Станок для обработки сферических поверхностей колец подшипников качения
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 1110547
Авторы: Гольдштейн, Кострыкин, Шевелев


Текст
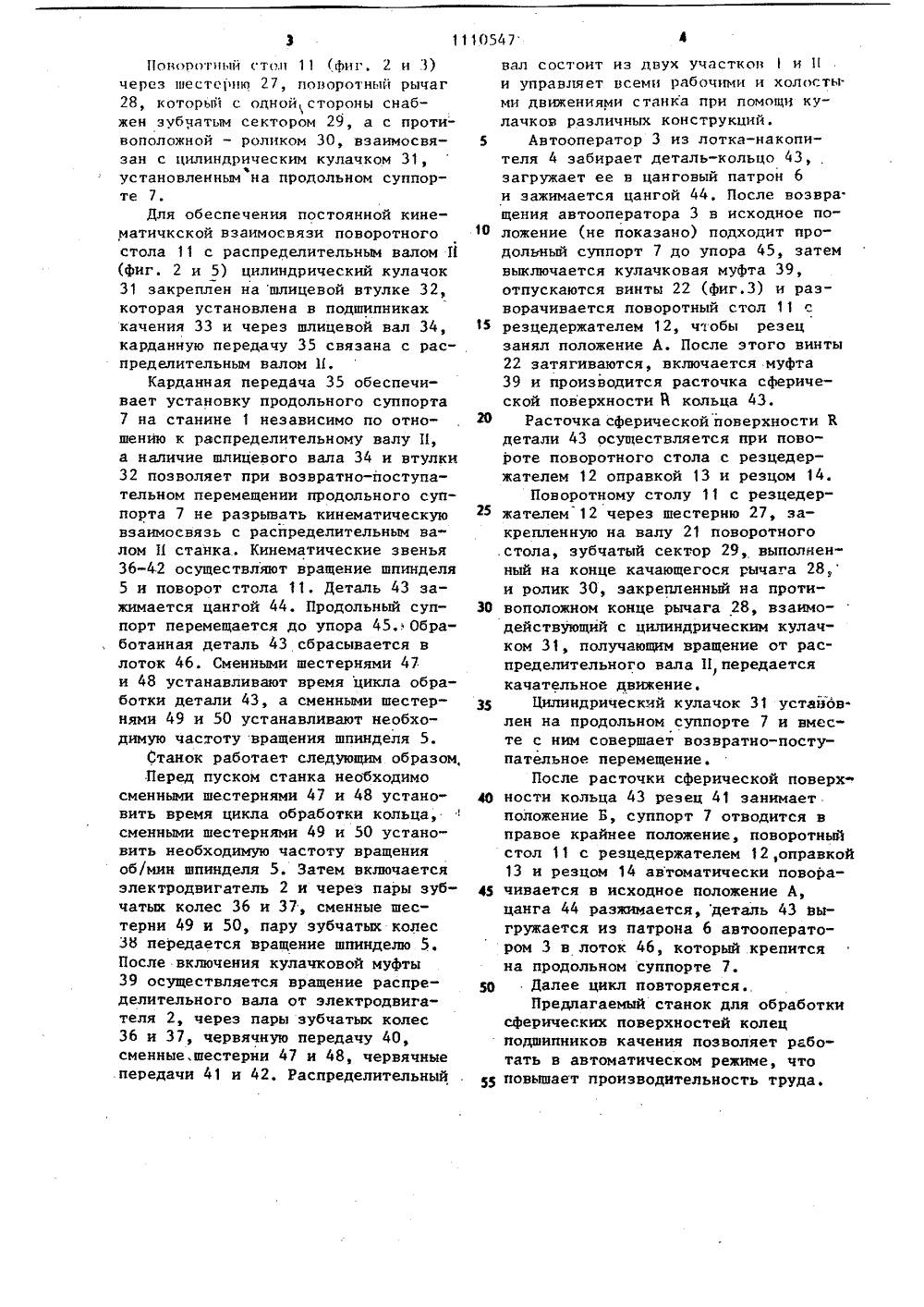
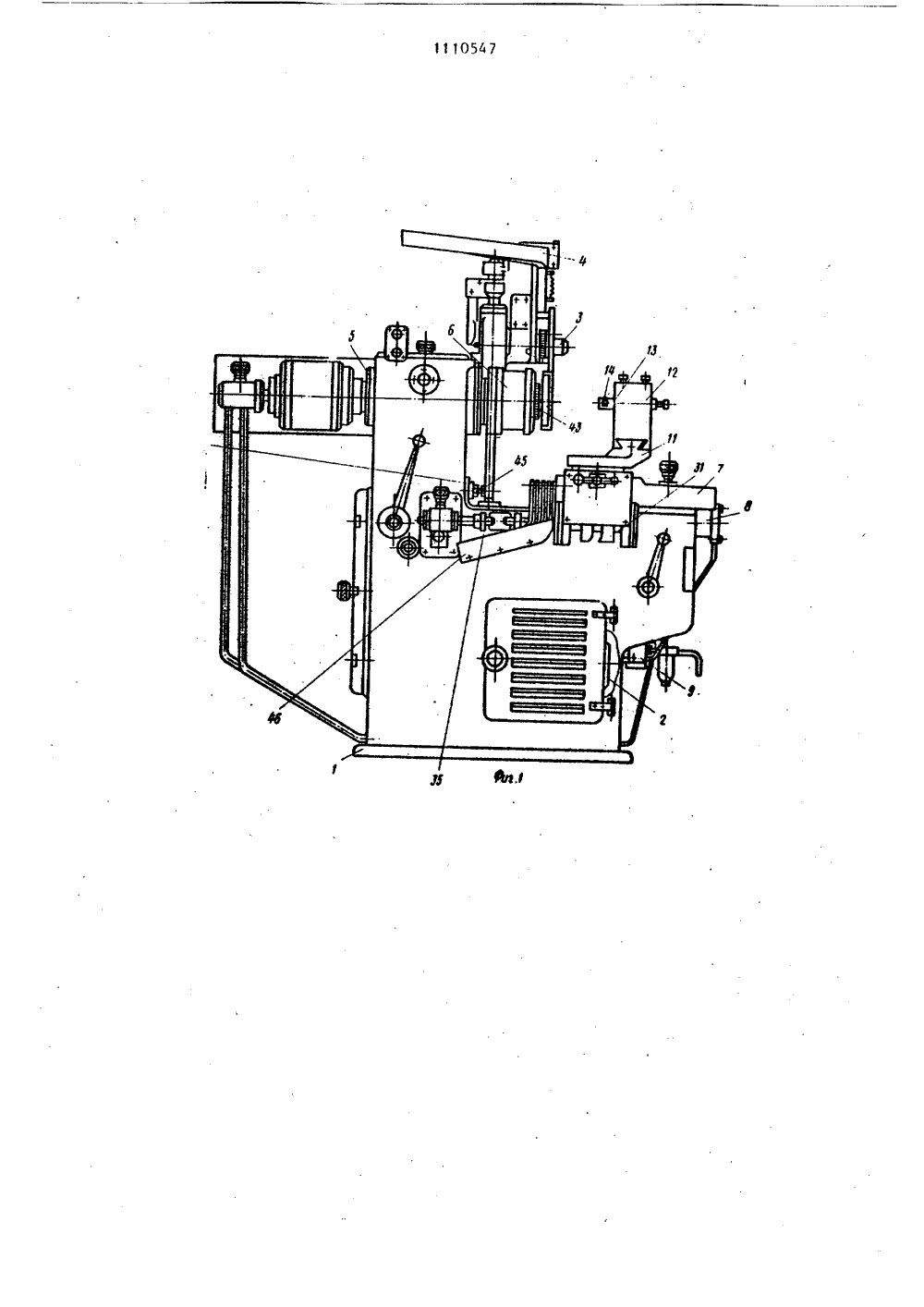
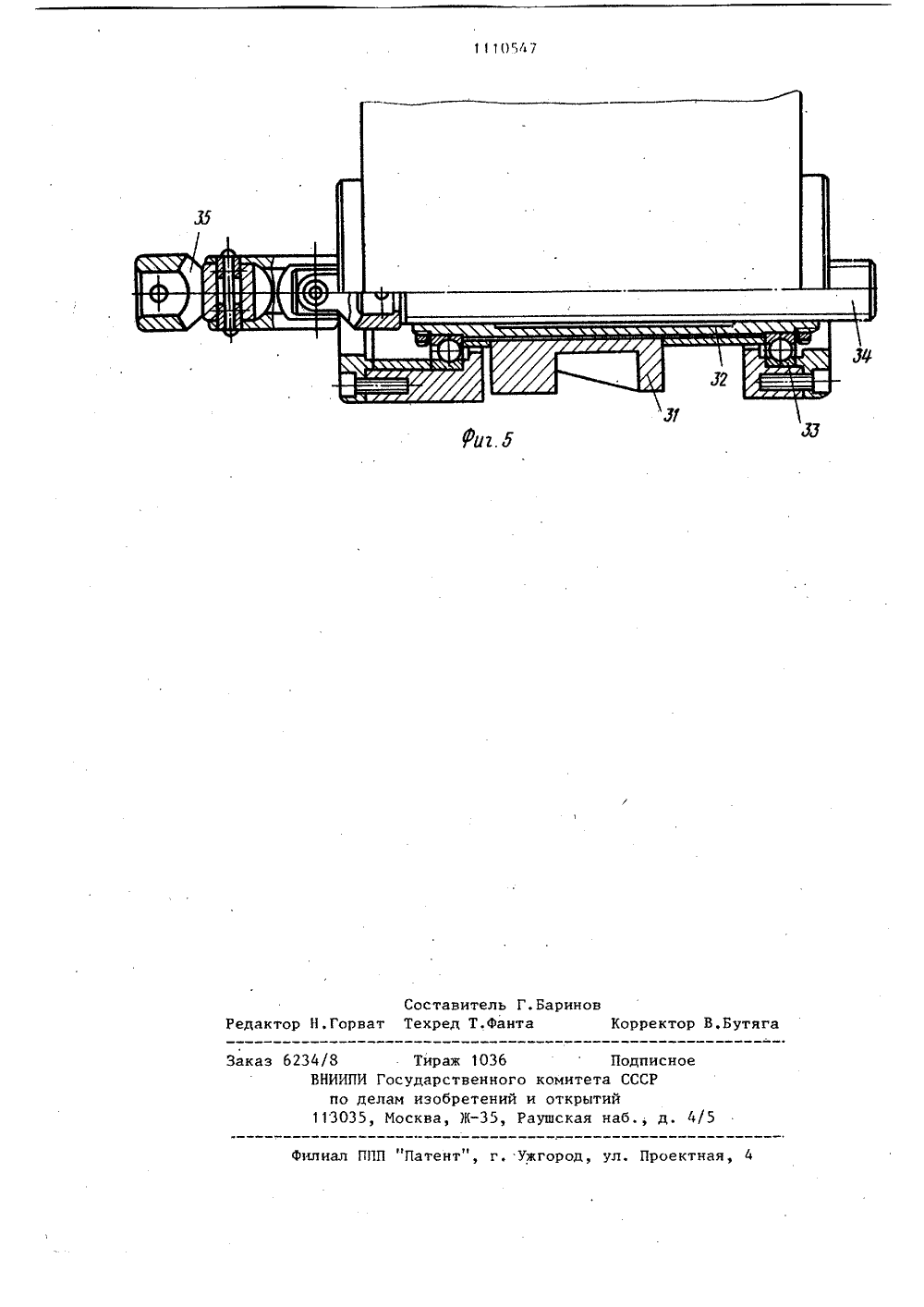
,ОПИСАНИЕ ИЗОБРЕТЕНИЯК АВТОРСКОМУ, СВИДЕТЕЛЬСТВУ ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССРПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТНРЫТИЙ(56) 1, Станок для обработки сферической поверхности колец подшип ников качения модели 1811. СреднеВолжский станкозавод, 1965 (прототип),(54) (57 Я,СТАНОК ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ КОЛЕЦ ПОДШИПНИКОВ КАЧЕНИЯ, содержащий шпиндельс патроном, продольный суппорт сприводом его перемещения, поворотныйстол с резцедержателем, установленныйна продольном суппорте, и привод поворота стола, о т л и ч а ю щ и й -с я тем, что, с целью, автоматизациирабочего цикла станка, привод перемещения продольного суппорта выполнен.,80111054 А в виде сдвоенного цилиндра и двух реечных передач,. а привод поворота стола - в виде ведушего вала с шестерней, взаимодействующей с дополнительно введенным в станок поворотным рычагом посредством зубчатого сектора, выполненным на одном конце поворотного рычага, а ролик, установленный на другом конце рычага, взаимодействует с дополнительно введенным в станок цилиндрическим кулачком, установленным на продольном суппорте.2. Станок по п. 1, о т л и ч а - ю щ и й с я тем, что на торце ведущего вала выполнен кольцевоый паз, в котором установлены дополнительно введенные в станок конические сухари с резьбовыми отверсти- ями, причем поворотный стол снабжен винтами, установленными в резьбовые отверстия конических сухарей для крепления поворотного стола к ведущему валу.11 10547 1Изобретение относится к станкостроению, а именно к станкам для токарной обработки внутренних н наружных сферическтх поверхностей, в частности для расточки внутренней сферической поверхности наружных колецшариковых подшипников, методом поворота резца вокруг оси, котораяпроходит через цейтр сферической поверхности обрабатываемого кольца-детали,Известен станок для обработки сферических поверхностей колец подшипников качения, содержащий станину,внутри которой смонтированы электродвигатель, приводы главного и податочного движений. Сверху на станинеустановлен продольный суппорт, накотором в подшипниках качения смонтирована шестерня с резцодержателем,оправкой и резцом, повернутым передней гранью вверх, На верхнем концевала закреплена шестерня, котораявходит в зацепление с шестерней, сво.бодно установленной на валу. Шестерня разворачивается в требуемоеугловое положение рукояткой для обес.печения зацепления с шестерней ификсируется винтами 1 3.Недостатками известного станка30ярляются большое количество ручныхвспомогательных работ, что снижаетпроизводительность труда, а такженевозможность применения многостаночного обслуживания.Цель изобретения - автоматизациярабочего цикла станка.Укаэанная цель достигается тем,что в станке для обработки сферических поверхностей колец подшипниковкачения, содержащем шпиндель с патроном, продольный суппорт с приводомего перемещения, поворотный стол срезцедержателем, установленный напродольном суппорте, и привод поворота стола, привод перемещения продольного суппорта выполнен в видесдвоенного цилиндра и двух реечныхпередач, а привод поворота столавыполнен в виде ведущего вала с шестерней, взаимодействующей.с дополнительно введенным в станок поворотным рычагом посредством зубчатого сектора, выполненным на одном конце поворотного рычага, взаимодействующего с дополнительно введенным 55в станок цилиндрическим кулачком,причем последний установлен на продольном суппорте. 2На торце недущ го вала иьинлин кольцевой паз, н котором установлены дополнительно введенные в станов конические сухари с резьбовыми отверстиями, причем поворотный стол снабжен винтами, установленными в резьбовые отверстия конических сухарей для крепления поворотного стола к ведущему валу.На фиг. 1 показан предлагаемый станок, общий вид; на фиг. 2 - кинематическая схема; на фиг. 3 - поворотный стол с приводом; на фиг. 4 - положение резца в начале и в конце резания; на фиг, 5 - закрепление закрытой цилиндрической кривой на шлицевой втулкеСтанок содержит (фиг.1) основание (станину) 1 коробчатой формы, внутри которой смонтирован электродвигатель 2, приводы главного и податочного движений. Сверху на станине установлен автооператор 3 с лоткомнакопителем 4, шпиндель 5 с цанговымпатроном 6 для зажима деталей-колец подшипников.На станине установлен продольныйсуппортс пневмо-механическим приводом 8 возвратно-поступательногоперемещения, который через золотниковую коробку 9 управляется дисковымкулачком 10.На продольном суппорте 7 установлен поворотный стол 11 с резцедержателем 12, оправкой 13 и резцом 14, повернутым передней гранью 14 вниз (фиг.З) для лучшего отвода стружки из зоны резания и отвода ее от работего, кроме того, исключается наматывание стружки на оправку.Пневмомеханический привод 8 (фиг. 2) включает в себя сдвоенный цилиндр 15 со штоком-рейкой 16, шестерней 17, закрепленной на валу 18, на противоположном конце которого закреплена шестерня 19, взаимодействующая с рейкой 20, установленной на продольном суппорте 7. Для установки резца 14 в исходное положение А (фиг.4) поворотный стол 11 относительно ведущего вала 21 разворачивается и крепится к нему винтами 22 посредством конических сухарей 23, которые установлены в кольцеовм пазу 24 на торце ведущего вала 21. Ведущий вал 21 в корпусе 25 смонтирован на подшипниках качения 26 (фиг3).11 онорлтный стол 11 с,фиг. 2 и 3)через шестерню 27, поворотный рычаг28, который с однойстороны снабжен зубчатым сектором 29, а с противоположной - роликом 30, взаимосвязан с цилиндрическим кулачком 31,%установленным на продольном суппорте 7,Для обеспечения постоянной кинематичкской взаимосвязи поворотногостола 11 с распределительным валом И(фиг. 2 и 5) цилиндрический кулачок31 закреплен на шлицевой втулке 32,которая установлена в подшипникахкачения 33 и через шлицевой вал 34,карданную передачу 35 связана с распределительным валом П,Карданная передача 35 обеспечивает установку продольного суппорта7 на станине 1 независимо по отношению к распределительному валу Н,а наличие шлицевого вала 34 и втулки32 позволяет при возвратно-поступательном перемещении продольного суппорта 7 не разрывать кинематическуювзаимосвязь с расйределительным валом Н станка. Кинематические звенья36-42 осуществляют вращение шпинделя5 и поворот стола 11. Деталь 43 зажимается цангой 44. Продольный суппорт перемещается до упора 45 Обработанная деталь 43 сбрасывается влоток 46. Сменными шестернями 47и 48 устанавливают время цикла обработки детали 43, а сменными шестернями 49 и 50 устанавливают необходимую частоту вращения шпинделя 5.Станок работает следующим образом,Перед пуском станка необходимосменными шестернями 47 и 48 установить время цикла обработки кольца,сменными шестернями 49 и 50 установить необходимую частоту вращенияоб/мин шпинделя 5. Затем включаетсяэлектродвигатель 2 и через пары зубчатых колес 36 и 37, сменные шестерни 49 и 50, пару зубчатых колес38 передается вращение шпинделю 5.После включения кулачковой муфты39 осуществляется вращение распределительного вала от электродвигателя 2, через пары зубчатых колес36 и 37, червячную передачу 40,сменные, шестерни 47 и 48, червячныепередачи 41 и 42. Распределительный50 5 10253035 Вал состоит иэ двух участкови П и управляет всеми рабочими и холосты. ми движениями станка при помощи кулачков различных конструкций.Автооператор 3 из лотка-накопителя 4 забирает деталь-кольцо 43, загружает ее в цанговый патрон 6 и зажимается цангой 44, После воэвра. щения автооператора 3 в исходное положение не показано) подходит продолжный суппорт 7 до упора 45, затемвыключается кулачковая муфта 39, отпускаются винты 22 (фиг.3) и разворачивается поворотный стол 1 резцедержателем 12, чтобы резец занял положение А. После этого винты 22 затягиваются, включается муфта 39 и производится расточка сферической поверхности В кольца 43.Расточка сферической поверхности К детали 43 осуществляется при повороте поворотного стола с резцедержателем 12 оправкой 13 и резцом 14.Поворотному столу 11 с резцедержателем 12 через шестерню 27, закрепленную на валу 21 поворотного .стола, зубчатый сектор 29, выполненный на конце качающегося рычага 28, и ролик 30, закрепленный на противоположном конце рычага 28, взаимодействующий с цилиндрическим кулачком 31, получающим вращение от распределительного вала П, передается качательное движение.Цилиндрический кулачок 31 устайов. лен на продольном суппорте 7 и вместе с ним совершает возвратно-поступательное перемещение.После расточки сферической поверхности кольца 43 резец 41 занимает положение Б, суппорт 7 отводится в правое крайнее положение, поворотный стол 11 с резцедержателем 12,оправкой 13 и резцом 14 автоматически поворачивается в исходное положение А, цанга 44 разжимается, деталь 43 выгружается из патрона 6 автооператором 3 в лоток 46, который .крепится иа продольном суппорте 7. Далее цикл повторяетсяПредлагаемый станок для обработки сферических поверхностей колец подшипников качения позволяет работать в автоматическом режиме, чтоповышает производительность труда.Составитель Г.Баринтор Н.Горват Техред Т.Фанта Корректор В,Бутяга Подписномитета СССР открытиушская н 4/ илиал ППП "Патент", г. Ужгород, ул. Проектна 6234/8 ВНИИП по 11303
СмотретьЗаявка
3609073, 08.04.1983
ПРЕДПРИЯТИЕ ПЯ В-8932
ШЕВЕЛЕВ ПЕТР НИКОЛАЕВИЧ, ГОЛЬДШТЕЙН МОИСЕЙ ИЛЬИЧ, КОСТРЫКИН ПЕТР АФАНАСЬЕВИЧ
МПК / Метки
МПК: B23B 5/40
Метки: качения, колец, поверхностей, подшипников, станок, сферических
Опубликовано: 30.08.1984
Код ссылки
<a href="https://patents.su/7-1110547-stanok-dlya-obrabotki-sfericheskikh-poverkhnostejj-kolec-podshipnikov-kacheniya.html" target="_blank" rel="follow" title="База патентов СССР">Станок для обработки сферических поверхностей колец подшипников качения</a>
Поворотно-передвижной стол

Номер патента: 806359
Опубликовано: 23.02.1981
Авторы: Волоценко, Малык, Полевой, Шаповал, Шафир
МПК: B23Q 17/02
Метки: поворотно-передвижной, стол
...перемещению каретки, кулачками, установленньми на линейке и периферийной поверхности круглой плиты, а рабочая часть фиксирующего устройства выполнена в виде кляяа с двухсторонним скосом, установленнж 36 в корпусе каретки с воэможностью од" новременного контактирования с рабо. чжан поверхностями кулачков поворотной плиты и линейки.На Фиг.1 представлен вид на стол в плане; на Фиг.2 - разрез А-А на фиг.1..Кулачки 4 и 7 размещаются по периФерии поворотной плиты и вдоль линейки б в соответствии с координатами обрабатываемых в детали отверстий.Обычно выставление кулачков происходит по предварительно размеченной 5 первой детали. Для настройки на координаты требуемого отверстия освобождают зажимы нижней каретки и поворотной плиты и,...
Приспособление к суппорту строгального станка для удаления стружек со стола

Номер патента: 33375
Опубликовано: 30.11.1933
Автор: Рубиновский
МПК: B23Q 11/02
Метки: станка, стола, строгального, стружек, суппорту, удаления
...обойму, 3 со скребком 7 и соединенного со ско-. бой 7 ОП.ИС особленИя к супорту лейия стру рскоиу свидетельству И;. 1932 года (спр вмдаче авторскогб свидетельВ строгальных станках новейшейконструкции при обратном ходе резец ие волочится, а поднимается, что предохраняет его от порчи и подминания под себя оставшихся на обрабатываемом изделии стружек.В предлагаемом приспособлении к супорту строгального станка для удаления , .стружек со стола служат один или несколько эластичных скребков, прикрепленных к обоймам, перемещаемым(с целью установки скребков по.высоте винтами, соединенными со скобами,.которые подвешиваются к резцовым державкам супорта станка.На чертеже фиг. 1 изображает.:видспереди приспособления к супорту стро - гального...
Индуктор положения продольного стыка трубы при сварке ее на трубоэлектросварочном стане

Номер патента: 176436
Опубликовано: 01.01.1965
МПК: G01D 9/42
Метки: индуктор, положения, продольного, сварке, стане, стыка, трубоэлектросварочном, трубы
...индикатора приведена на чертеже.Внутри трубы 1 на оправке перпендикулярно стыку 2 установлена лампа накаливания 8, баллон которой представляет собой стеклянную трубку, а тело накала 4 выполнено линейной формы, длиной, несколько превышающей возможное смещение стыка. Такой осветитель устанавливают там, где кончаются гуОДОЛЬНОГО СТЫКА ТРУБЫ ЛЕКТРОСВАРОЧНОМ СТАНЕ сеничные башмаки внутренней оправки стана, а между кромками трубы всегда имеется зазор. Против осветителя и стыка над трубой на некоторой высоте установлено развертываю щее фотоэлектрическое устройство, состоящеенз вращаемого с постоянной скоростью барабана 5 с одной или несколькими щелями б, Внутри барабана 5 установлен фотоэлемент 7. При вращении барабана на выходе фото элемента...
Поворотно-делительный стол многопозиционного станка

Номер патента: 1342673
Опубликовано: 07.10.1987
Автор: Расчетнов
МПК: B23Q 16/02, B23Q 7/02
Метки: многопозиционного, поворотно-делительный, станка, стол
.../, находящийся на первой позиции, манипулятором устанавливаетгя злслие, ца цлс:еднсй позиции го 1 0 ос из;елие снимает .я, На другихиозицях в,полцяотст технологическиеоперации с подъемом и лтугкдцием басцых ).с ментов.Угт;вовка изделий цд базовый элеез осуществляется следующим обра 110 комсцде с пульт управлениярдбатывдет привод 22 устройства прижиГ(з. Шток 21 привода устройства п 1 цгжиГд стзоей тоРцовой понеРхностью контактирует с цвуплечим рычагом 20 и поворачивает его и вилку 24 Г 1 епестки 25 и 26 при этомклльзят цо нак.ионным поверхностям Н копира 27 и расходятся ца ныходе из копира нас. только (размер Р), чтл це препятст. вуют устав(звке изпелия на базирующие поверхности. На конечном участке перемещения ценчазттц,Й...
Механизм сброса показаний оптической отсчетной системы поворотного делительного стола

Номер патента: 554131
Опубликовано: 15.04.1977
Авторы: Высоцкий, Мазур, Николенко
МПК: B23Q 17/00
Метки: делительного, механизм, оптической, отсчетной, поворотного, показаний, сброса, системы, стола
...с эксцентриком 12, имеет три позиции, соответствующие ускоренному и замедленному повороту лимба 9 и выведенной из зацепления червячной паре. С помощью маховика б осуществ ляется поворот лимба 9.3Механизм работает следующим образом, Для ускоренного поворота оптического лимба 9 рукоятка 18 устанавливается в одну из позиций, при этом эксцентрик 12, поворачиваясь, взаимодействует с упопом 16, прижимаемым к нему пружиной 15 при отведенном от червячного колеса 8 червячном участке 7,В результате воздействия эксцентрика 12 на упор 16 корпус 1 поворачивается вокруг пальца 3 и червячный участок 7 входит в за цепление с червячным колесом 8.Одновременно с воздействием на упор 16 эксцентрик 12 толкает упор 13, соединенный с полугайкой 10....
Предыдущий патент: Станок для обработки нежестких деталей
Следующий патент: Механизм подачи и зажима прутка
Случайный патент: Устройство для программного управления