательно соединенными блоками вычитания и деления, датчиками расходов 10 поступающей и откачиваемой массы, подключенными на вход блока вычитания, а также датчика контроля скорости движения полотна...
Устройство для дешифрации значений функции распределения случайной величины

Номер патента: 296101
Опубликовано: 01.01.1971
Автор: Наумов
МПК: H03M 7/22
Метки: величины, дешифрации, значений, распределения, случайной, функции
...которых также равно2"ф т - 1); выходы 11 - 17 (число которых равно 2" - 1=2 з - 1=7) и входы 18 - 20 (числокоторых равно т=З).Устройство работает следующим образом.10 Случайная величина и в виде параллельного двоичного кода подается на входы 18 - 20устройства. Функция распределения случайной дискретной величины 1 (х) описываетсявыражением.15 1(х) = Р (и(х),где Р (и(х) - вероятность события и(х.Устройство для дешифрации значений этойфункции, содержащее 2" - 1 выходов, выдаетсигнал 1 только с первых и выходов, на20 остальных выходах устройства присутствуетсигнал О. При этом порядковый номер выхода (1 - :2 и - 1) соответствует аргументу хфункции Р (х), а число сигналов О, выдаваемых в единицу времени с этого выхода,25 соответствует...
Способ автоматического регулирования величины и знака реактивной мощности

Номер патента: 442549
Опубликовано: 05.09.1974
Авторы: Федий, Шидловский
МПК: H02J 3/18
Метки: величины, знака, мощности, реактивной
...подмагничивают повышенной частоты,иг. 1, 2 представлены регулировочные характеристики соответственно известного и предлагаемого способов; на фиг. 3 - упрощенная блок-схема устройства, реализующего предлагаемый способ.Известно, что мощность фазы реактора определяется выражением2(2)ьгде О , 1 - соответственно действующее значение и частота основной гармоники на пряжения, приложенного к реактору;- индуктивность реактора.Блок-схема устройства, реализующего предлагаемый способ, сосгоит из непосредственного преобразователя 1 частоты с искусственной коммутацией и трехфазным выходом, нагруженного на управляемый реактор 2 повышенной частоты. Подмагничивание реактора, а также регулирование выходной частоты источника реактивной мощности...
Предыдущий патент: Способ отбелки целлюлозы
Следующий патент: Прессовая часть бумагоделательной машины
Случайный патент: Анодно-механический станок ленточного типа