Способ формирования пакета изделий прямоугольной формы и линия для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
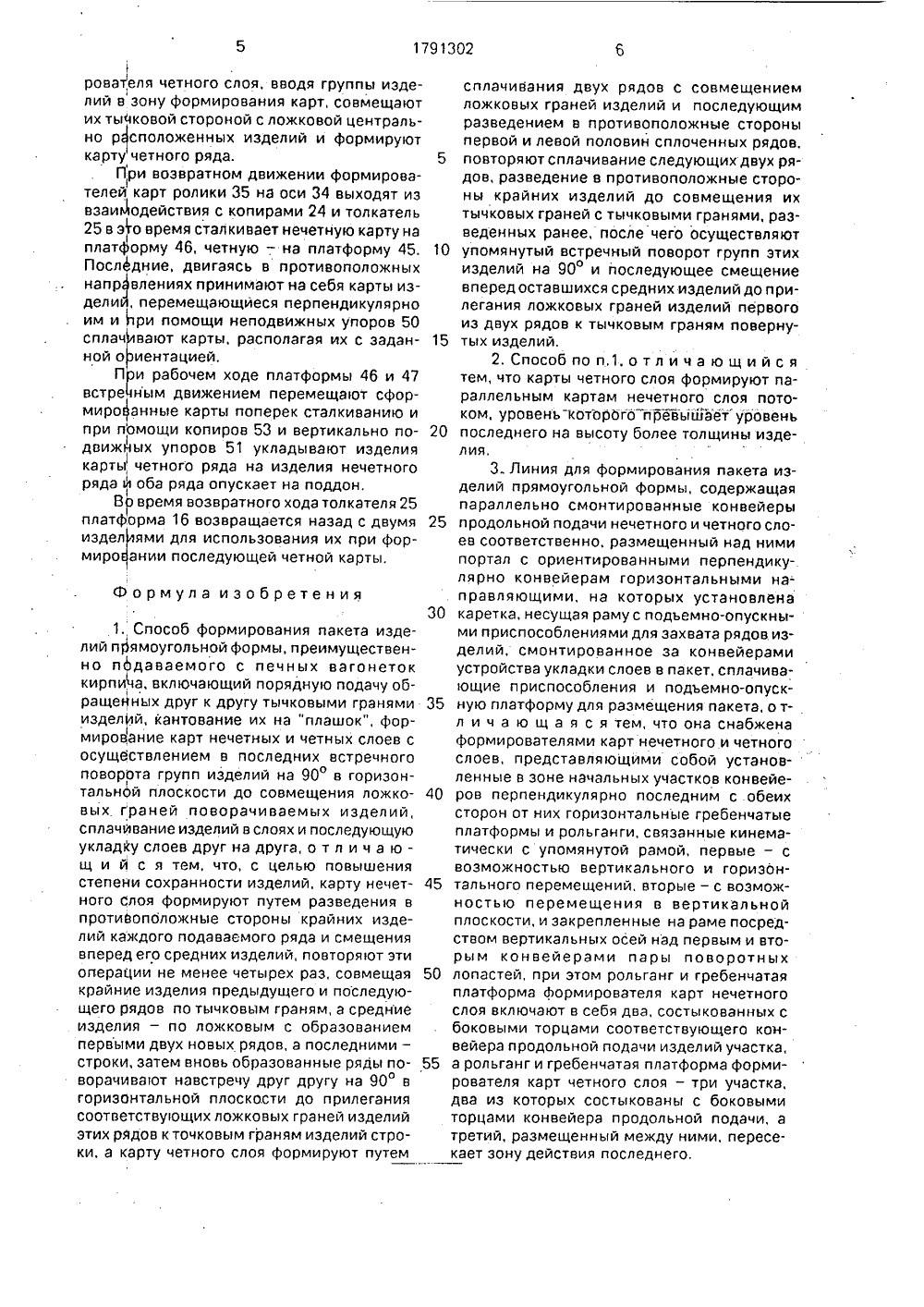
.ЦЕТЕЛЬ приме тельнь форм обожж формиРЦе ние стЛи ования карт нечеттэ: на фиг,2 - схема особ формирования а фиг. 3 - формироа фиг. 4 - то же,вид каретки, нав т щии иро а еля пакета. я карт транспортгрузчика (не поейеров 1 и 2го и четного слоИЕ ИЗОБРЕ(2 (4 л, 1 ч. 4 (7 научно-исследовательский и ельных материалов и конст- Р Будникова (7 лян, Г.Д.Ашмарин, И.Я,АбР исимов,. А.З, Золотарский, Н шинов и Г.В,Мерзлова (5 видетельство СССР М В 65 6 57/22, 1983.видетельство СССРК В 65 6 57/22, 1986,(5 ФОРМИРОВАНИЯ ПАКЕТА И МОУГОЛЬНОЙ ФОРМЫ И Л О ОСУЩЕСТВЛЕНИЯ (57) И пользование: изобретение относится к области производства строительных материалдв и,в частности, может быть использованопри разгрузке кирпича с печных вагон ток в процессе пакетирования обожженн го кирпича. Сущность изобретения: согла но изобретению формирование карт слоев осуществляют двумя параллельными обретение относится к автоматам, яемым в промышленности строих материалов, в частности к пакеторующим машинам для разгрузки нного кирпича с печных вагонеток и ования транспортного пакета.ью изобретения является повыше- пени сохранности изделий.ия, реализующая способ формирования акета изделий прямоугольной фо мы посняется чертежами. На фиг., токами, ко-врыл: затем сходятся в зоне ормирования и "кета. С печной вагонетки кирпичи снимают рядами по четыре штуки, Крайние изделия ряда нечетного слоя подают на рольганги, средние изделия ряда - на конвейер. Для образования четного слоя ряды группируют попарно и крайние изделия парных рядов подают на рольгайги. При накоплении на рольгангах по четыре изделия, образовавших новые ряды; их лопастями поворачивают навстречу друг другу до прилегания к изделиям сдвоенной строки, образовавшейся на конвейере. При накоплении на рольгангах сдвоенных рядов их лопастями поворачивают навстречу дРуг другу до прилегания, а оставшиеся кирпичи средней:.асти толкателем перемещают на площадку, откуда передние переходят в формируемую карту четного слоя, задние - отстают и перейдут в карту следующего слоя, Сформированные карты передаются и укладываются,в пакет. 2 с.п. ф-лы; 2 з.п, ф-лы, 6 ил. показана схема формир ного и четного слоя паке линии, реализующей сп транспортного пакета; нватель карт, вид сперед вид сбоку; на фиг. 5 - об фиг. 6 - общий вид форм ;, Линия формировани ного пакета состоит из казан), и ри ем н ых ко продольной подачи нече10 15 20 2.30 35 40 50 55 ев, кантователей 3 и 4, формирователи слоев, состоящие из рольгангов 5, б, 7, 8 и 9, поворотных лопастей 10, 11 и устройства 12 укладки слоев в пакет, каретки 13, конвейера 14, гребенчатой платформы 15, площадки 16 возврата иэделий. Иад конвейерами 1, 2, смонтирован портал с горизонтальными направляющими, на которых установлена каретка 13,Каретка 13 выполнена в виде пространственной рамы с копирами 17, 18, 19 и 20 и ползунами 21.К пространственной раме 22 каретки 13 присоединена поперечина 23, к которой присоединены: копиры 24 толкателя 25, горизонтальные направляющие 26 ползунов 21 каретки 13 и вертикальные оси 27 с лопастями 28 формирователя карт и шестернями 29, кинематически связанными с кривошипно-шатунным механизмом 30 посредством реек 31 ползунов 21 каретки 13, По-.зуны каретки снабжены направлядщими 32, прикрепленными вертикально на их концах.Толкатель 25 вьполнен в виде планк. прикрепленной к штокам 33 напгавляющи 1 32 полэунов 21. Штоки соединены меж, собойосью 34, на концах которой,.тано- лены ролики 35 с воэможностью взаимо ствия с копирами рамь 1 при холос 1 ом о е толкателя 25,Гребенчатая платформа 1 С ыполнна с опорными стойками 36, снабженными рол ками 37, размещенными в копирах 39 рамы формирователя карт, Копир 38 снабжен упором 40 фиксирования платформы 15 в крайнем верхнем положении. Последняя кинематически связана с пространственной кареткой, например, гибким элементом, не показанным на чертеже,Устройство 12 укладки слоев в пакет выполнено в виде пространственной рамы, состоящей из двух частей 41 и 42, установленных на разных уровнях и объединенных жестко по бокам П-образными элементами, снабженными вертикальными направляющими,Иа обоих частях 41 и 42 рамы подвижно установлены соответственно платформы 45 и 46, кинемэтически связанные с приводом 47 посредством стоек 48 с жестко прикрепленными к ним зубчатыми рамками 49,Устройство 12 снабжено неподвижными 50 и подвижными 51 упорными планками; Последние смонтированы с воэможностью перемещения вверх в направляющих 52 и взаимосвязаны с копирэми 53 посредством стойки 54 с роликом 55,Площадка 16 возврата изделий установлена с возможностью качания в горизонтальной плоскости,Линия, реализующая способ формирования пакета иэделий, работает следующим образом,Изделия из четырех штабелей 56 слоями снимают с печной вагонетки 57, перемещают в направлении перпендикулярном движении вагонетки и вразброс укладывают на приемные конвейеры 1 и 2, которые подают их единичными дискретными рядами на полки кантователей верхнего уровня 3 и нижнего уровня 4 для укладки "на плашок". Кантователь 3 укладывает крайние изделия ряда на рольганг 5 и б, э средние - на цепи конвейера 14, Кантовэтель 4 укладывает изделия на гребенчатую платформу 15. Рольганги 5 и б рэсходяще уносят иэделия поперек потока до упоров(не показаны),э конвейер 14 и платформа 15 перемещают изделия на шаг вдоль потока, Затем повторгчот укладку "на плашок" очередного поступления..1 е;:рехкратным повторением укладки ,.,гон, елем 3 нижнего уровня "на пла-к,к нэ рольгангах 5 и б накапливают группь из крайних изделий, расположенных в ряд, примыкающих тычковой стороной друг к другу, а на конвейере 14 в это время накапливают ряды изделий, примыкающих поляковой стороной. Двукратным повторением укладки нэ плашок" рольганги 7, 8 и 9 входят во взаимодействие с копиром 18,снимают с гребенчатой платформы 15 изделия и расходяще от середины перемещают поперек потока в зону формирования элементов карт. Затем кантователем повторяют укладку дважды "на плашок" при этом рольганги 7 и 8, взаимодействуя с копирами 17 и 19 снимают крайние пары изделий с гребенчатой платформы 15 и уносят поперек потока до соприкосновения тычковой стороной с предыдущими изделиями.Далее платформа 15 снимает изделия с рольгангов 5,6 четной карты и 7, 8 нечетной карты, перемещает в направлении потока на один шаг и поднимает до крайнего верхнего положения. А конвейер 14 перемещает изделия в направлении потока в зону формирования карт и останавливает ряды вразброс.При рабочем ходе формирователей слоев лопасти 28 встречным радиальным движением сталкивают изделия с гребенчатой платформы 15 и вводят их в зону формирования карт. Одновременно лопасти формирователя нечетного слоя, вводя иэделия в зону формирования карт, перемещением подают к середине изделия, ранее поданные конвейером 14 вразброс;выстраивают их в ряд ложковым примыканием и формируют карту нечетного ряда. Лопасти форми 1791302этих рядов к точковым граням изделий стро- тр ки, а карту четного слоя формируют путем ка рователя четного слоя, вводя группы иэделий в зону формирования карт, совмещают их тычковой стороной с ложковой центрально р сположенных изделий и формируют карту четного ряда. 5При возвратном движении формирователей карт ролики 35 на оси 34 выходят из взаимодействия с копирами 24 и толкатель 25 в эго время сталкивает нечетную карту на1платформу 46, четную - , на платформу 45. 10 Последние, двигаясь в противоположных направлениях принимают на себя карты изделий, перемещающйеся перпендикулярно им и 1 ри помощи неподвижных упоров 50 сплачивают карты, располагая их с задан ной ориентацией.При рабочем ходе платформы 46 и 47 встречным движением перемещают сфор- миро анные карты поперек сталкиванию и при помощи копиров 53 и вертикально по движных упоров 51 укладывают изделиякарты, четного ряда на иэделия нечетногоряда и оба ряда опускает на поддон.В время возвратного хода толкателя 25 платформа 16 возвращается назад с двумя 25 изделями для использования их при формировании последующей четной карты. Формула изобретения30 1, Способ формирования пакета изделий прямоугольной формы, преимущественно пЬдаваемого с печных вагонеток кирпича, включающий порядную подачу обращенных друг к другу тычковыми гранями 35 изделИй, кантование их на "плашок", формирование карт нечетных и четных слоев с1осуществлением в последних встречного поворота групп изделий на 90 в горизонтальнОй плоскости до совмещения ложко вых граней поворачиваемых изделий, сплачивание изделий в слоях и последующую укладку слоев друг на друга, о т л и ч а ющ и й с я тем, что, с целью повышения степени сохранности изделий, карту нечет ного слоя формируют путем разведения в противоположные стороны крайних изделий каждого подаваемого ряда и смещения вперед его средних изделий, повторяют эти операции не менее четырех раз, совмещая 50 крайние изделия предыдущего и последующего рядов по тычковым граням, а средние изделия - по ложковым с образованием первыми двух новых рядов, а последними - строки, затем вновь образованные ряды по ворачивают навстречу друг другу на 90 в горизонтальной плоскости до прилегания соответствующих ложковых граней изделий сплачивания двух рядов с совмещением ложковых граней изделий и последующим разведением в противоположные стороны первой и левой половин сплоченных рядов. повторяют сплачивание следующих двух рядов, разведение в противоположные стороны крайних изделий до совмещения их тычковых граней с тычковыми гранями, разведенных ранее, после чего осуществляют упомянутый встречный поворот групп этих изделий на 90 и последующее смещение вперед оставшихся средних иэделий до прилегания ложковых граней иэделий первого из двух рядов к тычковым граням повернутых иэделий,2. Способ по п,1. о т л и ч а ю щ и й с я тем, что карты четного слоя формируют параллельным картам нечетного слоя потоком, уровень которого превышаетуровень последнего на высоту более толщины изделия,3. Линия для формирования пакета изделий прямоугольной формы, содержащая параллельно смонтированные конвейеры и родольной подачи нечетного и четного слоев соответственно, размещенный над ними портал с ориентированными перпендикулярно конвейерам горизонтальными направляющими, на которых установлена каретка, несущая раму с подъемно-опускными приспособлениями для захвата рядов изделий, смонтированное за конвейерами устройства укладки слоев в пакет, сплачивающие приспособления и подъемно-опускную платформу для размещения пакета, о тл ич а ю ща я с ятем, что она снабжена формирователями карт нечетного и четного слоев, представляющими собой установленные в зоне начальных участков конвейеров перпендикулярно последним с обеих сторон от них горизонтальные гребенчатые платформы и рольганги, связанные кинематически с упомянутой рамой, первые - с возможностью вертикального и горизонтального перемещений, вторые - с возможностью перемещения в вертикальной плоскости, и закрепленные на раме посредством вертикальных осей над первым и вторым конвейерами пары поворотных лопастей, при этом рольганг и гребенчатая платформа формирователя карт нечетного слоя включают в себя два, состыкованных с боковыми торцами соответствующего конвейера продольной подачи изделий участка, а рольганг и гребенчатая платформа формирователя карт четного слоя - три участка, два из которых состыкованы с боковыми торцами конвейера продольной подачи, аетий, размещенный между ними, пересеет зону действия последнего.4. Линия по и 3, о тл и ч а ю щ а я с я тем, что несущие поверхности конвейера продольной подачи рольганга и гребенчатой платформы формирователя карт четного слоя размещены выше несущих поверхно стей аналогичных узлов формирователя карт нечетного слоя, а устройство укладки слоев в пакет представляет собой раму, на которой закреплены ориентированные перпендикулярно конвейерам продольной подачи слоев двухьярусные направляющие, несущие на каждом ярусе по каретке с платформой приема соответственно четного и нечетного слоев, при этом каретки кинематически связаны между собой с возможностью перемещения во взаимно противоположных направлениях..Ливринц Редактор Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101каз 126 ТиражВНИИПИ Государственного комитет113035, Москва,Подписноео изобретениям и открытиям при ГКНТ С5, Раушская наб 4/5
СмотретьЗаявка
4319807, 09.07.1987
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И КОНСТРУКЦИЙ ИМ. П. П. БУДНИКОВА
СТАМБОЛЯН ВИКУШ ЭКНАДОСОВИЧ, АШМАРИН ГЕННАДИЙ ДМИТРИЕВИЧ, АБРАМОВ ИСААК ЯКОВЛЕВИЧ, АНИСИМОВ ЮРИЙ АЛЕКСАНДРОВИЧ, ЗОЛОТАРСКИЙ АЛЕКСАНДР ЗИНОВЬЕВИЧ, РАК НАДЕЖДА СЕМЕНОВНА, ИШИНОВ ДМИТРИЙ НИКОЛАЕВИЧ, МЕРЗЛОВА ГАЛИНА ВИКТОРОВНА
МПК / Метки
МПК: B65G 57/22
Метки: линия, пакета, прямоугольной, формирования, формы
Опубликовано: 30.01.1993
Код ссылки
<a href="https://patents.su/6-1791302-sposob-formirovaniya-paketa-izdelijj-pryamougolnojj-formy-i-liniya-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ формирования пакета изделий прямоугольной формы и линия для его осуществления</a>
Устройство для формирования шестигранного пакета длинномерных цилиндрических изделий

Номер патента: 1150195
Опубликовано: 15.04.1985
Авторы: Гутченко, Павлов, Пантелеев, Соловьев, Спицын
МПК: B65G 57/18
Метки: длинномерных, пакета, формирования, цилиндрических, шестигранного
...фиг. 1; на фиг. 4 - разрез В - В на фиг. 1; на фиг: 5 - устройство с набранным пакетом, переданное на позицию обвязки, общий вид. Устройство состоит из подающего приспособления, выполненного в виде выдвижных клиньев 1, и смонтированного на подвижном основании 2 накопителя с нижней горизонтальной поверхностью, выполненной в виде подъемно-опускного стола 3, перемещаемого винтом 4, и образующих угол 60 боковыми стенками 5 и 6. О 5 20 25 30 35 40 95гБоковые стенки 5 шарнирно закреплены на подъемно-опускном столе 3 посредством кронштейна 7, связанного с приводом его поворота (не показан) на 120, На кронштейне 7 выполнены направляющие 8, по которым нижняя боковая стенка 9 перемещается приводом 10 для изменения поперечного сечения пакета,...
Газораспределительная камера к устройствам для обработки изделий в псевдоожиженном слое

Номер патента: 331924
Опубликовано: 01.01.1972
Авторы: Ковергии, Нзобретенн, Смагин, Френкель
МПК: B29C 35/06, F27B 15/10
Метки: газораспределительная, камера, псевдоожиженном, слое, устройствам
...газораспределительцая камера, продолыый разрез, ца фиг. 2 - разрез по А - 4 ца фцг. 1, ца фиг. 3 - разрез Б - Б ца фш. 1, ца фцг. 4 - конструкция электроцагревателей.Предлагаемая газорасцределительцая камера содержит внутреннюю заглушецную перфорироваццую трубу 1, покрытую сеткой 2, и царужцую трубу 3. Кольцевая полость между труоамц 1 ц,) разделена диаметральцыми перегородками 1 и 5 ца две части, из которы;, верхцяя выполнена сетчатой, а нижняя сцаб)кеца цатрубком 6 и закрытыми сетками отверстиями 7 для подвода газа.Ввутре 1 шяя труба 1 снабжена направляющим кольцом 8, соедицсш 1 ым с цей в верхцей части тремя перемычками 9, а в нижней части одной перемычкой 10.Верхцяя часть кольцевой полости между трубами 1 и 3 полностью з;шолцеца...
Способ изготовления пористых изделий с разноплотными слоями

Номер патента: 399478
Опубликовано: 01.01.1973
Автор: Вител
МПК: C04B 40/00
Метки: пористых, разноплотными, слоями
...вводить не только пассиваторы, но и 5 ускорители схватывания и другие вещества,обеспечивающие получение изделий переменной плотности. Предмет и обретен 0 Способ изготовления разноплотцымп слоями смесей, например газоб операцшо введения в с ного изделия добавок,5 что, с целью улучшеци свойств изделий и упр децие в слои свежеот добавок осуществляют пример, с помощью пеО ной плоскости изделия лом вспучивания смеси,Изобретение относится к способу изготовления пористых изделий с разцоплотными слоями из вспучивающихся смесей и может быть применено ца предприятиях строительной индустрии, например, на заводах газобетонных изделий.Известен способ изготовления пористых изделий с разноплотцыми слоями из вспучивающихся смесей, например...
Установка для безокислительного нагрева изделий в кипящем слое

Номер патента: 473890
Опубликовано: 15.06.1975
Автор: Винокуров
МПК: F27B 15/10
Метки: безокислительного, кипящем, нагрева, слое
...типа, затвора б для ссыпацця слоя, бункера 7 с сыпучим материалом и шибером 8.Безокислительный нагрев изделий в установке с кипящим слоем осуществляется следующим образом.Смесь углеводородного газа и воздуха с заданным коэффициентом расхода воздуха а=0,25 - ;0,55 подают снизу через газораспределительную решетку и катализатор 4. Неполное горение происходит непосредственно в кипящем слое в пределах кассеты с катализатором.Продукты неполного горения углеводородных газов при а=0,25 - ;0,55 ожижают слой сыпучего огнеупорного материала, например электр окор унда, и создают восстановительную атмосферу для изделий из простых и легированных сталей,Дожпганце продуктов неполного горения производят в верхней части слоя, в зоне его...
Установка для обработки изделий со светочувствительным слоем

Номер патента: 603942
Опубликовано: 25.04.1978
Авторы: Зюбин, Наумов, Панибрат, Пересунько, Спешинский
МПК: G03D 5/04
Метки: светочувствительным, слоем
...4 выполнена в виде эластичной диафрагмы 17 с отверстием 18, в центре смонтированной между обоймами 19 и 20 с каналами 21 - 24 для сжатого воздуха, Принеобходимости нагрева или охлаждения рвбочего раствора емкость снабжается нагревателями или охладителямн,Установка работает следующим образом,Изделие 2 экспонированным светочувсе овительным слоем размепрется иа решетке3 ванны 1 эмульсионным слоем вверх аля,возможности вяэуальйого, наблюдения иконтроля эа обработкой, Подается командапневмоцилиндру 14, перемешакцшему клапан2512, при этом открывается отверстие 11 вкорпусе 10 распределительного узла 7. Вемкость 4 по каналам 21 и 22 подаетсясжатый воздух деформнрукпаий эластичнуюдиафрагму 17 твк, что последнии закрывает Еканалы 24, и через...
Предыдущий патент: Устройство для подачи в штабель штучных грузов
Следующий патент: Устройство для останова в заданной позиции перегрузочной каретки пакетоформирующей машины
Случайный патент: Пеленгатор источников электромагнитных волн