Станок для суперфиниширования деталей типа колец подшипников
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
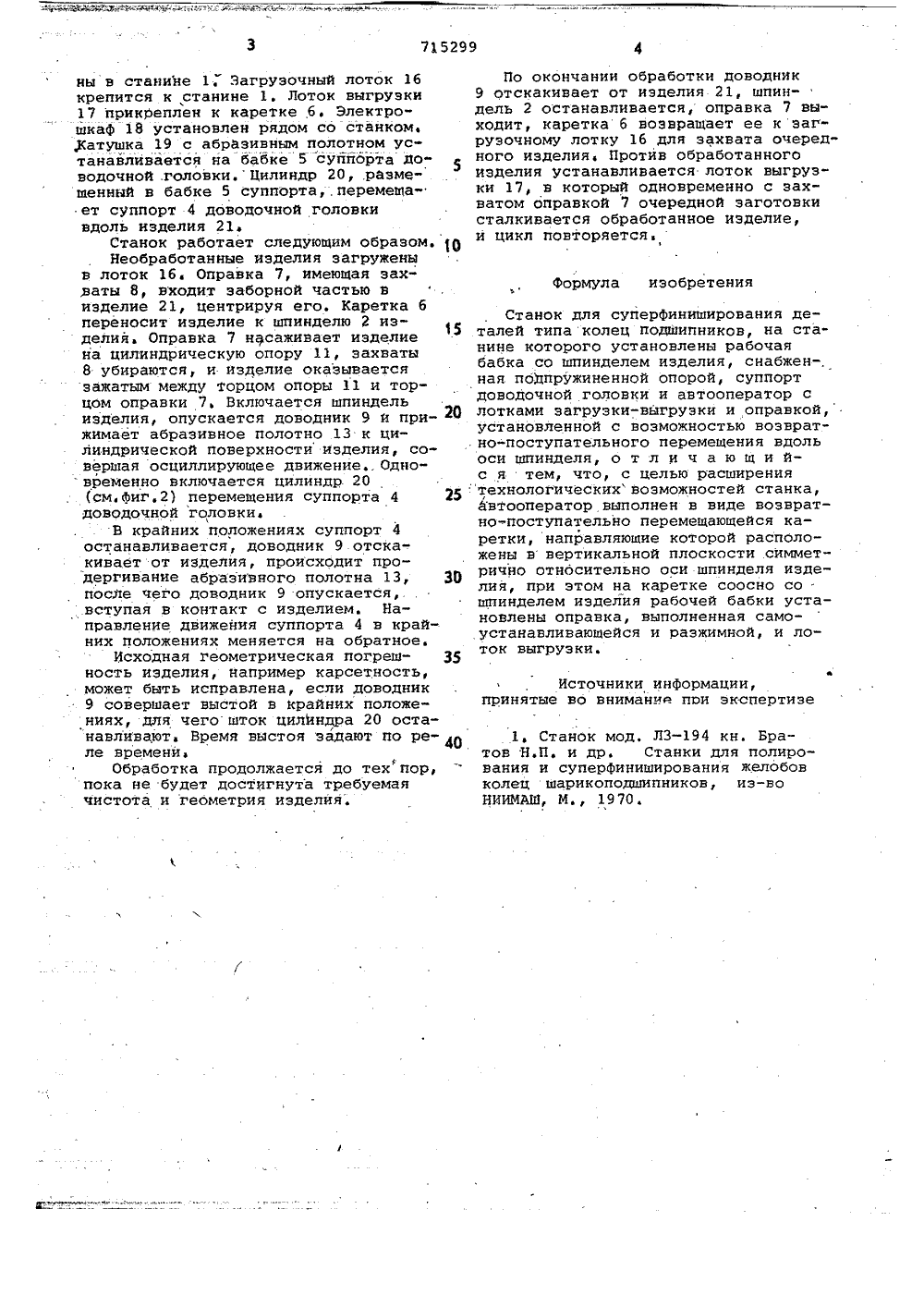
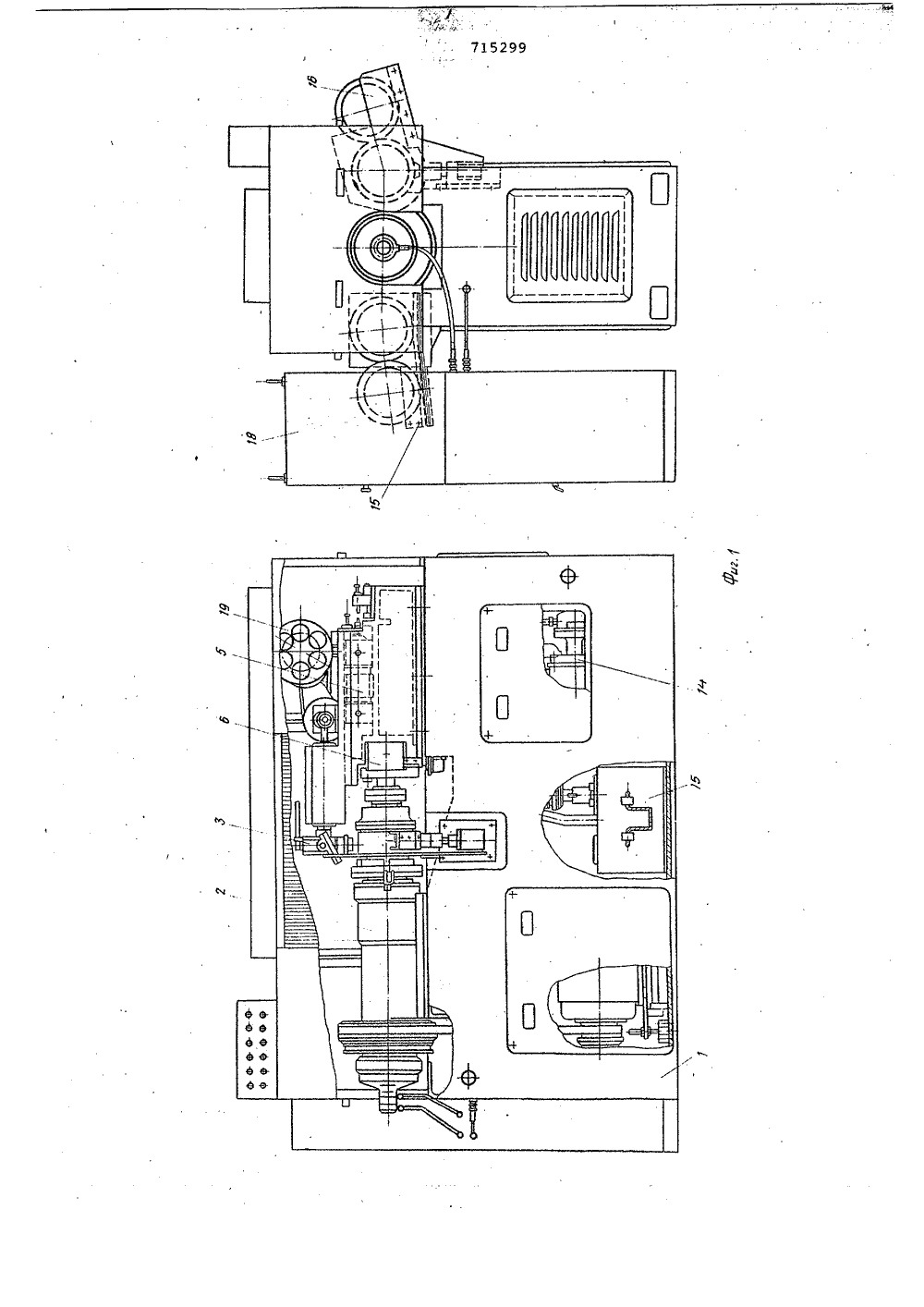
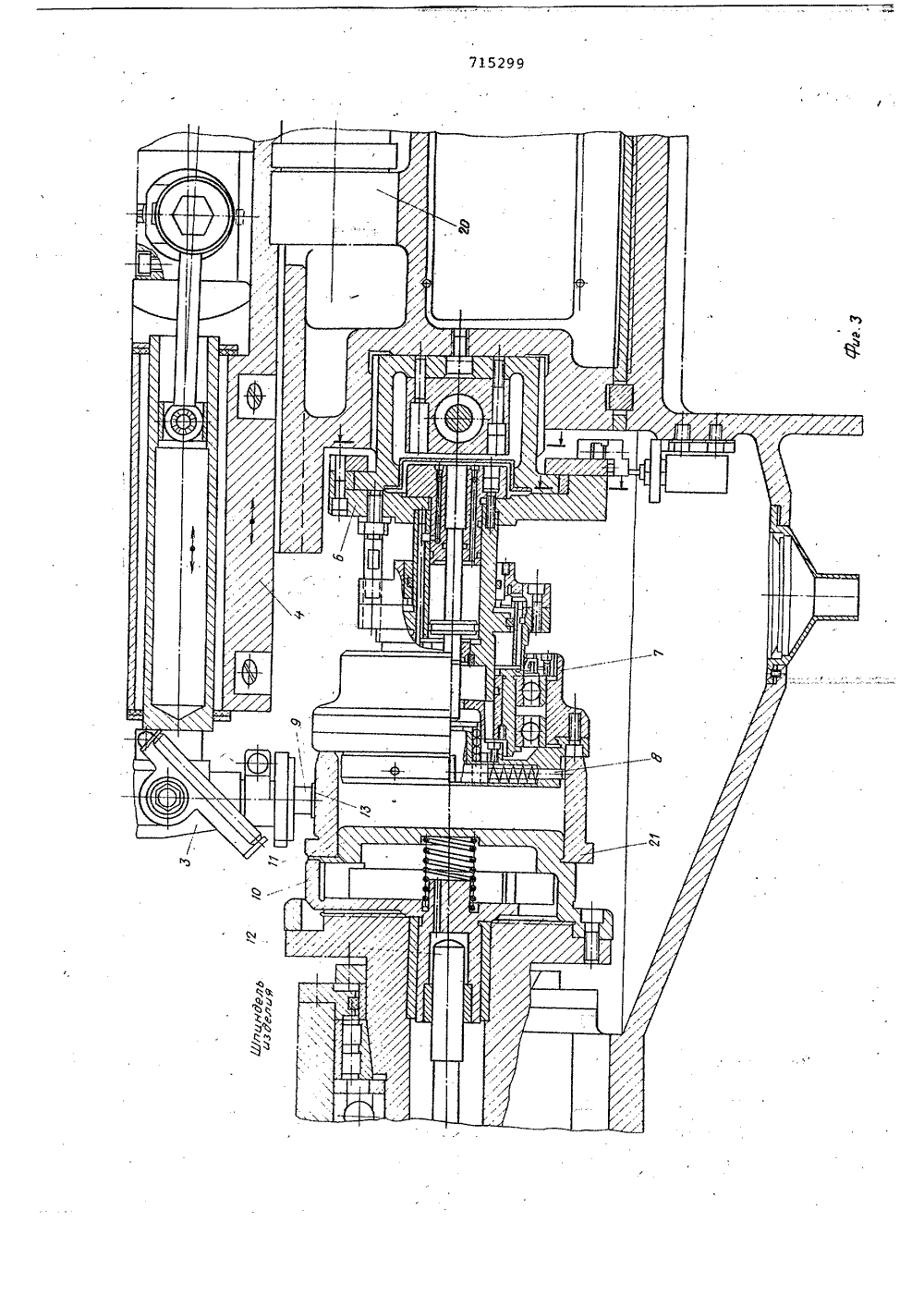
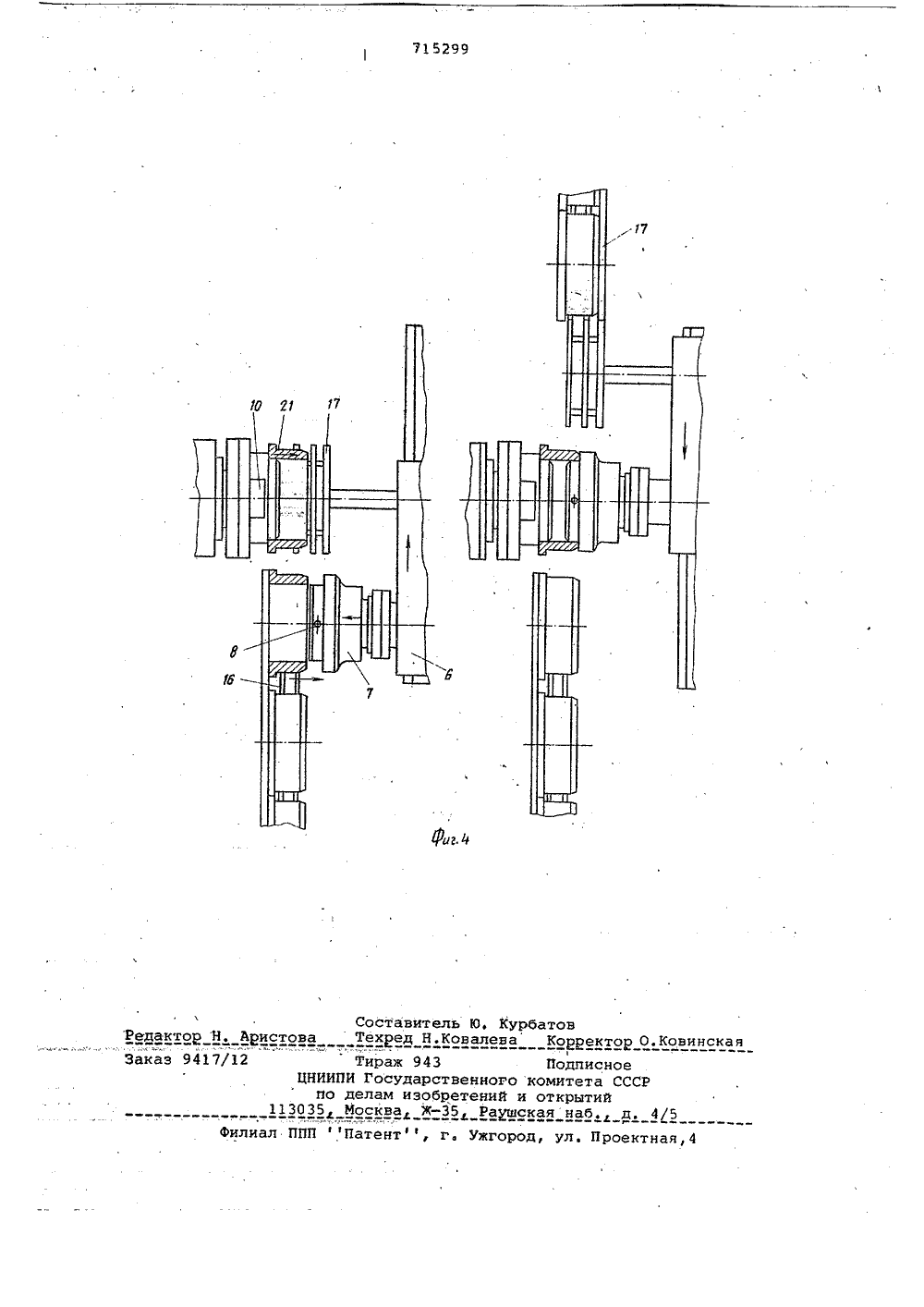
Союз советских Соцыалнстнческнх Республык(22) Заявлено.090876 (21) 2394951/25-08 5 Ц гВ 24 В 19/06 В 24 В 35/00 с присоединением заявки Мо Государственный комитет СССР по делам изобретений и открытий(0888) Опубликовано 15.02.80, Бюллетень Мо 6 Дата опубликования описания 150280 Н.А. Румянцев, В.А, Маштаков, В,И. Коэлови И,С. Грибанов(54) СТАНОК ДЛЯ СУПЕРФИНИШИРОВАНИЯ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВИзобретение бтносится к стайкаМдля суперфиниширования деталей типавнутренних колец крупногабаритныхподшипников,Известен станок для суперфиниши-.рования деталей типа колец.подшипников, на станине которого установленырабочая бабка со шпинделем иэделия,снабженная подпружиненной опорой,суппорт доводочной головки и автоопе- Оратор с лотками загрузки-выгрузкии оправкой, установленной с возможностью возвратно-поступательного перемещения вдоль оси шпинделя Г 1).На таком станке невозможно обработать крупногабаритные кольца подшипников. Целью изобретения является расширение технологических возможностей 20 станка.Указанная цель достигается тем;что автооператор выполнен в виде возвратно-поступательно перемещаю- шейся каретки, направляющие которой 25 расположены в вертикальной плоскостИ симметрично относительно осишпинделя изделия, при этом соосно со шпинделем изделия рабочей бабки на каретке установлены оправка, выполненная самоустанавливаюшейся и разжимной,и лоток выгрузки,На фиг, 1 показан станок, общийвид; на фиг. 2 - гидропневматическая схема станка; на. фиг. 3 - станок, разрез по оси; на фиг, 4 - схема загрузКи и Выгрузки обрабатываемого изделия.На станине 1 станка установленырабочая бабка со шпинделем 2 изделия, над которой размещена доводочйая головка 3, закрепленная насуппорте 4 бабки 5 суппорта доводочной головки 3,цо вертикальным направляющим,закрепленным на бабке 5 суппорта,перемещается каретка 6 автооператора, направляющие которой расположенысимметричноотносительно оси шпинделя,изделия. На каретке 6 соосно сошпинделем изделия установлена оправ-.ка 7, выполненная самоустанавливающейся, с разжимными захватами 8, Доводник 9 закреплен на доводочной го-ловке 3, Шпиндель иэделия снабжен выталкивателем 10 и опорой 11, взаимодействующей со штоком 12 выталкивателя 10. Абразивное полотно 13 закреплено на доводнике 9. Гидропривод14 и система охлаждения 15 размещены в станине 1. Чагрузочный лоток 16крепится к станине 1. Лоток выгрузки17 прикреплен к каретке 6. Электрошкаф 18 установлен рядом со станком,,Катушка 19 с абразивным полотном устанавливается на бабке 5 суппорта до"водочной .головки. Цилиндр 20, .размещенный в бабке 5 суппорта,.перемещает суппорт 4 доводочной головкивдоль изделия 21.Станок работает следующим образом.Необработанные иэделия загруженыв лоток 16. Оправка 7, имеющая захваты 8, входит заборной частью визделие 21, центрируя его. Каретка 6переносит изделие к шпинделю 2 изделия. Оправка 7 насаживает изделиена цилиндрическую опору 11, захваты8 убираются, и изделие оказываетсязажатым между торцом опоры 11 и торцом оправки 7, Включается шпиндельизделия, опускается доводник 9 и прижимает абразивное полотно 13 к цилиндрической поверхности изделия, совершая осциллирующее движение Одно- временно включается цилиндр 20(см.фиг 2) перемещения суппорта 4доводочной головки,В крайних положениях суппорт 4останавливается, доводник 9 отскакивает от изделия, происходит продергивание абразивного полотна 13,после чего доводник 9 опускается,.вступая в контакт с иэделием. Направление движения суппорта 4 в крайних положениях меняется на обратное.Исходная геометрическая погрешность иэделия, например карсетность,может быть исправлена, если доводник9 совершает выстой в крайних положениях, для чего шток цилиндра 20 останавлйвают. Время выстоя задают по реле времени,Обработка продолжается до техпор,пока не будет достигнута требуемаячистота и геометрия изделия. По окончании обработки доводник9 отскакивает от изделия 21, шпиндель 2 останавливается, оправка 7 выходит, каретка 6 возвращает ее к загрузочному лотку 16 для захвата очередного изделия, Против обработанногоизделия устанавливается лоток выгрузки 17, в который одновременно с захватом оправкой 7 очередной заготовкисталкивается обработанное иэделие,и цикл повторяется,Формула изобретенияСтанок для суперфиниширования де талей типа колец подшипников, на станине которого установлены рабочаябабка со шпинделем изделия, снабжен-.ная по 1 пружиненной опорой, суппортдоводочной головки и автооператор с 20 лотками загрузки-выгрузки и оправкой,установленной с возможностью возвратно-поступательного перемещения вдольоси шпинделя, о т л и ч а ю щ и йс я тем, что, с целью расширения 25 "технологических воэможностей станка,Йвтооператор выполнен в виде возвратно-поступательно перемещающейся каретки, направляющие которой расположены в вертикальной плоскости симметрично относительно оси шпинделя изделия, при этом на каретке соосно сошпинделем иэделия рабочей бабки установлены оправка, выполненная самоустанавливающейся и разжимной, и лоИсточники информации,принятые во внимайие пои экспертизе4 О 1. Станок мод. ЛЗкн. Братов Н.П. и др, Станки для полирования и суперфиниширования желобовколец шарикоподшипников, иэ-воНИИМАШ, М 1970.715299 оставитель Ю. Ку ехред Н.Ковалева батовКоррект Подписи комитета открытий кая наб. О.Ковинская едактор Н, Аристов Тираж 943 ИПИ Государственног по делам изобретенийМосква МРара
СмотретьЗаявка
2394951, 09.08.1976
ПРЕДПРИЯТИЕ ПЯ М-5211
РУМЯНЦЕВ НИКОЛАЙ АЛЕКСЕЕВИЧ, МАШТАКОВ ВАЛЕНТИН АЛЕКСЕЕВИЧ, КОЗЛОВ ВЛАДИМИР ИВАНОВИЧ, ГРИБАНОВ ИГОРЬ СЕРГЕЕВИЧ
МПК / Метки
МПК: B24B 19/06
Метки: колец, подшипников, станок, суперфиниширования, типа
Опубликовано: 15.02.1980
Код ссылки
<a href="https://patents.su/6-715299-stanok-dlya-superfinishirovaniya-detalejj-tipa-kolec-podshipnikov.html" target="_blank" rel="follow" title="База патентов СССР">Станок для суперфиниширования деталей типа колец подшипников</a>
Профиле-гибочный станок для изгибания профилей по оправке с одновременным осевым растяжением

Номер патента: 110435
Опубликовано: 01.01.1957
Авторы: Баврина, Воробьев, Насс, Солдатов, Струнина, Шатуновская
МПК: B21D 7/022
Метки: изгибания, одновременным, оправке, осевым, профиле-гибочный, профилей, растяжением, станок
...из дву ч верхней и нижней. Для прижима верхней части оправки к нижне жит прижимной цилиндр б, расположенный во внутренней части Для осуществления изгибания деталей обратной кривизны служит няя установка б.По обеим сторонам станины расположены консоли 7, шарнирно соединенные со станиной 4. Консоли поворачиваются с помощью гибочных цилиндров 8. На консолях по направляющим перемещаются каретки 9 с гидравлическими цилиндрами 10. На штоках последних укреплены астеи: й слустолаперел110435пневматические зажимные патроны 11. Каретки перемещаются с помощью ходовых винтов 12 с приводом от электродвигателя И.Гидравлические растягивающие цилиндры 10 могут самоустанавливаться в угловом отношении в двух взаимно-перпендикулярных плоскостях, что...
Станок для изготовления замкнутых коробчатых изделий

Номер патента: 1729656
Опубликовано: 30.04.1992
Автор: Ковалевский
МПК: B21D 7/02
Метки: замкнутых, коробчатых, станок
...сверху, с развернутыми гибочными рычагами на столе; на фиг,3 - узел на фиг.2; на фиг.4 - узел П на фиг,1; на фиг.5 - разрез А - А на фиг,2; на фиг.6 - разрез Б - Б на фиг,4,Устройство содержит смонтированные на станине 1 в направляющих колоннах 2подъемно-опускной от пневмоцилиндра 3 стол 4, а на стойке 5 станины 1 - оправку 6, выполненную в виде траверсы 7, несущей верхней частью неподвижные угловые калибрующие профили 8, а нижней частью - угловые направляющие 9, на которых установлены с возможностью перемещения колодки 10 с жестко закрепленными к ним калибрующими профилями 11. Колодки 10 оправки 6 связаны со штоком силового цилиндра 12 посредством узла подстройки прижима колодок 13 и двух пар коромысло 14 - серьга 15, симметрично...
Станок для свертывания изделий в рулон

Номер патента: 1500595
Опубликовано: 15.08.1989
Автор: Бондарчук
МПК: B65H 19/22
Метки: рулон, свертывания, станок
...приспособления 22. Стол 20 снабжен прижимным роликом 23 со средством 2450регулировки его положения, а пластина 21 снабжена роликами 25 и имеетвозможность поворота вокруг оси 26одного иэ роликов с возвратом поддействием пружины 27 в исходное поло. -55жение,Для заправки изделия в станок подвижные стойки подводятся с обеих сторон к неподвижным стойкам так, что штырь 13 входит в круговую прорезь 28, выполненную в каждом из дисков 9, а пластины 10 и 11, пройдя через отверстия в шестерне 14 и опорной втулке 29, закрепленной с противоположной стороны неподвижной стойки 1, устанавливаются в рабочей зоне станка между неподвижными стойками. При переключении муфты 6 приводится во вращение шестерня 14. При этом поводковый штырь 13 взаимодействует с...
Станок для оправки и зачистки изоляторов и других керамических изделий

Номер патента: 94874
Опубликовано: 01.01.1953
Автор: Ашихман
МПК: B28B 21/96
Метки: других, зачистки, изоляторов, керамических, оправки, станок
...губчатой резиной.По касательной к диску и кожуху располояена транспортсрная лента 4, подающая ролики 6 к диску по стрелке 11. Над лентой 4, поперек нее, расположена бесконечная лента 6 или тому подобная, снабженная металлическими лопастями 7. При движении ленты 6 лопасти 7 захватывают ролики б с трацспортерпой ленты 4 и подают их в промежуток между диском 2 и кожухом 3.Ролики обкатываются между дискок и кожухом, продвигаются по зазору между ними и после зачистки поступают ца диск 8, вращающийся по стрелке П 1. Диск 8 служит для подачи роликов 5 на трацспортерную ленту 4.Далее по ходу ленты 4 распо,".ожены сушильно-вентиляционная камера 9, через которую проходят ролики, и подвижная планка 10, служащая для установки роликоз...
Станок для намотки изделий сложного профиля на неподвижных оправках

Номер патента: 786169
Опубликовано: 07.06.1991
Авторы: Зайцев, Зеленов, Иорданидзе, Пушков, Тихонов, Часовников
МПК: B29C 53/56
Метки: намотки, неподвижных, оправках, профиля, сложного, станок
...и имеет консольцо-симметричныевылеты с обоих сторон каретки.На чертеже фиг.7, в более крупноммасштабе по отношению к изображениюфиг.б, показана часть штока 60 с ложементом 65. Между штоком 60 и выдвижным винтом 64 имеются две гейки71 и 72. Мехсду лохсементом 65 и выдвижным вицтогл 64 имеется четыре регулировочных винта 73 для ориентации ложемента в шарнирном соединении,На каждом лоиементе смонтированыс помощью винтов 74 по два боковыхоткидных рычажных упора 75, подпружиненных прушшами 76 и имеющих ролики 77 и 78. В ложементах имеютсяпазы 79,Оправка 8 для намотки изделия кре-.пится в патронах 9 двух опорныхбабок 11, растягивается с помощьюпинолей 10 и поддерживается опорами 2.Для настройки стана на намоткуизделий, разность длины...
Предыдущий патент: Инструмент для абразивной обработки выпуклых гиперболических поверхностей
Следующий патент: Лентопротяжный механизм шлифовального станка
Случайный патент: Стенд для исследования подводного резания грунтов