Способ изготовления накладных занков для часовых циферблатов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 690430
Авторы: Виноградов, Горшков, Львов, Яковлев
Текст
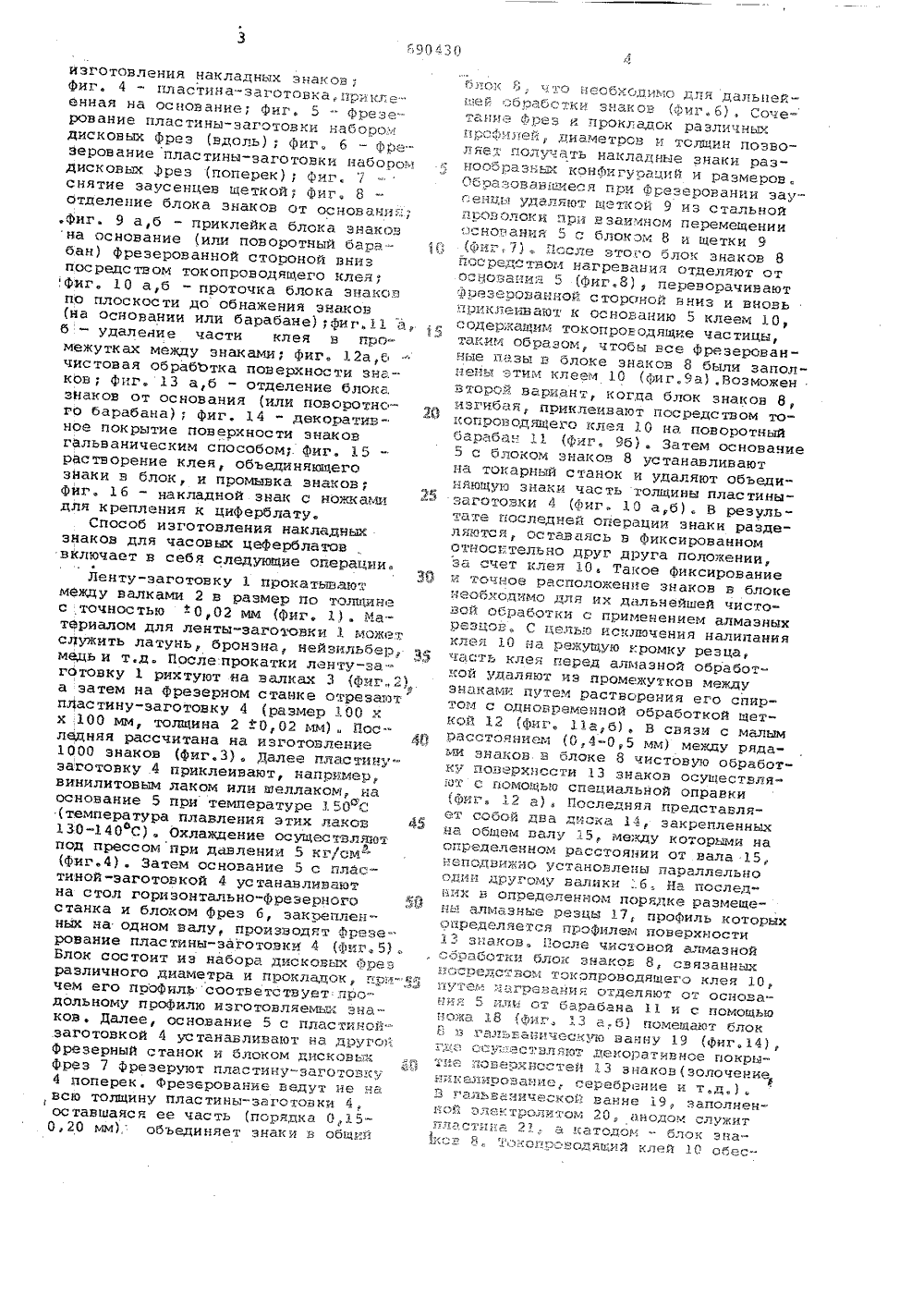
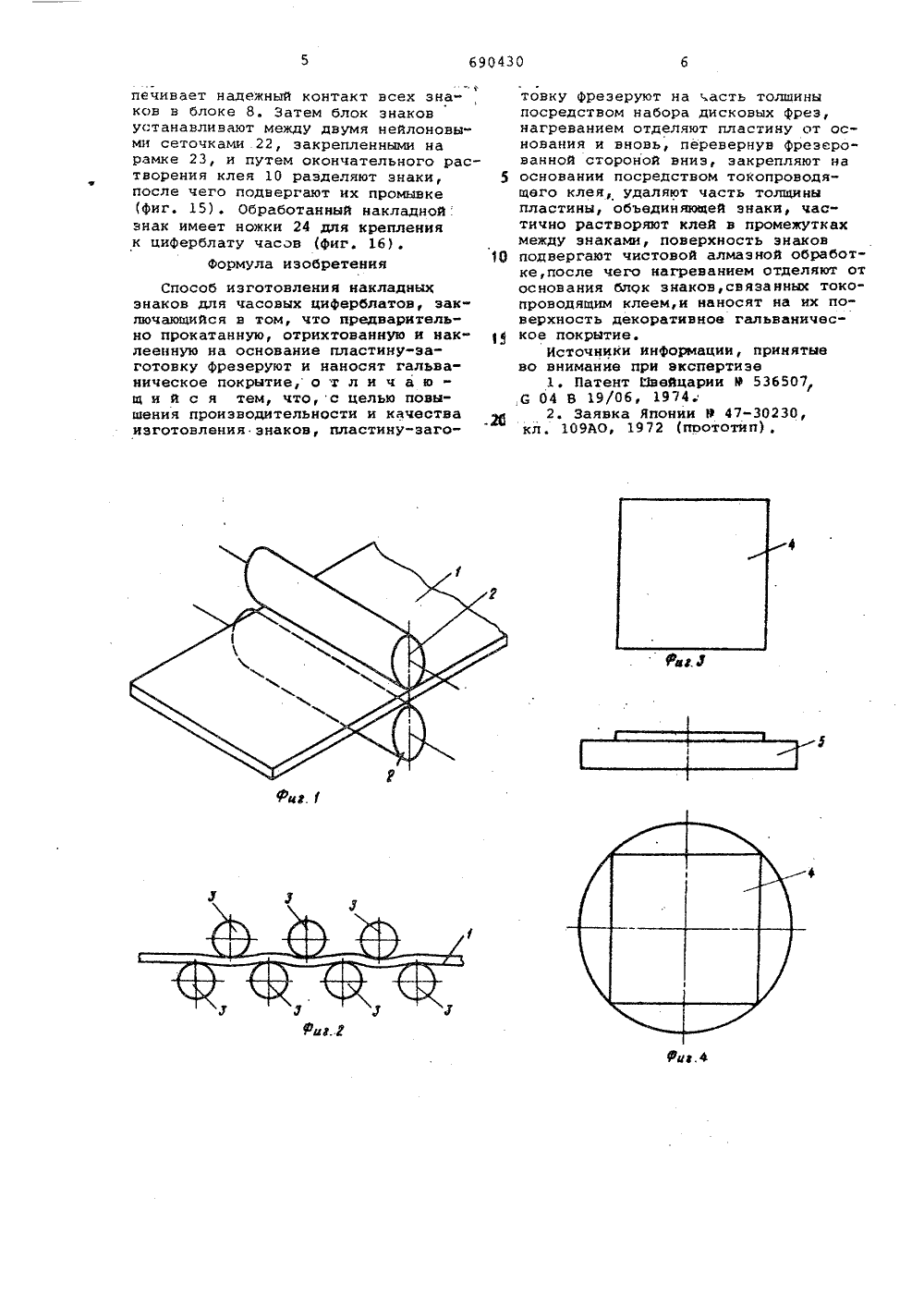
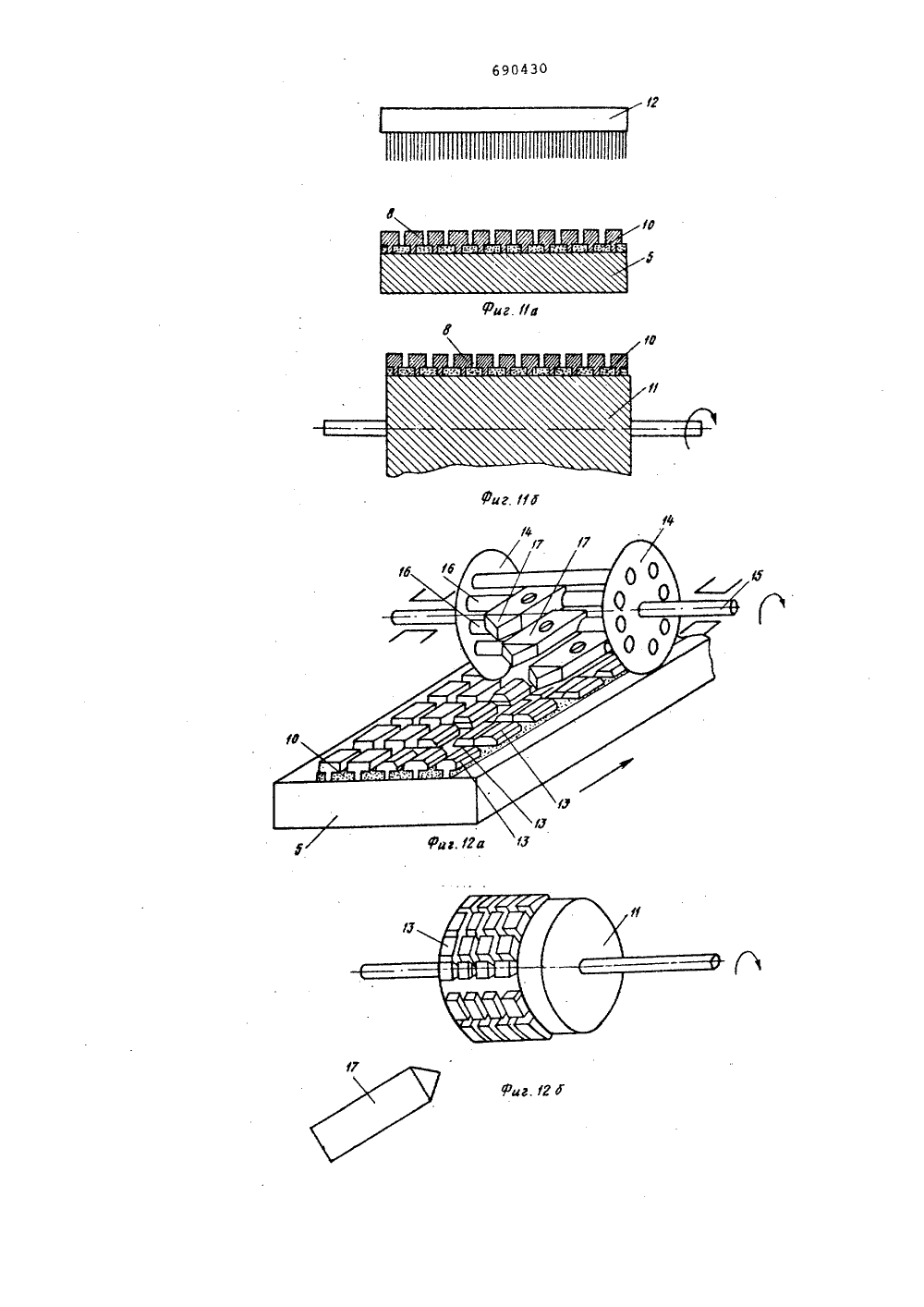
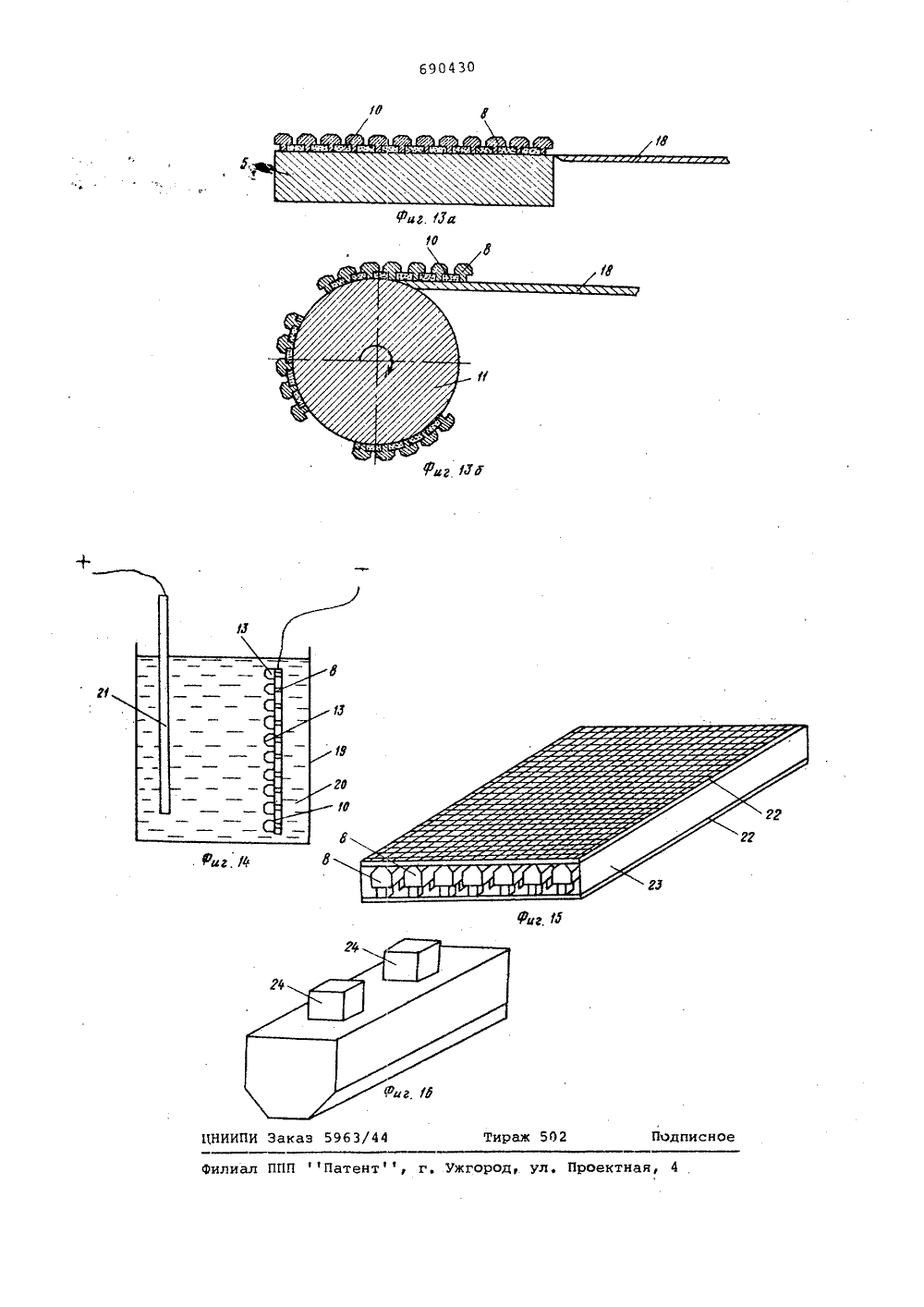
ОПИСАНИЕ ИЗОБРЕТЕНИЯ Союз СоветскихСоциалистическихреспублик о 1690430 Ф(51)М. Кл. С 04 В 19/06 Государственный комитет СССР по аелам изобретений н открытий(71) Заявитель Петродворцовый ордена Трудового Красного Знамени часовой завод(54 СПОСОБ ИЗГОТОВЛЕНИЯ НАКЛАДНЬК ЗНАКОВ . ДЛЯ ЧАСОВЬХ ЦИФЕРБЛАТОВ Изобретение относится к технологии часового производства и можетбыть использовано при изготовлении накладных знаков для циферблатов часов.Известны способы изготовления накладных знаков фрезерованием или точением 1 .Известен способ, включающий процесс фрезерования непрерывно подаваемой заготовки, во время которого обрабатывают участки боковых и верхних поверхностей, а также участки поверхности с выступами для закрепления на циферблате с последукцей окончательной обработкой лицевой поверхности и отделением готового знака от обработанного профиля фреэерованием 21 .Однако зти способы малопроизводительны.Цель изобретения - повышение .производительности и качества изготовляемых знаков,Это достигается тем, что предварительно прокатанную, отрихтованную и наклеенную на основание пластинуэаготовку фреэеруют на часть толщины пластины посредством набора дисковых фрез,закрепленных на одном валу иимеющих профиль, соответствующий профилю изготавливаемых знаков, удаляютзаусенцы, отделяют нагреваниемпластину от основания и вновь, перевернув фрезерованной сторонойвниз,закрепляют на основании или поворотном барабане посредством токопроводя щего клея, так, чтобы все фрезерованные пазы были заполнены этим клеем, посредством токарной обработкиудаляют часть толщины пластины, объединяющей знаки, частично растворяют клей в промежутках между знаками,поверхность знаков подвергают чистовой алмазной обработке, после чегонагреванием отделяют от основанияили поворотного барабана блок знаков,связанных токопроводящим клеем инаносят на их поверхность декоративное гальваническое покрытие, Затемзнаки разделяют путем окончательногорастворения слоя клея, удерживающегоих в едином блоке, и подвергают промывке.На фиг. 1 показана прокатка лентызаготовки в размер по толщине; нафиг. 2 - рихтовка ленты-заготовки;на фиг. 3 - пластина-заготовка дляизготовления накладных знаков у Фиг. 4 - пластина-заготовка,приде-. енная на Основание; Фиг.- Фрезерование пластины-заготовки наборо,( дисковых Фреэ (вдоль); Фиг. б - Фрезеров ание плас тины-заготовки наб О ром дисковых Фрез (поперек); Фиг, 7 снятие заусенцев щеткой," Фиг. 8 отделение блока знаков от основания; ,Фиг. 9 а,б - приклейка блока знаков на основание (или поворотный бара - :,3 бан) ФрезерОВаннОй стОрОной вниз посредством токопроводящего клея; ,Фиг. 1 0 а,б - проточка блока знаков по плоскости до обнажения знаков (на основании или барабане);Фиг 11 а, б - удаление части клея в г 1 ромежутках между знаками; Фиг. 12 а,б чистовая обработка поверхности знаков; Фиг. 13 а,б - отделение блока, знаков от основания (или поворотнсго барабана); Фиг, 14 " декоративное покрытие поверхности знаков гальв а ническим способом;. Фиг, 1 5 растворение клея, объединяющего зиаки в блоки промывка знаков; Фиг. 16 - накладной знак с ножками для крепления к циферблату.Способ изготовления накладных знаков для часовых цеферблатов включает в себя следующие операции.Ленту-заготовку 1 прокатьюают между валками 2 в размер по толщине с точностью 0,02 мм (Фиг, 1). Материалом для ленты"заготовки 1 может алужить латунь бронзна, нейзильбер,- медь и т.д. После прокатки ленту-заготовку 1 рихтуют на валках 3 (Фиг 2). а затем на фрезерном станке о.грезают пластину-заготовку 4 (размер 100 х х 100 мм, толщина 2 +0,02 мм)Последняя рассчитана на изготовление 1000 знаков (Фиг,3). Далее пдастинуэаготовку 4 приклеивают, например,винилитовым лаком или юеллаком, на основание 5 при температуре 1 50 фС(температура плавления этих лакОВ 45130-140 С) . Охлаждение Осуществлаот под прессом при давд нии 5 кг/см".(Фиг.4). Затем основание 5 с пластиной-заготовкой 4 устанавливаютна стол горизонтально-Фрезерного 50 станка и блоком Фрез б, закрепленных на одном валу, производят Фрезе= рование пластины-заготовки 4 (Фиг,5)Блок состоит из набОра дискОвых (рез различного диаметра и прокладок, г.р:л-(1,(чем его профиль соответствует про= дольному проФилю изготовляемь".:; Зна - коз . Далее, основание 5 с пластиной .Заготовкой 4 ( танавливают на другой Фрезерный станок и блоком дисковых Фрез 7 Фрезеруют пластину-заготовку4 поперек. Фрезерование ведут не на. Всю тОлщину пластины-заготОВки 4,ос тавщаяс я ее час ть (порядка О - 5- 0,20 мм)объединяет знаки в Общий"Нобатов мо ддя дадьней - :.1 ей - .;брабстки знак о-. (Фиг. 6), Сочета ри;з ф р з и прол адок р( здич(ьм -,туг( й виаметрсв и тодщин позвО- диет получать накладные знаки разнообразных конфигураций и размеров. Образовав(:еся при Фрезеровании заусенцы удаляют ге,.ой 9 из стальной проволоки прн взаимном перемещении основания 5 с блокэм В и щетки 9 (Фиг,7)., После этого блок знаков 8 посредством нагревания отделяют от ОСНования 5 (Фиг,8), переворачивают фреэерованной стороной вниз и вновь приклеивают к основанию 5 клеем 10, содер;кащим токопрозодящие частицы, таким образом, чтобы все Фрезерованные пазы в блоке знаков 8 были заполнены этим клеем 10 (Фиг,9 а),ВОзможен второй вариант, когда блок знаков 8, изгибая приклеивают посредством токопроводящего клея 10 на поворотный барабан 11 (фиг. 9 б) . Затем основание 5 с блоком знаков 8 устанавливают на токарный станок и удаляют объединяющую знаки часть толщины пластиныФиг, 10 а,б)Б результате г;осдедней Операции знаки разделяются, оставаясь в Фиксированном относительно друг друга положении, за счет клея 10, Такое фиксирование и точное расподоженис знаков в блоке необходимо для их дальнейшей чистовой обработки с применением алмазных рЕЗцОВ,г(ЕдьЮ ИСКЛЮЧЕНИЯ Надипаиьи клея 10 на режущую кромку резца, часть клея г.еред алмазной обработкой удаляют иэ промежутков между знаками путем растворения его спиртом с Одновременной обработкой щеткой 12 (Фиг, 11 а,б). Б связи с малым расстоянием (0,4-0,5 мм) между рядами знаков. в блоке 8 чистовую Обработку поверхности 13 знаков Осуществляют с помОщью специальной Оправки (Фиг. 12 а), Последняя представляГт собг. 7 ва щтг.рка 1 3 яакрег(денных на Общем валу 15 ме;кду которымЯ на определенном расстоянии от вада 15, неподвижно установлены параллельно опи Лр(-гому Вадики б, Ба послед" них в Определенном порядке размеще ны алмазные резцы 17, профиль которых Определяется профилем поверхности 13 знаков. После чистовой алмазной обработки блок знаков 8, связанных п. ре",.ствОм токопрОВОдящего клея 10( гуте нагревания отделяют От Основания 5 ня(. От барабан и с помощью"с":.-твдяот декоративное покрытн" поверхностей 13 знаков(зодоченкен 7НедирОвание; серебрение и таад гэБ гальванической Ванне 19 р заполненной электролитом 20, анодом служит1 тдгщтннг 2 . д (Гаф"дОР - блок зЯаб 90430 Фиг,4 печивает надежный контакт всех знаков в блоке 8. Затем блок знаков устанавливают между двумя нейлоновы" ми сеточками 22, закрепленными на рамке 23, и путем окончательного растворения клея 10 разделяют знаки, после чего подвергают их промывке (Фиг. 15), Обработанный накладной знак имеет ножки 24 для крепления к циферблату часов (Фиг. 1 б).Формула изобретения Способ изготовления накладных знаков для часовых циферблатов, заключающийся в том, что предварительно прокатанную, отрихтованную и наклеенную на основание пластину-заготовку фреэеруют и наносят гальваническое покрытие, о т л и ч а ю " щ и й с я тем, что, с целью повышения производительности и качества изготовления знаков, пластину"заготовку Фреэеруют на асть толщиныпосредством набора дисковых фрез,нагреванием отделяют пластину от основания и вновь, перевернув фреэерованной стороной вниз, закрепляют наосновании посредством токолроводящвго клея, удаляют часть толщиныпластины, объединяющей знаки, частично растворяют клеЯ в промежуткахмежду знаками, поверхность знаковподвергают чистовой алмазной обработке,после чего нагреванием отделяют отоснования блок знаков, связанных токопроводящим клеем,и наносят на их поверхность декоративное гальваническое покрытие.источники информации, принятыево внимание при экспертизе1. Патент Ьвейцарии 9 536507С 04 В 19/06, 1974,2. Заявка Японии Р 47-30230,кл. 109 АО, 1972 (поототип), 690430гУжгород, ул, Проектная, 4 ИИПИ Закаэ 5963/4 иал ППП Пате 690430 г Фиг У аж 502 писное
СмотретьЗаявка
2528090, 14.09.1977
ПЕТРОДВОРЦОВЫЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ ЧАСОВОЙ ЗАВОД
ГОРШКОВ ВАСИЛИЙ ЯКОВЛЕВИЧ, ВИНОГРАДОВ НИКОЛАЙ ВАСИЛЬЕВИЧ, ЛЬВОВ ИГОРЬ НИКОЛАЕВИЧ, ЯКОВЛЕВ ВИКТОР ВАСИЛЬЕВИЧ
МПК / Метки
МПК: G04B 19/06
Метки: занков, накладных, циферблатов, часовых
Опубликовано: 05.10.1979
Код ссылки
<a href="https://patents.su/6-690430-sposob-izgotovleniya-nakladnykh-zankov-dlya-chasovykh-ciferblatov.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления накладных занков для часовых циферблатов</a>
Устройство для распознавания знаков

Номер патента: 511606
Опубликовано: 25.04.1976
Авторы: Горбуз, Малышевский, Трубач
МПК: G06K 9/00
Метки: знаков, распознавания
...часы и мив электрцческце сигнвания и декэдируетсяный код блоком 2 декэд поступает однэврмяти результатов ряпервэ 1 э ряспэзнавяел,прогряммц руемегэ г2606 Составитель Т.11 ичипорович "ехред Е.Подурушина Корректор Т.Гревцова еда"оР Б,Дибобсс Иад. МЬЯС Заказ 6111111111 Г 1 И Государственного комитета Совета Министров СССР по делам изобретений и открытий Л 1 осква, 13035, Раушская наб.,ф 4 Филиал ППП Патент", г. Ужгород, ул. Проектная,4 Блок 4 сравнения сравнивает идентичност:., кодов, поступающих с выхода блока памяти 3 результатов распознавания и с выхода блока 6 программируемого генератора эталонов. Результат сравнения ре 5 гистрируется блоком 5 по принципу"Бракоден". Появление следующего знака приводит к изменению электрических...
Монтажное соединение блок-модулясудового помещения c основанием

Номер патента: 796061
Опубликовано: 15.01.1981
Авторы: Видин, Мамченко, Мильто, Ткаченко, Фалеев, Царинников
МПК: B63B 29/02
Метки: блок-модулясудового, монтажное, основанием, помещения, соединение
...например иэуглового, профиля. Стаканы 2 заполне ны пластмассой 9 холодного отверждения.На раме б помимо стаканов 2 установлены также втулки 10, связанныештырями 11, прикрепленными к блок модулю 3. Каждая.иэ втулок 10 выполнена с центрирующим конусом 12.Монтажное соединение выполняютследующим образом.При изготовлении блок-модуля 3 30 к его раме 5 прикрепляют стаканы 1затем предварительно спаривают раму 5 с рамой 6 и прикрепляют к раме б стаканы 2. Одновременно прикрепляют втулки 10 и штыри 11 для центрирования блок-модуля.Перед монтажом на судне блок-модуля 3 к основанию 8 (палубе) приваривают фундаменты 7 для обеспечения строго горизонтальной опорной поверхности, не зависящей от местных неровностей настила основания 8. К...
Устройство выбора и развертки знаков в фотонаборных автоматах

Номер патента: 1400903
Опубликовано: 07.06.1988
Авторы: Асташкин, Богомолов, Гитович, Гроссман, Железняк, Зиновьев, Павлов, Соколин, Суворов
МПК: B41B 17/00
Метки: автоматах, выбора, знаков, развертки, фотонаборных
...6, а выход вентиля 6 подключен к входу-счетчика 7 задержки, датчик 11 синхрорисок подключен к входу + 1 счетчика 5 синхрорисок, причем пер вый вход коммутатора 15 подключен к выходу устройства 1 ввода, второй - к выход регистра кода знака первого блока 16 выбора знака, а два выхода подключены каждый к входам регистров знака каждого блока выбора знаков, первый - к блоку 2, второй - к блоку 16, вход + 1 счетчика синхрорисок второго из упомянутых блоков 2 подключен к выходу датчика 11 синхрорисок, а выход схемы сравнения второго из упомянутых блоков 2 подключен к входу дизьюнктора 17, второй вход которого подключен к выходу О счетчика 7 задержки, вход параллельной записи которого связан с выходом Ширина первого знака узла 9 памяти, а выход...
Устройство для нанесения знаков на носитель

Номер патента: 682159
Опубликовано: 25.08.1979
Автор: Хорст
МПК: G06K 15/10
Метки: знаков, нанесения, носитель
...блок генерации знаков.Мозаичная печатающая головка 1 содержит двенадцать записывающих элементов, которые создают все точки знаков, необходимые для общей высоты знака. Для записи заглавных знаков используются девять верхних записывающих элементов; находящиеся под ними три записывающих элемента применяются для записи нижних выносных элементов строчных букв;Устройство работает следующим59 4ратором 3, происходит переключение бистабильного переключающего каскада б. В результате этого логические схемы И 7 блокируются, а логические схемы И 9 открываются для управляющих сигналов, поступающих из знакогенератора 5 через усилитель 8 в моэаичнуй пишущую головку 1.В приведенной записи отдельные слова выделены путем увеличения высоты шрифта. КАОГЕй 81...
Способ выделения и очистки сырых хинолиновых оснований из сульфатов оснований нафталиновой и поглотительной фракций каменноугольной смолы

Номер патента: 1310395
Опубликовано: 15.05.1987
Авторы: Керн, Новиков, Новоселов, Русанов, Сапегин, Хомутинкин
МПК: C07D 215/00
Метки: выделения, каменноугольной, нафталиновой, оснований, поглотительной, смолы, сульфатов, сырых, фракций, хинолиновых
...экстрагента можно ограничить 50 об.7. от взятых на очистку сульфатов.П р и м е р 2, К 200 мл сульфатов оснований добавляют 100 мл воды, 70 мл экстрагента 1 и обработанный45 раствор сернокислого натрия из примера 1 (опыта 3) в количестве, указанном в табл. 3. Дальнейший процесс проводят, как в примере 1. В табл. 3 показано влияние добавки раствора отработанного сернокислого натрия со стадии разложения сульфатов оснований на степень очистки оснований,Из данных табл, 3 видно, что высаливающий агент способствует удалению углеводородов и особенно фенолов.Этот прием позволяет получать основания, содержащие углеводороды и Фенолы в концентрации ниже 0,1 Е, поэтому13 10395 3при ректификации таких оснований хинолиновые предгоны будут более...
Предыдущий патент: Устройство для электрографического проявления
Следующий патент: Устройство для измерения времени с цифровой индикацией
Случайный патент: Устройство для порционного вакуумирования жидкого металла