Автомат для выполнения технологических операций с деталями типа колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
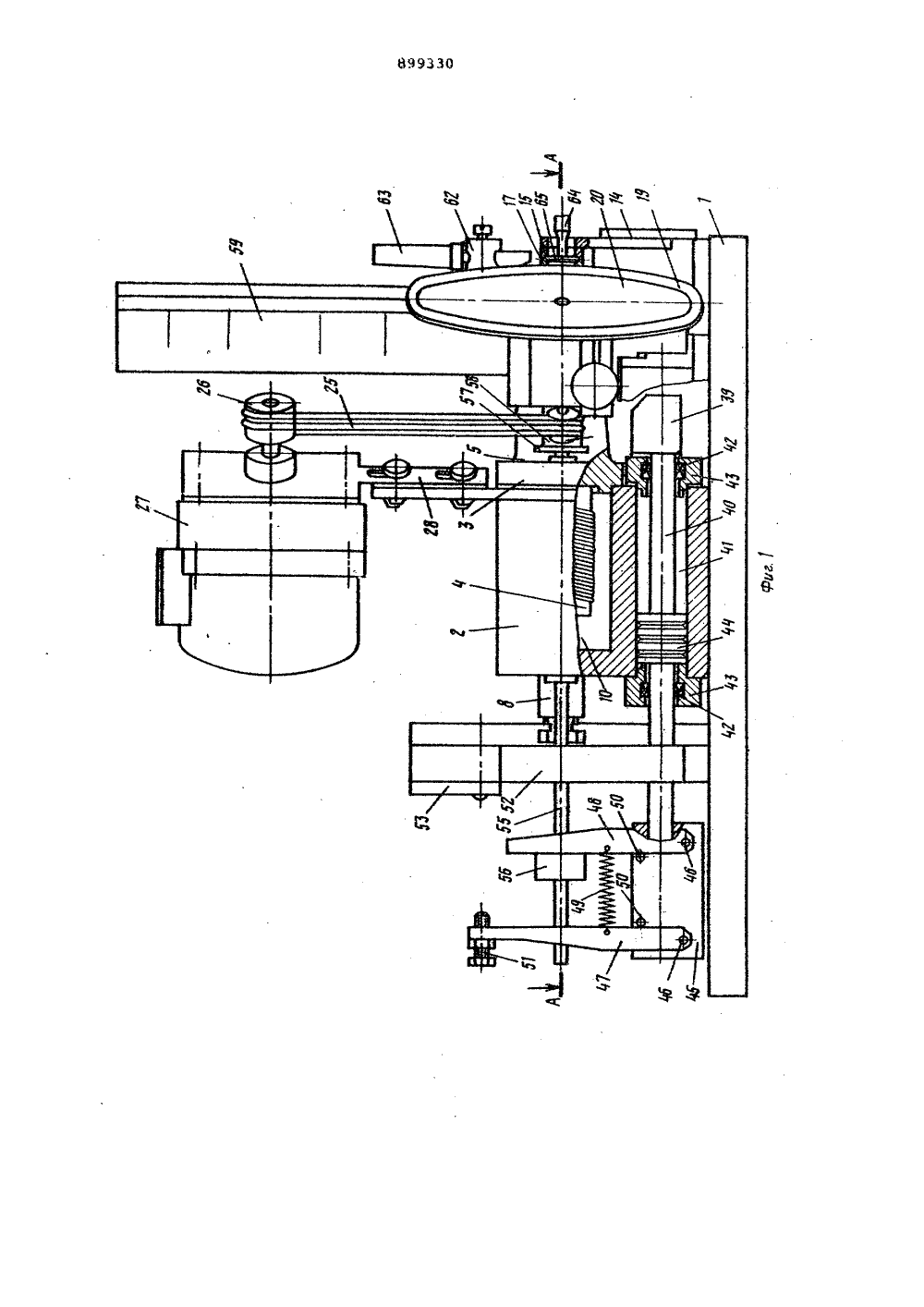
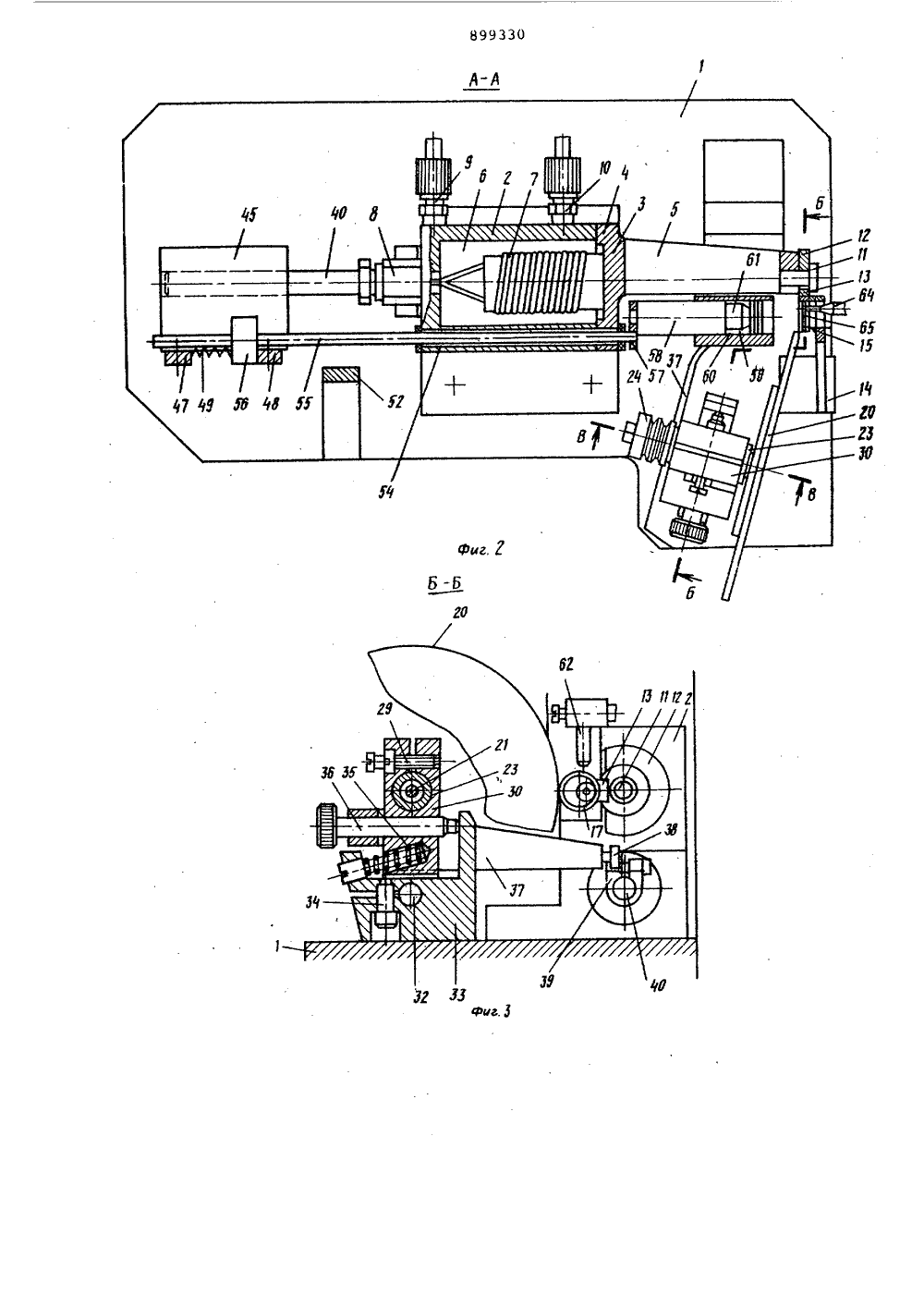
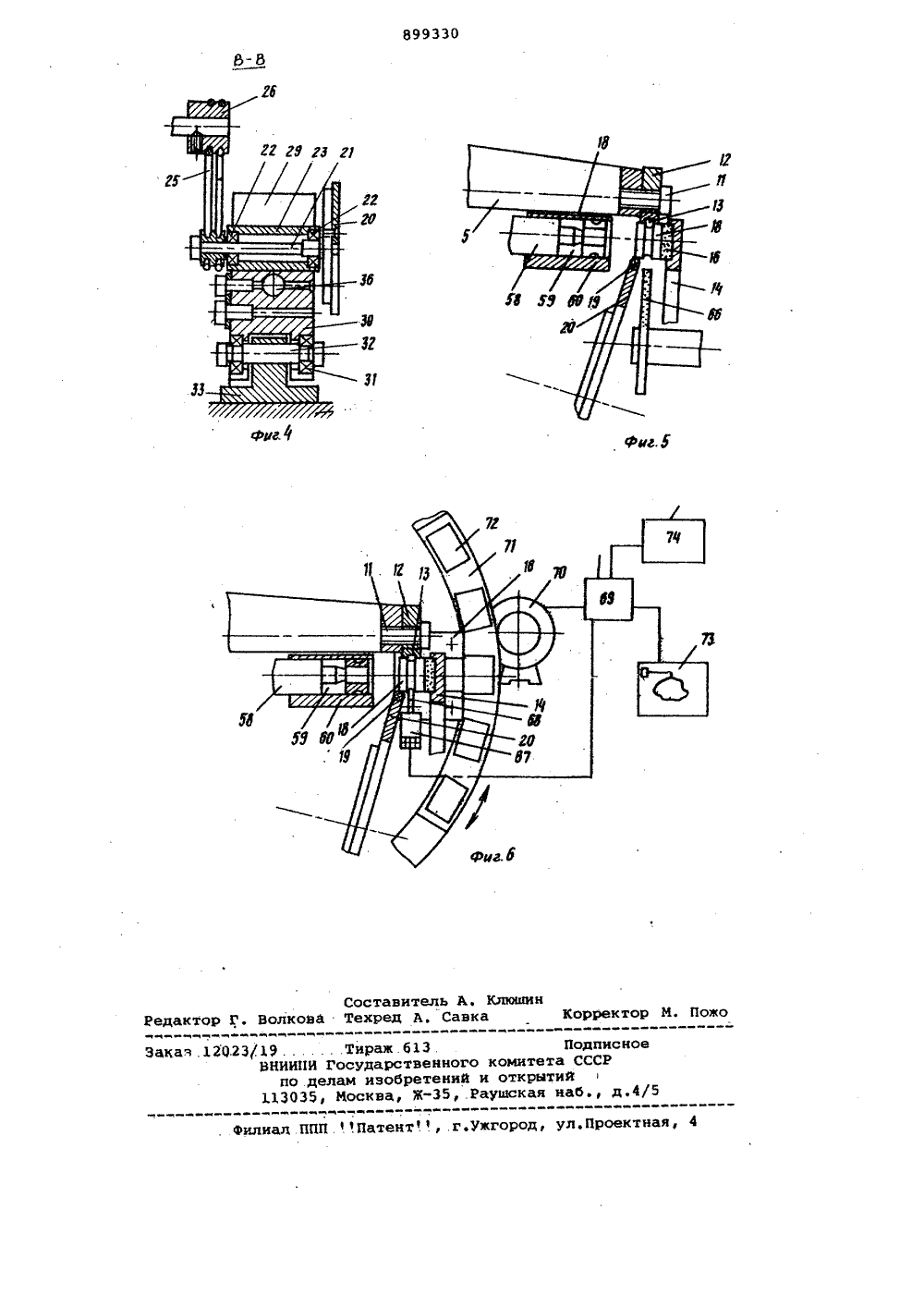
Союз СаеетскниСацыелнстнческииРеспублнк О П И С,А Н И ЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ оц 899330(22) Заявлено 261278 (21) 2702332/25-08с присоединением заявки Но(23) ПриоритетОпубликовано 2301,82. Бюллетень Йо 3Дата опубликования описания 23.01.82 5 М Кл з В 04 В 19/Об Государственный комитет СССР но делам изобретениИ и открытий(33 УДК 621,924. .046(088.8) фа .И.Д. Гебель, А.А. Зыков, В.П. Васильев, В.М. Л ов,"А.И. Нефедов, В.И. Паршиков, М.Я. Старкнна и М С. Клибанов(72) Авторы изобретения Специальное конструкторское бюро шлифовальногб оборудования(54) АВТОМАТ ДЛЯ ВЫПОЛНЕНИЯ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ С ДЕТАЛЯМИ ТИПА КОЛЕЦ ПОДШИПНИКОВИзобретение относится к машиностроению и может быть использовано для чистовой обработки деталей типа колец подшипников (шлифование, суперфиниширование), а также в автоматических устройствах для выполнения операций контроля, измерения, сортировки с разделением на группы для селективной сборки и т.д,Известен автомат для выполнения технологических операций с изделиями типа колец, содержащий основание, устройство для базирования и вращения изделия с радиальной и осевой опорами и производным фрикционным роликом, .а также шлифовальную головку и загрузочно-разгрузочное устройство с шибером и приводом его перемещения (11 . Недостатком известного автомата являются узкие технологические воэможности, так как автомат не позволяет вести обработку как внутренних так и наружных поверхностей колец, вследствие отсутствия унифицированных загрузочных устройств, отсутствуют возможности использования автомата для измерения сортировки и дру гих операций с изделиями типа колец. Цель изобретения - расширение технологических воэможностей автомата.Поставленная цель достигаетсятем, что а автократе для выполнениятехнологических операций с иэделиями типа колец, привод шибера снабжен кулачком отвода фрикционногоролика, рычагами, соединеннымю упругим элементом, и муфтой, при этоммуфта установлена с зазором междурычагами, кроме того, автомат снабжен автоматическим мерителем, установленным на рабочей головке.На Фиг.1 схематично представлен 15 автомат, общий вид; на Фиг.2 - сечение А-А на фиг.11 на Фиг.3 - сечение Б-Б на фиг.2; на фиг.4 - се"чение В-В на фиг.21 на Фиг.5 и бмодификация автомата.На основании 1 (Фиг.1 и 2) закреплен корпус 2, с которым посредством Фланца 3 связан ультразвуковой преобразователь 4, напримермагнитострикционный, с концентра том 5. Магнитостриктор размещен вполости б корпуса 2 и снабжен обмоткой возбуждения 7, концы которойвыведены из корпуса через уплотнение8 и присоединены к непокаэанному начертеже ультразвуковому генератору, 899330Полость 6 связана посредством ниппелей 9 и 10 с магистралью подачи охлаждающей жидкости,На концентраторе 5 закреплена посредством винта 11, шайба 12 с радиальной опорой 13 в виде призмы иэиэносоустойчивого материала.На основании 1 закреплена такжестойка 14, несущая осевую опору ввиде кольца 15 с плоским опорным торцом (Фиг.1 и 2) или диска 16 (фиг.5и 6). На опоры 13 и 15 базируется иэделие 17, например наружное кольцоподшипника качения (Фиг.1 и 2) в модификациях на опры 13 и 16 базируетсяизделие 18, например внутреннее кольцо подшипника. Изделие 17 или 18 15поджато к опорам 13, 15 или 13, 16,эластичным ободом 19 ролика 20, плоскость которого направлена приблизительно по диагонали изделия 17 или18. 26Ролик 20 закреплен на торце оси 23,фсмонтированной в подшипниках 22 втулки 23, и несущей на другом концешкив 24. Последний связан ременнойпередачей 25 со шкивом 26, эакреп- дленным на валу двигателя 27, установленного посредством регулируемойстойки 28. на корпусе 2Втулка 23 закреплена посредствомклеммного зажима 29 в поворотномрычаге 30, который посредством подшипников 31, оси 32 и кронштейна 33смонтирован на основании 1. Ось 32закреплена в кронштейне 33 клеммньмзажимом 34. Рычаг 30 подпружинен относительно кронштейна 33 упругимэлементом 35 в нанравленни прижатияобода 19 оолика 20 к фаске изделия17 или 18 и снабжен регулируемым винтовым упором 36 фиксации рабочего по ложения ролика, усилие элемента 35существенно больше усилия деформацииобода 19 ролика 20,На рычаге 30 закреплен рычаг 37,смонтированный на котором ролик 38 Щвзаимодействует со скосом кулачка 39,закрепленного на штоке 40 гидроцилиндра 41 двойного действия, предусмотренного (Фиг.1) в нижней частикорпуса 2. Щток 40 проходит через 5 Оуплотнения 42 .крышек 43 цилиндра 41,несет. поршень 44 и связан своим концом с ползушкой 45. На последней посредством осей.46 (Фиг.1) смонтированы рычаги.47.и,48, поджатые.пружиной 49.к упорным штифта 50. На рычаге 47 смонтирован винтовой упор 51,взаимодействующий с закрепленным наосновании посредством стойки 52 конечным выключателем 53,В растоп ке 54 корпуса 2, параллельный .цилиндру 41, скользит шток 55с закрепленной на нем муфтой 56,взаимодействующей с рычагами 47 и 48,Другой конец штока 55 связан серьгой 57 со сменным шибером - отсекателем 58, скользящим в горизонтальном канале 59 сменной шахты 60 загрузочного устройства; шибер 58 снабжен цапфой 6), вэаимодействунщей с отверстием иэделия 17 или 18. На расстоянии от радиальных опор 13,близ,ком к радиусу иэделия 17 или 18, зак"реплено сопло 62, связанное трубкой 63 с магистралью подачи сжатого воэдуха, смазочно-охлаждающей жидкости или иной текучей среды.Автомат оснащен также рабочей головкой с рабочим органом или инструментом, взаимоцействующим с иэделием.Такой рабочей головкой может быть (Фиг,1 и 2) шлифовальная бабка с высокооборотным шпинделем (не показана), несущим оправку 64 шлифовального круга 65 для обработку желоба наружного кольца 17 шарикового подшипника.Рабочая головка (Фиг.5) оснащена плоским прямым кругом 66 для обработки желоба внутреннего кольца 18 шарикового подшипника.Рабочая головка (Фиг.6) выполнена в виде автоматического мерителя 67 наконечником 68, меритель связан с командным блоком 69, который связан с.двигателем 70 поворотов сектора 71, несущего приемники 72 для изделий различных групп, С блоком 69 или непосредственно .с мерителем 67 может быть связан также самописец 73 проФидя дорожки качания или печатающее устройство 74 регистрации данных измерений изделия.Автомат работает следующим образом.После окончания обработки очередного изделия (Фиг,1 и 2) и отврда инструмента 65, рабочая среда под дав. лением подается в пространство между девой крышкой 43 цилиндра.41 и поранем 44, последний, а совместно с ним шток 40.и кулачок 39, идут вправо. Фудачок 39 набегает своим скосом на ролик,38 и поворачивает рычаг 37,.авместе с ним .и .рычаг 30, сжимая пружину 35, обод 19 родиКа 20 отходитот.изделия.17, н посдеднее падаетв отводящий лоток,.струя жидкостиили газа из сопла .62 предотвращает.залидание,.изделия в позиции.обработкиОдновременно шток 40 перемещает ползушку 45,.рычаг 47 набегает на муфту 56 и посде удаления готового кольца 17 из зоны обработки перемещает. шток 55.и связанный с последним серьгой 57 шибер 58.вправо, Выступ 61 входит в отверстие очередной .заготовки и выносит ее язону обработки,.сажая на радиальные опоры .13 и осевую опору 15. Вконце хода ползушки винтовой упор 51 рычага 47 .нажимает на кнопку конечного выключателя 53, который выдаеткоманду на реверс движения цилиндра41, Шток .40 и кулачок 39 идут вправо, кулачок выходит из под ролика 38, и пружина 35 поворачивает рычаг 30 по часовой стрелке до посадки на регулируемый упор 36, при этом ролик 20 садится ободом 19 на фаску 5 детали 17. Ширина муфты 56 .меньше расстояния между рычагами 47 и 48У поэтому рычаг 48 набегает на муфту 56 с запаздыванием,.когда ролик 20 уже прижал деталь 17 к упорам, так р что при выводе выступа 61 шибера.58 из отверстия детали, .последняя удерживается на месте роликом 20. Двига- тель 27 через передачу 26, 25 и 24приводит ролик 20 и деталь 17 во вращение, в отверстие детали вводят оправку 64 с кругом 65 и осуществляют обработку.Установка рычагов 47 и 48 на осях 46 и их нежесткое соединение пружиной 49 позволяют не переналаживать 26 эти элементы при настройке станка на кольца различной ширины, пружина 49 компенсирует рассогласование ходов штоков 40 и 55.В исполнениях по фиг.5 и б автомат 25 работает аналогично.Различия сводятся к тому, что круг 66 или шуп 68 подводят к наружной поверхности желоба, и в особенностях режимов работы рабочих головок при яроведении различных операций. В частности, в режиме выполнения измерений (фиг.б) возможны режимы сортирояки по размерным группам, когда меритель 67 выдает сигнал о размере в командный блок 69, который дает команду двигателю 70 на поворот сектора 71 для подведения под отводящий лоток одного из приемников 72, соответствующего данной размерной группе. Автомат может работать также в режимах 10 регистрации профиля колец самописцем 73 или их аттестации путем печатания устройством 74 ведомости отклонений размеров колец от номинала или фактических размеров колец.Предложенная .конструкция обеспечивает возможность многоцелевого эф" Фективного использования автомата для выполнения .различных технологических операций с деталями типа колец подшипников.Формула изобретения1. Автомат для выполнения технологических операций с деталями типа колец подшипников, содержащий основание, с установленными на нем устройствами базирования и вращения деталейс радиальной и осевой опорами и приводным Фрикционным роликом, а такжерабочую головку и,загрузочно-разгрузочное устройство с шибером и приводом его перемещения, о т л и ч а ю -щ и й с я тем, что, с целью расширения технологических воэможностей автомата при обработке миниатюрных колец подшипников, привод шибера снабжен кулачком отвода фрикционного ролика, рычагами, соединенными упругим элементом, и муфтой, прн этоммуфта установлена с зазором междурычагами,2. Автомат по п.1, о т л и ч а -ю щ и й с .я тем, что, он снабженавтоматическим мерителем, установлен"ныл .на рабочей головке.Источники. информации,принятые во внимание при экспертизеАвторское свидетельство СССРпо заявке В 204202525-08,кл, В 24 В 5/34, 1977.899330 гг Составитель А. Клюшива Техред А. Савка орректор И. Пожо едактор Г. В Тираж.б 13. Подпи ПИ Государственного комитета СССР .делам изобретений и открытий 35, Иосква, Ж, Раушская наб.,е ака .гВгз(Я ВН
СмотретьЗаявка
2702332, 26.12.1978
СПЕЦИАЛЬНОЕ КОНСТРУКТОРСКОЕ БЮРО ШЛИФОВАЛЬНОГО ОБОРУДОВАНИЯ
ГЕБЕЛЬ ИОСИФ ДАВЫДОВИЧ, ЗЫКОВ АРКАДИЙ АЛЕКСАНДРОВИЧ, ВАСИЛЬЕВ ВИКТОР ПЕТРОВИЧ, ЛЬВОВ ВЛАДИМИР МИХАЙЛОВИЧ, НЕФЕДОВ АСКОЛЬД ИВАНОВИЧ, ПАРШИКОВ ВИКТОР ИВАНОВИЧ, СТАРКИНА МАРИНА ЯКОВЛЕВНА, КЛИБАНОВ МЕНДЕЛЬ СЕМЕНОВИЧ
МПК / Метки
МПК: B24B 19/06
Метки: автомат, выполнения, деталями, колец, операций, подшипников, технологических, типа
Опубликовано: 23.01.1982
Код ссылки
<a href="https://patents.su/6-899330-avtomat-dlya-vypolneniya-tekhnologicheskikh-operacijj-s-detalyami-tipa-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Автомат для выполнения технологических операций с деталями типа колец подшипников</a>
Автомат для сортировки изделий типа колец по диаметру отверстия

Номер патента: 1459742
Опубликовано: 23.02.1989
Автор: Кофман
МПК: B07C 5/04
Метки: автомат, диаметру, колец, отверстия, сортировки, типа
...5 ус танонлены с воэможностью вертикального перемещения штанги 6, контактирующие посредством роликов 7 с рабочим профилем кулака 2. Ротор 5 имеет верхний и нижций флаццы. Верхний фла нец ротора 5 имеет отверстия для конйческих калибров 8, соединенных посредством кронштейнов 9 со штанга. - ми 6, На нижнем фланце ротора 5 ныполнецы гнезда 10 для деталей 11. 25 К ротору примыкает наклонный лоток 12, а по его периферии расположены емкости 13 с наклонными стенками 14.Автомат работает следующим образом. 30От привода посредством шестерни 4 вращается ротор 5. 11 ри совмещении гнезда 1 О с наклоццым лотком 12 нижняя деталь 11 соскальзывает на ниж" ций фланец ротора 5 под калибр 8.Б этой зоне рабочий профиль кула 35 ка 2 имеет впадину,...
Автомат для установки упругих колец во внутренние канавки изделий

Номер патента: 1558624
Опубликовано: 23.04.1990
Автор: Булва
МПК: B23P 19/08
Метки: автомат, внутренние, канавки, колец, упругих, установки
...кольцо 14 и изделие 29 соответственно в Фиксирующицмеханизм ц базирующее приспособленце2. При движении кольца 14 ворсом капиллярцого элемента 1 с кольца 14удаляется лишняя смазка. Фиксаторы 13 ц упоры 16 и 17 исключают смещение (ельца 14 относительно конусного . ерстия 12, а фиксаторы 32 удерживают изделие 29. Прц дальнейшем перемещении кулачка 4 через рычаг 25 получает перемещение траверса б. В результате этого копир 18 раздвигает рычаги 15, упругое кольцо 14 с помощью рычагов 21 перемещается по конусному отверстию 12 и устанавливается в канавке из .,алия 29. При повторном ходе питателя 5 изделие 29 с установленным кольцом 14 перемещается под оправку 22 с помощью которой кольцо 14 вдавливается в канавку изделия 29. Далее цикл...
Автомат для установки упругих колец во внутренние канавки изделий

Номер патента: 1726188
Опубликовано: 15.04.1992
Автор: Булва
МПК: B23P 19/08
Метки: автомат, внутренние, канавки, колец, упругих, установки
...расположенных окна, в которых установлены упоры 14 сегментной формы, образующие боковые опорные площадки, Над конусным отверстием 12 размещен фиксирующий механизм для упругих колец 15 в виде одноплечих рычагов 16 с упорами 17 и 18 и копира 19, закрепленного на траверсе 6. Кроме того, на траверсе 6 закреплен базирующий механизм в виде стержня 20 с буртом и подпружиненных относительно него втулки 21 и рычагов 22, а также обжимная оправка 23 с конусообразным наконечником 24 и центральным отверстием 25. Траверса 6 связана с кулачком 4 с помощью рычага 26,Шиберный питатель 5 связан с кулачком 4 с помощью рычага 27 и снабжен двумя толкателями 28 и 29 соответственно, для упругих колец 15 и изделий 30, для подачи которых к питателю 5 служат...
Автомат роторного типа

Номер патента: 1303435
Опубликовано: 15.04.1987
Авторы: Белова, Васильев, Михайлец, Паршин
МПК: B30B 11/12, B30B 15/30
Метки: автомат, роторного, типа
...при этом ориентирующее устройство выполнено в виде размещенного в горизонтальной плоскости с возможностью взаимодействия одним концом с питающим устройством, другим концом с поворотным столом 7 вибролотка 15, ширина взаимодействующего со столом 7 конца вибролотка 15 равна ширине рабочей поверхности 8 стола 7, закрепленных на вибролотке 15 гофр 16, а также установленного над вибролотком 15 с возможностью поворота от привода 17 валка 18, питающее устройство выполнено в виде бункера 19 и пластинчатого конвейера 20, в стенке вибролотка 15 перед валком 18 выполнена прорезь 21, по направлению вращения стола 7 после зоны обработки расположена зона разгрузки с отсекателем 22, расположенным над поверхностью 8 стола 7, вал 5 связан посредством...
Станок для очистки от песка чугунных горшков и т. п. литых изделий посредством щеток

Номер патента: 24952
Опубликовано: 31.01.1932
Автор: Заулошнов
МПК: B22D 31/00
Метки: горшков, литых, песка, посредством, станок, чугунных, щеток
...16 (фиг. 1, 2, 3).Работа станка происходит следующимобразом, Не очищенный от песка чугунный горшок устанавливается на кольцо 18; при нажатии на рукоятку 31 и при помощи рычйа 30, рычаг 27 входит в сцепление с собачкой 35; опускаясь, стержень 27 заставляет скошенную пластинку 28 войти под ползунок 45, находящийся на конце поворотного рычага 38 каковой повернет рычаг 38 влево от его среднего положения Рычаг 39 скреплен шпилькой с поводком 11, который при повороте рычага 38 сдвинет горизонтальный вал также влево, включит шестерню 6 с муфтой 4 и посредством реверсивной передачи 4, 6, 12 передаст вращение шпинделю 14, Последний, ввинчиваясь в гайку стола 16, заставляет его опускаться в кожух 19 вместе с горшком; при опускании стола 16 с...
Предыдущий патент: Устройство для центробежной обработки шариков
Следующий патент: Устройство для центробежно-абразивной обработки деталей
Случайный патент: Перекидное устройство мартеновской печи