Полуавтоматическая сборочная линиябесспутникового типа
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 818822
Автор: Салахеев






Текст
пц 818822 ОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических) Дополнительно т, свид-ву 1) М КлзВ 23 С 1 41/00 В 23 Р 21/00 68447/25-08 22) Заявлено 21.05.79 (21) 27 с присоединением заявкиГосударственный комите СССР3) Приоритет3) Опубликовано 07.04,81. Бюллетень13 5) Дата опубликования описания 07,04.81по делам изобретении и открытий(72) Автор изобретен 3. Салахеев аявитель ТОМАТИ ЕССПУТ 4) ПО длагаемая пощий вид; на щения по оконг,3 - вид АБ фиг 1 на г. 7 - сечение Изобретение относится к механосборочным работам, в частности к полуавтоматическим сборочным линиям бесспутникового типа для сборки деталей, например каркаса санок с продольными опорными планками, и может быть использовано в различных отраслях машиностроения, преимущественно, при сборке длинномерных деталей с плоскими базовыми поверхностями,Наиболее близким техническим решением к изобретению является многопозиционный сборочный автомат бесспутникового типа, содержащий технологические агрегаты, расположенные по ходу процесса, устройство перемещения базовой детали с позиции на позицию, магазин комплектующих деталей с шиберным механизмом их выдачи, связанный с устройством перемещения, и ориентирующее устройство,Однако конструкция автомата усложнена и не обеспечивает возможности сборки на одной позиции базовой детали одновременно с комплектом деталей, многорядно расположенных на ней,Целью изобретения является расширение технологических возможностей и упрощение конструкции.Для достижения указанной цели магазин комплектующих деталей выполнен в виде блока кассет со сквозными пазами, распоСКАЯ СБОРОЧНАЯ ЛИНИЯКОВОГО ТИПА ложенными с шагом крепления комплектующих деталей на базовой детали, и установлен в начале линии так, что продольные оси кассет параллельны направлению перемещения. Устройство перемещения базовой детали совмещено с шиберным механизмом и выполнено в виде связанной с силовым цилиндром и установленной под магазином платформы, несущей сверху захваты, и направляющих, связывающих технологические агрегаты. При этом ориентирующее устройство выполнено в виде решетки с расположенными идентично кассетам магазина продольными пазами, в которых установлены пластинчатые пружины, и образующей совместно с направляющими с боковой стороны линии окно для загрузки базовой детали, причем сверху на решетке установлено прижимное устройПрижимное устройство выполнено в виде двух гребенок, установленных с возможностью поворота и связанных с решеткой. На фиг. 1 изображена прлуавтоматическая линия, обфиг. 2 - механизм перемечании рабочего хода; на фифиг. 1; на фиг. 4, 5 - видфиг. 6 - узел 1 фиг. 1; на фВ - В фиг. 2; на фиг. 8 - сечение Г - Г фиг. 1.Полуавтоматическая линия представляет собой станину 1, на которой смонтированы магазин 2 планок 3 с устройством перемещения 4 каркаса 5 с позиции на позицию, станок 6 для сверловки и зенковки отверстий в планках, пресс 7 групповой клепки и стол 8 приема собранных санок 9, связанные направляющими 10 для каркаса. Между магазином 2 и прессом 7 установлено ориентирующее устройство 11 для взаимного ориентирования каркаса с планками.Магазин 2 представляет собой блок кассет 12, расположенных с шагом крепления планок 3 на каркасе 5 санок. Магазин установлен в начале линии так, что продольные оси кассет параллельны ее направлению. Торцы кассет с обеих сторон выполнены открытыми, а в дне кассет имеются сквозные пазы для прохода подпружиненных захватов 13. Под магазином установлено устройство перемещения 4 каркаса, совмещенное с шиберным механизмом, который выполнен в виде подвижной платформы 14, несущей со стороны позиции сборки толкатель 15, а сверху - подпружиненные захваты 13, установленные в окнах платформы с возможностью подъема и опускания на осях 16, скрепленных с кронштейнами 17. Платформа связана с силовым цилиндром 18, шток которого прикреплен к толкателю, а гильза - к станине. Перемещение платформы осуществляется с помощью роликов 19, одни из которых перемещаются по направляющей 20, установленной над цилиндром 18, а другие, связанные со штоком, - по направляющим 10.Ориентирующее устройство выполнено в виде решетки 21, укрепленной на станине, с продольными сквозными пазами, расположенными идентично кассетам магазина. В пазах на направляющих 22 решетки укреплены пластинчатые пружины 23 для фиксирования планок в ориентированном положении. Ориентирование каркаса в поперечном направлении осуществляется с помощью упоров 24 на решетке, а в направлении линии - с помощью толкателя 15, плоскость А которого служит упором. Платформа 14 и решетка 21 расположены от направляющих 10 по высоте на уровне стыковочной поверхности каркаса с возможностью перемещения платформы под решеткой. Решетка вместе с направляющими 10 и толкателем 15 образует с боковой стороны линии окно для загрузки каркаса.Сверху на решетке укреплено прижимное устройство, выполненное в виде двух гребенок 25, неподвижно укрепленных на поворотных валах 26, связанных с цилиндром 27 прижима и решеткой.Пресс групповой клепки представляет собой корпус в виде портала 28, укрепленно 5 10 15 20 25 30 35 40 45 50 55 60 65 го на станине 1. Сверху портала укреплен силовой цилиндр 29 с пуансоном 30. В нижней части портала смонтированы три поворотные поддержки 31 (на каждый ряд заклепок), установленные неподвижно на поворотных горизонтальных осях 32, несущих неподвижно шестерни 33, находящиеся в зацеплении с зубчатой рейкой 34, связанной со штоком силового цилиндра 35 поворота поддержек, Крайние поддержки установлены с возможностью поворота в противоположных направлениях, а на станине имеются жесткие упоры 36, ограничивающие поворот всех поддержек в вертикальном положении, что обеспечивает ориентирование каркаса относительно пуансона пресса.Для возможности осаживания каркаса на поддержки при клепке направляющие 10 на позиции клепки выполнены разъемными и подпружинены так, что в исходном положении находятся на уровне направляющих позиций сверловки. Управление линией осуществляется с кнопочного пульта 37.Линия работает следующим образом.Предварительно осуществляют подачу планок 3 на позицию сверловки, для чего включают отдельно силовой цилиндр 18. Платформа 14, перемещаясь вправо по ходу линии, своими подпружиненными захватами 13 извлекает из блока кассет 12 планки, которые попадают в пазы решетки 21 и при дальнейшем ходе цилиндра заталкиваются в решетку на всю длину, при этом платформа 14 проходит под решеткой 21, поддерживая планки 3, При обратном ходе цилиндра платформа 14 возвращается в исходное положение - под магазин 2, при этом захваты 13 поворачиваются вокруг своих осей 16 и утапливаются под действием веса планок 3 в кассетах в окнах платформы при прохождении под магазином. После отвода платформы планки в пазах решетки удерживаются пластинчатыми пружинами 23, которые поджимают их к направляющим 22 решетки.Затем осуществляется загрузка каркаса 5 на позицию предварительной сборки сверловки, при которой каркас продвигается между решеткой 21 и направляющими 10 до упоров 24, а в продольном направлении - прижимается к плоскости А толкателя 15, при этом плоская стыковочная поверхность каркаса располагается непосредственно под решеткой с планками, Производится включение линии с пульта управления 37 нажатием кнопки. Срабатывает цилиндр 27, поворачивающий гребенки 25, прижимающие планки 3 к каркасу 5. После прижима автоматически включается станок 6 для сверловки и зенковки и при ходе сверлильных головок вниз производится сверловка и зенковка отверстий в планках с каркасом. Вслед за отводом рабочих головок и отключением станка вручную закладывают заклепки в отверстия. При последующем включении устройства перемещения 4 предварительно срабатывает цилиндр 27 на отвод гребенок 25, а затем толкатель 15 по направляющим 10 пе ремещает предварительно собранный каркас 5 на позицию клепки и одновременно осуществляется подача планок из магазина 2 в решетку 21,Вновь загружается каркас и включается 10 линия - производится прижим планок и сверловка отверстий. При ходе сверлильных головок вниз выдается команда на последовательное срабатывание цилиндра 35 и клепального пресса 7. 15Цилиндр 35 с помощью рейки 34 и шестерен 33 поворачивает поддержки 31 в вертикальное положение, которые устанавливаются под рядами заклепок. При этом крайние поддержки, поворачиваясь в про тивоположных направлениях и воздействуя на поперечные перегородки каркаса, ориентируют последний в продольном направлении относительно пуансона 30 пресса. Затем осуществляется сверловка и клепка 25 одновременно. При отводе пуансона обратным ходом цилиндра 35 поддержки 31 поворачиваются в горизонтальное исходное положение, при котором они не препятствуют перемещению каркаса. Затем на позиции сверловки закладываются заклепки в каркас и включают механизм перемещения 4, который после отжима гребенок 25 вновь производит подачу планок из магазина, перемещение предварительно собранного каркаса на позицию клепки и выталкивание последним собранных санок 9 с позиции клепки на стол 8 приема. Цикл повторяется,40 Формула изобретения 1, Полуавтоматическая сборочная линия бесспутникового типа, содержащая технологические агрегаты, расположенные по ходу процесса, устройство перемещения базовой детали с позиции на позицию, магазин комплектующих деталей с шиберным механизмом их выдачи, связанный с устройством перемещения, и ориентирующее устройство, отличающееся тем, что, с целью расширения технологических возможностей и упрощения конструкции, магазин комплектующих деталей выполнен в виде блока кассет со сквозными пазами, расположенными с шагом крепления комплектующих деталей на базовой детали, и установлен в начале линии так, что продольные оси кассет параллельны направлению перемещения, а устройство перемещения базовой детали совметпено с шибеттньтм механизмом и выполнено в виде связанной с силовым цилинлоом и установленной под магазином платФормы, несущей сверху захваты, и напрзвляютттттх, связывающих технологические агрегаты, при этом ориентирующее устройство выполнено в виде решетки с расположенными идентично кассетам магазина продольными пазами, в которых установлены пластттнчатые пружины, и образутонтей совместно с направляющими сбоковойстопоньт линии окно для загрузки базовой детали, ппичем сверху на ретттетке установлено прижимное устно"ство,2, Линия по п, 1, отл ич а юш а я с я тем, что прижимное устройство выполнено в виде двух гребенок, установленных с возможносттно поворота и связанных с решеткой.Источники интроомации,принятые во внимание при экспертизе 1, Авторское свидетельство СССР545443, кл, В 23 Р 21/00, 1974, 818822,7г-г20 УФиг. дСоставитель В, Вруедактор И. Гохфельд Техред О. Силуянова Корректор Н, федороваЗаказ 517/18 Изд.253 Тираж 784 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб., д. 4/5 ипография, пр, Сапунова,
СмотретьЗаявка
2768447, 21.05.1979
ПРЕДПРИЯТИЕ ПЯ В-8312
САЛАХЕЕВ РАШИД ЗАГИРТИНОВИЧ
МПК / Метки
МПК: B23Q 41/00
Метки: линиябесспутникового, полуавтоматическая, сборочная, типа
Опубликовано: 07.04.1981
Код ссылки
<a href="https://patents.su/6-818822-poluavtomaticheskaya-sborochnaya-liniyabessputnikovogo-tipa.html" target="_blank" rel="follow" title="База патентов СССР">Полуавтоматическая сборочная линиябесспутникового типа</a>
Устройство для установки базовой детали в спутник автоматической линии сборки

Номер патента: 1087299
Опубликовано: 23.04.1984
Автор: Шильмейстер
МПК: B23Q 7/00
Метки: автоматической, базовой, детали, линии, сборки, спутник, установки
...на корпусе 1. На подпру жиненной заслонке 31 установлен базовый упор 40, нагруженный пружиной 4 1 и имеющий ограничитель 42 своего хода, Корпус 1 снабжен крышкой 43 и установлен на стойке 44.15Устройствб работает следующим образом.В исходном положении ползун 4 находится в крайнем левом положении. Пиноль 15 с толкателем 17 под дейст- щ вием пружины 16 находится в крайнем верхнем положении, а рычаг 20 под действием пружины 23 прижат к пиноли 15. Призма 28 пружиной 29 прижата к упорам 30 и установлена соосно 25 толкателю 17. Подпружиненная заслонка 31 за счет прижима рычага 37 к упору 39 находится в вертикальном1 положении. Спутник 25 посредством транспортера 26 установлен под втул- З 0 ,кой 24 и ловителем 26 и ориентирован соосно...
Устройство для установки упругих колец на базовые детали

Номер патента: 1712124
Опубликовано: 15.02.1992
Автор: Алешин
МПК: B23P 19/08
Метки: базовые, детали, колец, упругих, установки
...за счет возможно- сти перемещения элементов сборочной головки от одного привода.Нафиг. 1 показано устройство в исходном положении, общий вид; на фиг, 2 - : то же, в конечном положении.Устройство для установки упругих колец 1 на базовые детали 2 содержит загрузочную позицию 3 с коническим пальцем 4 со шлицами и сборочную головку 5 в виде корпуса 6, подпружиненных толкателя 7 и втулки 8, а также замковых механизмов в виде рычагов 9 и упругих собачек 10, На торцовойповерхности корпуса 6 выполнен коничв-. во работает следующим отую полость, в которой располагается растянутое кольцо 1.Одновременно собачки 10 за счет сил упругости зацепляются за ступень 13 корпуса 6, Благодаря атому втулка 8 фиксируется относительно корпуса 6.Сборочная...
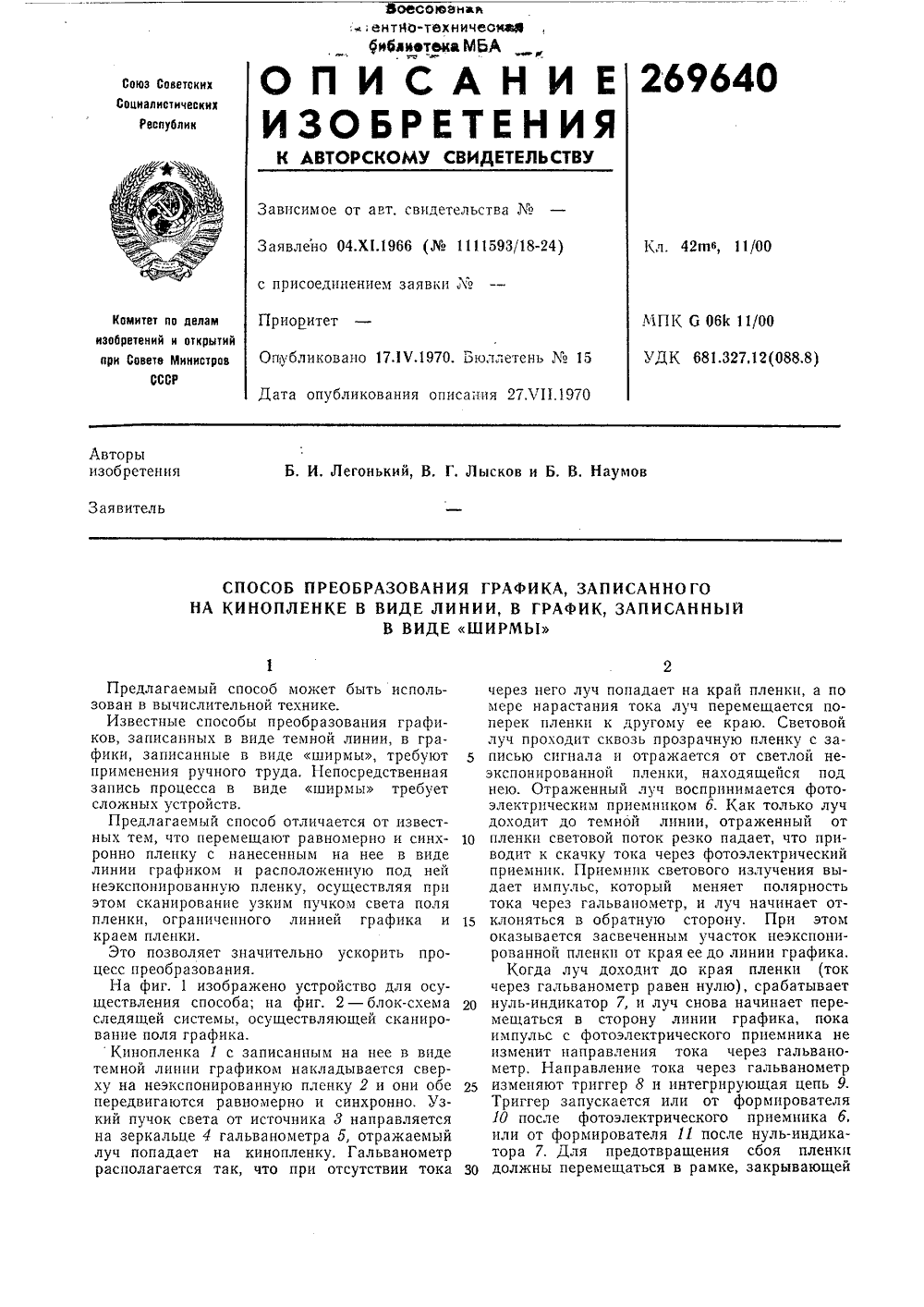
Способ преобразования графика, записанного на кинопленке в виде линии, в график, записанныйв виде «ширмы»
Номер патента: 269640
Опубликовано: 01.01.1970
Авторы: Легонький, Лысков, Наумов
МПК: G06K 11/02
Метки: «ширмы», виде, график, графика, записанного, записанныйв, кинопленке, линии, преобразования
...синхронно. Узкий пучок света от источника д направляется на зеркальце 4 гальванометра 5, отражаемый луч попадает на кинопленку. Гальванометр располагается так, что при отсутствии тока через него луч попадает на край пленки, а по мере нарастания тока луч перемещается поперек пленки к другому ее краю. Световой луч проходит сквозь прозрачную пленку с записью сигнала и отражается от светлой неэкспонированной пленки, находящецся под нею. Отраженный луч воспринимается фотоэлектрическим приемником б. Как только луч доходит до темной линии, отраженный от О пленки световой поток резко падает, что приводит к скачку тока через фотоэлектрический приемник. Приемник светового излучения выдает импульс, который меняет полярность тока через...
Устройство для установки уплотнительных колец
Номер патента: 1289643
Опубликовано: 15.02.1987
МПК: B23P 19/08
Метки: колец, уплотнительных, установки
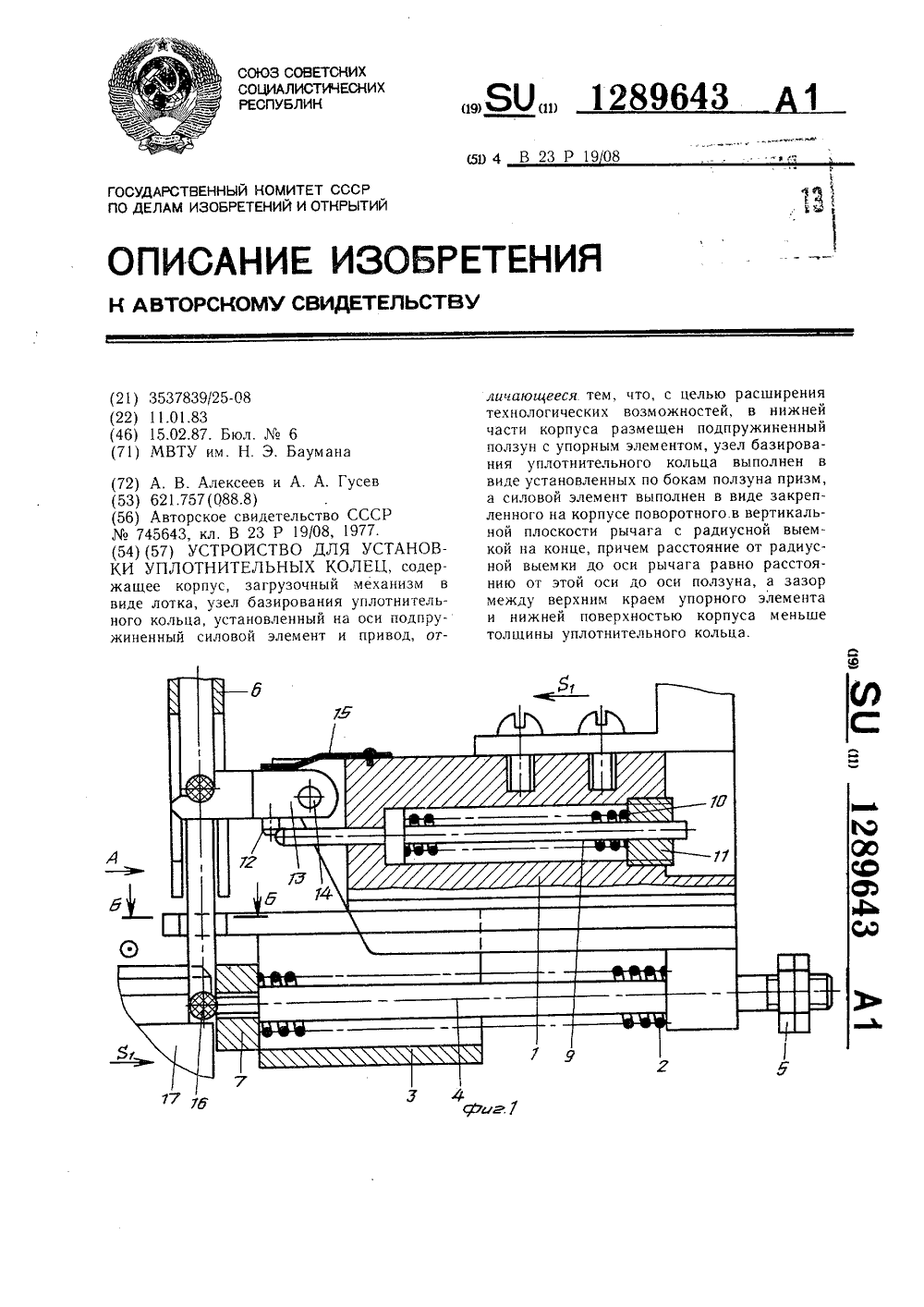
...15 ползуна 3, На конце направляющей 4 расположены гайки 5 для придания призмам на ползуне 3 правильного положения относительно питающего лотка 6 и корпуса 1. На передней части ползуна 3 располагается упорный элемент - планка , прикреп 2 О ленная винтами 8 к ползуну, причем зазор между планкой 7 и нижней поверхностью корпуса меньше толщины устанавливаемого уплотнительного кольца. В корпусе 1 имеется расточка под цилиндрический тол катель 9, подпружиненный относительно корпуса пружиной 10, имеющий регулировочную гайку 11 для создания необходимого усилия на толкателе для обеспечения нужной траектории его движения. Закругленный конец толкателя опирается на закругленную головку 12 рычага 13 с радиусной выемкой закрепленного на...
Устройство для сборки базовой детали с комплектующей

Номер патента: 1411120
Опубликовано: 23.07.1988
МПК: B23P 19/10
Метки: базовой, детали, комплектующей, сборки
...Над сборочной головкой установлена ограничительная планка 14 и приспособление 15 для удаления соб ранного узла из механизма 2 струей сжатого воздуха, На плите 1 выполнен паэ 16 под выступы перемещаемой пуансоном комплектующей детали 13,Устройство работает следующим образом.В исходном положении каретка 6 и ползун 8 находятся в крайнем (правом) заднем положении, С помощью автоматического манипулятора (не показан)базовая деталь 3 подается и устанавли- вается в механизме 2 фиксации, а комплектующая - в посадочном месте пуансона 9. По сигналу от датчика контроля наличия деталей (не показан) начинает движение полэун 8, кинематически связанный с приводом 5, В начальный момент движения полэуна 8 каретка 6 с пуансоном 9 и фиксатором 10...
Предыдущий патент: Устройство для координирования рабочихорганов металлорежущих ctahkob
Следующий патент: Способ поверхностного упрочнения изделий
Случайный патент: Замок для трала