Устройство для электронно-лучевой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки







Текст
АНИЕ ИОРСКОМУ ДЕТЕВЬСТВУ дписная групп А, В. Шувалов, Ю. М И, Барано Козлов, В, А, Костю и УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННОЛУЧЕВОЙ СВАРКИ 960 г. за М 667753/24 в Комитетткрытий при Совете Министров изобретений Заявлено 26 ма о делССР Опуб зобретений 961 г. ковано в ; юллете тво состоит из вакуумной камеры 1 станины 2, барабана 3 ривода 4, электроннолучевой пушки 5, вакуумной станции 6, вления установкой 7, шкафа управления пушкой 8, пульт Известные устройства для электроннолучевой сварки кольцевых швов труб из тугоплавких и легко окисляющихся металлов обычно содержат вакуумную камеру для размещения свариваемого изделия, электроннолучевую пушку, смонтированную в камере, и механизмы для перемещения изделия при сварке. Такие устройства малопроизводительны и практически непригодны для промышленного использования.В описываемом устройстве применены: десятипозиционный поворотный барабан с цанговыми зажимами для установки свариваемых труб, диск с отверстиями для установки заглушек и механизм для запрессовки заглушек, расположенные в вакуумной камере. Вне камеры находятся привод с мальтийским механизмом для прерывистого вращения барабана, привод для вращения изделия при сварке и механизм для фиксирования барабана во время сварки. Такое выполнение устройства повышает его производительность.Для автоматизации процесса сварки и повышения ее качества привод вращения изделия связан с распределительным кулачком воздействующим на переменное сопротивление в цепи электропривода и изменяющим скорость вращения изделия в процессе сварки.Для повышения качества сварки за счет лучшей фокусировки электронного луча рабочие поверхности анода и катода электроннолучевой пушки выполняются в виде концентрично расположенных полусфер,Для автоматизации процессов сварки и сборки изделия и управления работой отдельных механизмов применяется система концевых выключателей с реле времени.На фиг. 1 изображено описываемое устройство в общем виде; на фиг. 2 - его схема и вид по стрелке А; на фиг. 3 - электроннолучеваяпушка.Устройсмеханизма пшкафа упрауправления 9 и высоковольтного источника питания, снабженного авто. матической блокировкой (фиг, 1). Камера 1 имеет смотровые окна И для наблюдения за процессом сварки и зажимы 11 для крепления к пей диска 12, Суппорт 13 обеспечивает автоматический подъем и опускание .электроннолучевой пушки 5 при загрузке барабана изделиями. Вакуумная станция 6 предназначена для создания в вакуумной камере разрежения до 5 10 " лл рт. ст. Она состоит из двух форвакуумных пасо. сов и вакуумного диффузионного агрегата, присоединяемого непосредственно к вакуумной камере.Ьарабан 3 выполнен из двух дисков 14 и 15 (фиг, 2) установленных па корпусе с гильзой, по которой может перемещаться люнет 16 поддерживающий свариваемые трубы 17. На диске 14 смонтировань; десягь радиально расположенных зажимов для крепления тоуб. Вращение кажлого из зажимов осуществляется цилиндрическими шестернями от кулачковой полуму фты 18 которая, сцепляясь на рабочей позиции с такой же полумуфтой, получает вращение от механизма привода, На диске 1 напротив труб 17 устанавливаются предназначенные для сварки заглушки 19, Запрессовка заглушек производится штоком 2 д вводимым в камру посредством сильфона.Механизм привода 4 предназначен для осуществления автоматического цикла сборки десяти изделий, подачи каждого изделия на рабочую позицию и вращения его с заданной при сварке переменной скоростью. Механизм привода состоит пз распределительного вала с двумя кулачками 21 барабанного типа и мальтийского механизма 22. Вращение со. общается распределительному валу и мальтийскому механизму 1 зедуктэром, который в свою очередь приводится от электродвигателя чрез прс. дохранительную пружинную муфту и преобразует скорости с помощью двух червячных пар шестерен. Левый кулачок распределительного вала служит для фиксации положения барабана после его поворота мальтийским механизмом на /,О часть окружности, а правый кулачок предназначен для запрессовки заглушек 19,Вращение вала 23 фиксирующего положение барабана и свариваемых труб осуществляется от редуктора сварки 24, установленного на заднеи стенке корпуса механизма привода. Этот редуктор обеспечивает непрерывное регулирование скорости вращения свариваемого изделия в пределах 1 - 40 и 1 час,Электроннолучевая пушка (фиг. 3) состоит из штеккера 25 для подвода высокого напряжения и питания накала пушки; фарфорового изолятора 2 б; механизма перемещения и наклона пушки; электростатического каскада фокусировки, включающего в себя электроды: верхний 27 (катод) и нижний 28 (анод), выполненные из нержавеющей стали с полированными рабочими поверхностями и имеющие форму полусфер; са моцентрирующегося катододержателя 29; магнитной линзы 30; ионных ловушек 31 и 32; защитного кожуха 33.Электростатический каскад фокусировки предназначен для ускоре. ния движения электронов и формирования сходящегося электронного пучка. Высокая проводимость каскада (99%) обеспечивает большой к.п.д, электронной пушки.Каскад фокусировки обеспечивает только предварительную фокусировку электронного пучка. Окончательная его фокусировка осуществляется при помощи магнитной линзы 30 со специальными полюсными наконечниками 34 и 35. Электроны испускаются накаливаемой вольфрамовой спиралью 3 б, представляющей собой плоскую спираль Архимеда, закрепленную в катододержателе 29, входящем при посадке в огверстие верхнего сферического электрода 27, в результате чего плоскость спи135558рали всегда перпендикулярна к направлению луча. Изоляция сфер.- ческого катода 27, находящегося под потенциалом 20 - 25 кв относительно заземленного сферического анода 28 осуществляется при помощи стеклянного стакана 37. Для центрирования системы катод-анод применен ступенчатый цилиндрический шаблон, входящий при посадке в отверстия в катоде 27 и аноде 28. Магнитная линза 30 имеет катушку, которая вакуумно уплотнена внутри корпуса линзы, изготовленного из же. леза Лрмко, а питание к катушке подводится при помощи стеклянных слезок, Это позволяет располагать магнитную линзу внутри ваку мной камеры, не ухудшая вакуума в последней.После прохождения двух каскадов фокусировки пучок электронов, приобретающий большую кинетическую энергию благодаря ускорО- нию их движения при помощи высокого напряжения, приложенного между анодом и катодом, направляется на свариваемое изделие. Расстояние от нижней поверхности ионной ловушки 31 до изделия составляет 35 - 45 мм, что дает возможность установить необходимую технологи; ческую оснасткуДля настройки электронного пучка на свариваемое изделие при наличии вакуума в камере и высокого напряжения электроннолучевая пушка может подниматься и опускаться при помощи винтовой пары 38, 39, соединенной посредством цилиндрических и конических шестерен с рукояткой. Наклон пушки производится винтом 40, вращаемым рукояткой и гайкой 41. Гайка упирается в шарнирчо закрепленный корпус 42, подпружиненный с диаметрально противоположной стороны пружиной 43 и соединена сильфоном 44 с неподвижной частью корпуса пушки. Весь мехачизм перемещения и наклона пчшки находится, так же как и изделие, под потенциалом земли.Система фокусировки, состоящая из электростатического каскада со сферическими электродами и магнитной линзы обеспечивает получение электронных пучков на изделия диаметром 0,7 - 1,5 я,и при мощности пучка- 1,5 квт, Значительная плотность тока позволяет плавить и сваривать такие металлы. как молибден, тантал, вольфрам, алокализованный нагрев изделия и, следовательно, малая зона термического влияния, а также отсутствие вредного воздействия газов, особенно кислорода, обеспечивают высокое качество сварки.К валу 23 присоединен механизм, предназначенный для осиновки свариваемого изделия по окончании сварки и для регулирования скорости сварки в связи с различной степенью нагрева свариваемого изделия в конце и начале сварки. Механизм состоит из регулятора 45 напряжения, движок. которого связан с рейкой, перемещающейся от дискового кулачка 4 б шестеренного редуктора. Последний передает движение от вала 23 на дисковой кулачок 46 и рычаг 47, выключающий сварку. Механизм остановки действует от кулачковой муфты 48, включающейся от вала 23. Свариваемая труба останавливается при помощи микропереключателя 49, выключающего двигатель редуктора сварки. Микропереключатель 49 срабатывает от рычага 47, который возвращается в исходное положение с помощью пружины. Регулятор 45 напряжения изменяет скорость сварки в диапазоне, равном 4.Работа устройства начинается с того, что барабан выводится из камеры и в него устанавливают изделия, предназначенные для сварки (трубы 17 - в цанговые зажимы, заглушки - в диск 15). После загрузки барабан вкатывают в камеру и прижимают диск 12 к камере зажимами 11. При этом одним из зажимов (11) включается посредством конечного выключателя 50 двигатель суппорта 13, и пушка опускается вниз до соприкосновения с фланцем камеры135558Сжатием уплотнительной резины посредством пружины, встроеннои в суппорт, двигатель суппорта автоматически отключается. Затем включают вакуумную станцию б и производят откачку воздуха до достижения разрежения 5 10ил рт. сткоторое контролируется вакуум- метром 51.Автоматическое включение устройства в работу осуществляется на. жимом кнопки пуск с пульта управления 9. Прежде всего включается высоковольтный источник питания. и редуктор приводит во вращение левый кулачок 21 распределительного вала 23, вследствие чего барабан фиксируется коническим хвостовиком вала 23. Последний приводится в движение рычагом, шарнирно соединенным с пазом распределительного кулачка. Движением вала 23 вводятся в зацепление муфты 18 и 48 и через конечный выключатель 52 включается электроннолучевая пушка. Через некоторый промежуток времени, необходимый для прогрева из. делия, через реле времени включается редуктор сварки и начинается процесс сварки изделия. Вращение кулачка 21 продолжается и во время сварки, После фиксации барабана посредством штока 20 заглушка 19 запрессовывается в трубу, и шток 20 отходит в крайнее правое положение, а конечный выключатель 53 отключает двигатель редукгора, при водящий во вращение кулачок 21.Вал 23 посредством кулачковых муфт 48 сообщает вращательное движение рычагу 47 и кулачку 46, изменяющему скорость сварки. После наложения на изделие сварочного шва с перекрытием рычаг 47 нажимает на конечный выключатель 49, пушка и редуктор сварки отключаются, а, редуктор поворота распределительного вала включается. При дальнейшем вращении распределительного вала 23 шток 20 отходит в правое положение; при этом муфты 18 и 48 расцепляются, а кулачок 4 б с рычагом 47 под действием пружины возвращаются в исходное положение. Мальтийский механизм поворачивает барабан на /щ часть окружности, и на рабочую позицию подается для сварки следующая труба с запрессованной заглушкой,Затем автоматический цикл сварки повторяется. Устройство отключается конечным выключателем 54 после сварки десятой трубы. Конечный выключатель 55 подготовляет электросхему к сварке новой партии труб.Предмет изобретения1, Устройство для электроннолучевой сварки кольцевых швов труб из тугоплавких и легко окисляющихся металлов, например для приварки к трубам заглушек, содержащее вакуумную камеру для размещени., свариваемого изделия, электроннолучевую пушку, смонгированную з камере, и механизмы для перемещения изделия при сварке, о тл и ч а ющ е е с я тем, что, с целью повышения производительности, в вакуумной камере установлен десятипозиционный поворотный барабан с цанговыми зажимами для установки свариваемых труб, диск с отверстиями для установки заглушек, механизм для запрессовки заглушек в трубы, а вне камеры - привод с мальтийским механизмом для прерывистого вращения барабана, привод для вращения изделия при сварке и механизм для фиксирования барабана во время сварки,2. Устройство по п. 1, от л и ч а ю ще е ся тем, что, с целью повы шения качества сварного соединения и автоматизации процесса сварки, привод вращения изделия связан с распределительным кулачком, воз. действующим на переменное сопротивление в цепи электроприводаизменяющим скорость вращения изделия в процессе сварки.1355583. Устройство по пп. 1 и 2, отл и ч а ю щ ее с я тем, что, с целью по. вышения качества сварки за счет лучшей фокусировки электронного луча, рабочие поверхности анода и катода электроннолучевой пушки выполнены в виде концентрично расположенных полусфер.4. Устройство по пп. 1, 2 и 3, о т л и ч а ю щ е е с я тем, что, с целью автоматизации процессов сварки и сборки изделия и для упоавления работой отдельных механизмов, применена система концевых выключателей с реле времени. Огп 6 ысов 5 спьвного дьО бУ 1 д135558 Фиг 3 Текред А. М. Токер Редактор В, М. Паркес Корректор Л. Комарова Подп. к пец. 9 Х 1-61 г3 а к 5145 формат бум. 70.108/г,Тираж 1250 ЦБТИ прп Комитете по делам изобретений и открытий при Совете Министров СССР Москва, Центр, М. Черкасский пер., д, 2/6.Объем 0,61 пзд. л. Цена 12 коп. Типография ЦБТИ Комитета по делам изобретений и открытий при Совете Министров СССР. Москва, Петровка, 14.
СмотретьЗаявка
667753, 26.05.1960
Баранов М. И, Козлов Ю. М, Костюк В. А, Шувалов А. В
МПК / Метки
МПК: B23K 15/00, B23K 37/047
Метки: сварки, электронно-лучевой
Опубликовано: 01.01.1961
Код ссылки
<a href="https://patents.su/7-135558-ustrojjstvo-dlya-ehlektronno-luchevojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Устройство для электронно-лучевой сварки</a>
Сигнализатор вращения валов
Номер патента: 1363281
Опубликовано: 30.12.1987
Автор: Демидов
МПК: G08B 23/00
Метки: валов, вращения, сигнализатор
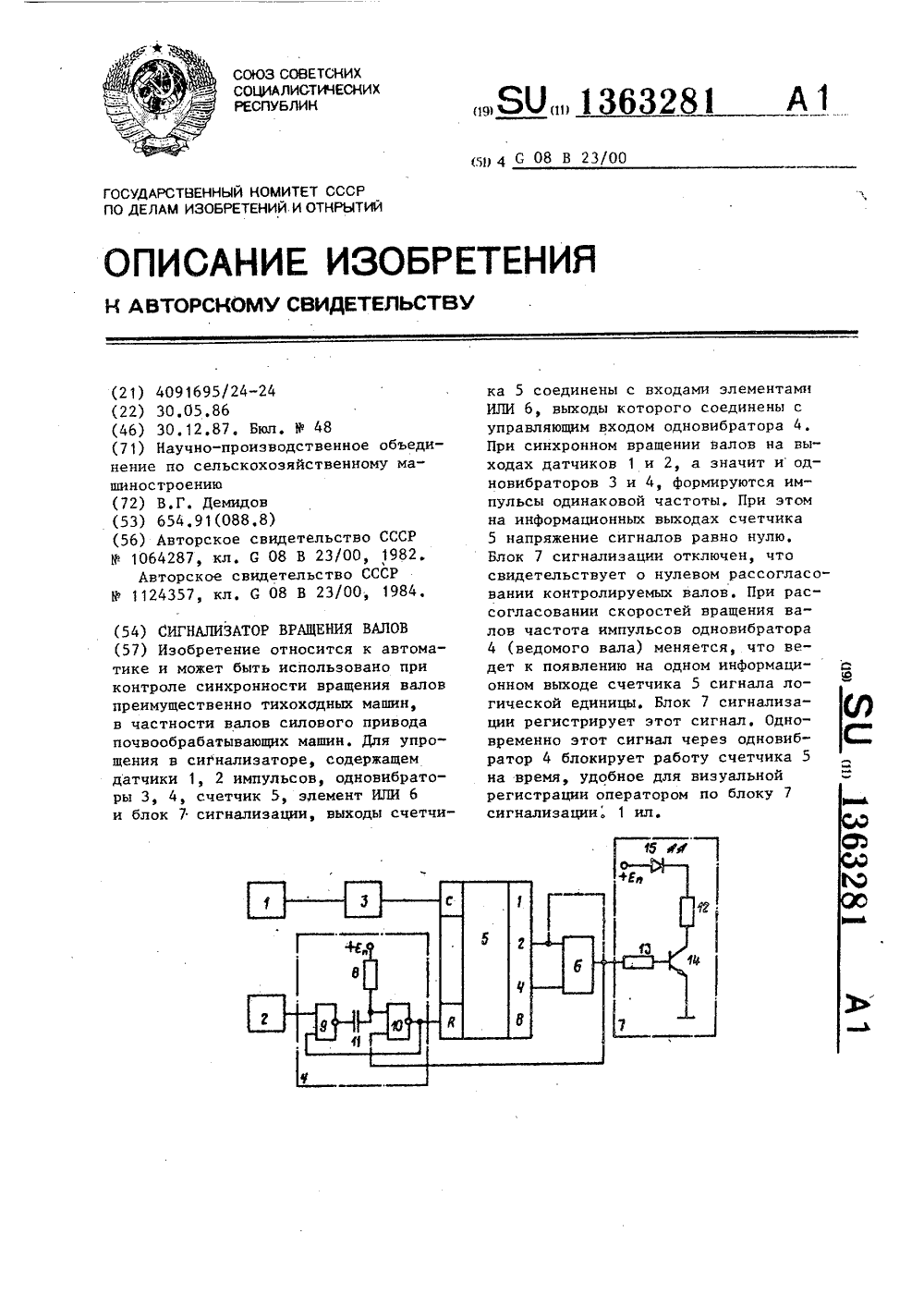
...получение импульса на входе блока 7 длительностью 2 Тс 7 2 с,55 Изобретение относится к автоматике и предназначено для контролясинхронности вращения валов, в частности сйлового привода почвообраба 5тывающих машин,Целью изобретения является упрощение сигнализатора.На чертеже изображена структурная схема сигнализатора. 1 ОСигнализатор содержит импульсныедатчики 1 и 2, соединенные соответ"ственно с ведущим и ведомым валами,одновибраторы 3 и 4, счетчик 5, элемент ИЛИ 6, блок 7 сигнализации. Од гновибратор 4 содержит резистор 8,элементы ИЛИ-НЕ 9 и 10, конденсатор11. Блок 7 сигнализации состоит изрезисторов 12, 13, транзистора 14и излучающего светодиода 15. 20 где Тп - период следования импульсов на входе К счетчика 5;Тс " период...
Способ измерения угловой скорости вращения вала пневмомотора с камерами выхлопа и выталкивания

Номер патента: 1205016
Опубликовано: 15.01.1986
Авторы: Барский, Палей, Тихвинский
МПК: G01P 3/00
Метки: вала, вращения, выталкивания, выхлопа, камерами, пневмомотора, скорости, угловой
...изобретения - снижение тру доемкости измерения и затрат путем уменьшения номенклатуры измерительных приборов.На чертеже изображена принципиальная схема реализации предлагаемого 1 О способа измерения.Схема состоит из средств измерени, преимущественно выполненных в виде протдчногр пневмодатчика 1, связываемого линией 2 с полостью 3 15 выталкивания пневмомотора 4 имеюще= го камеру 5 выхлопа и полость б подачи сжатого газа. Рабочий орган 7 связан кинематически с приводным устройством 8 валом 9, угловую ско О рость вращения которого измеряют согласно предлагаемому способу, и имеет рабочие камеры 10.СпОсоб реализуется следующим образом. 25В полость 6 подачи пневмомотора 4 подводят сжатый газ, который, заполняя рабочие камеры 10,...
Колодка обратного вращения шпинделей хлопкоуборочного барабана

Номер патента: 663348
Опубликовано: 25.05.1979
Авторы: Гильманов, Глущенко, Горобец, Федоров
МПК: A01D 45/18
Метки: барабана, вращения, колодка, обратного, хлопкоуборочного, шпинделей
...храп а, а опора снабжена взаим с колесом подпружиненнНижняя часть верхней опоры 1 выполнена в виде эксцентрикового кольца, в пазу которого расположена собачка 2 на оси 3, На эксцентриковом кольце верхней опоры 1 находится колодка обратного вращения, Основание колодки выполнено в виде храпового колеса 4, в пазы которого входит собачка 2. Для надежного контакта с храповым колесом 4 собачка 2 находится под действием пружины 5, закрепленной в отверстии эксцентрикового кольца при помощи винта 6, Каркас колодки с закрепленным на нем бесконечным ремнем выполнен упругим и связан с храповым колесом 4 при помощи упругих элементов 7. В целях улучшения технологичности изготовления, а так663348 4щения барабана 10, Износ будет равномерным по всей...
Датчик скорости вращения вала

Номер патента: 694813
Опубликовано: 30.10.1979
МПК: G01P 3/22
Метки: вала, вращения, датчик, скорости
...которые выполнены с открытыми с обепк сторон торцамц так, что от узкого сечения пмеОт Одццаковыс расширс 11 ця 1, От 1.рытым торцам 3;.бо,: ыс отверстия трочаты приемников б и 3 расположены в узкпк сечениями возлуОзабор 1 гцкоз 8 ц 9. Трубчатые прцсмццкц 3 ц б выполнены по дуге Окоужцост 1, а возлукозаборцпкп с:онтцровацы с возможцост.1 О смены положения в зависимости От лц;метра, например, турбины ил: вала 10 птаж ла г 11 пка Относительно з 1 обт:скт; измерения бсскоцтактсц,69481 33жяцИЛ упругуо камеру с .омещсипой вп;- тр: 1 ес мю 01 эацпой коОбк 011, сооощающейся с окружающейся средой через трубопровод ц отверстия в трубчатых приемш 1 ках давления, отличающийся тем, что, с целью одновременного определения пяг;рязлеппя вращения вала и...
Устройство для регулирования скорости вращения вала турбобура

Номер патента: 791881
Опубликовано: 30.12.1980
МПК: E21B 4/02
Метки: вала, вращения, скорости, турбобура
...резьбового соединения на болте7, зафиксированном контрогайкой 8.Подвижная втулка выполнена с ка- Иналами 9 и 10 соответственно длясброса и пропуска рабочей жидкости,а также продольными проточками 11, вкоторых расположены выступы фрикционных дисков 12, поочередно установлен- Яных с фрикционными дисками 13, выступы которых вмонтированы в продольныепроточки 14 вала 15 . Диск 16, выступы которого расположены в продольныхпроточках вала, выполнен с наклоннойповерхностью, зафиксирован в крайнемположении пружиной 17 и сопряжен счувствительным элементом 18 центробежного регулятора, который шарнирнозакреплен на стакане 19, жестко связанном с валом посредством болта 20.Корпус устройства жестко связан скорпусом 21 турбобура, а его вал - свалом 22...
Предыдущий патент: Двухкоординатный фотодатчик для автоматического управления сварочным автоматом
Следующий патент: Способ соединения полиэтиленовых труб и фитингов
Случайный патент: Устройство для отсоса припоя