Способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки

Текст
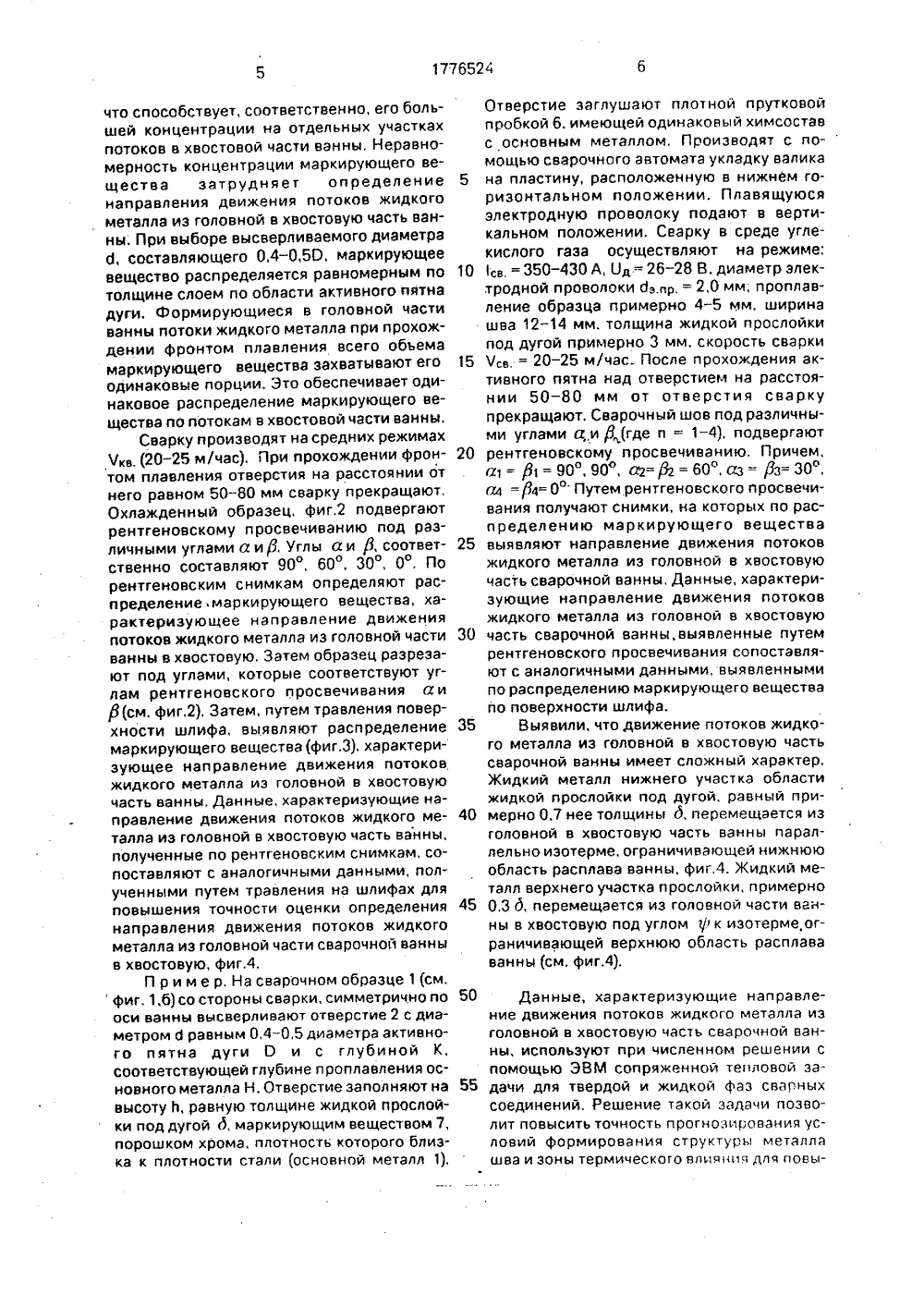
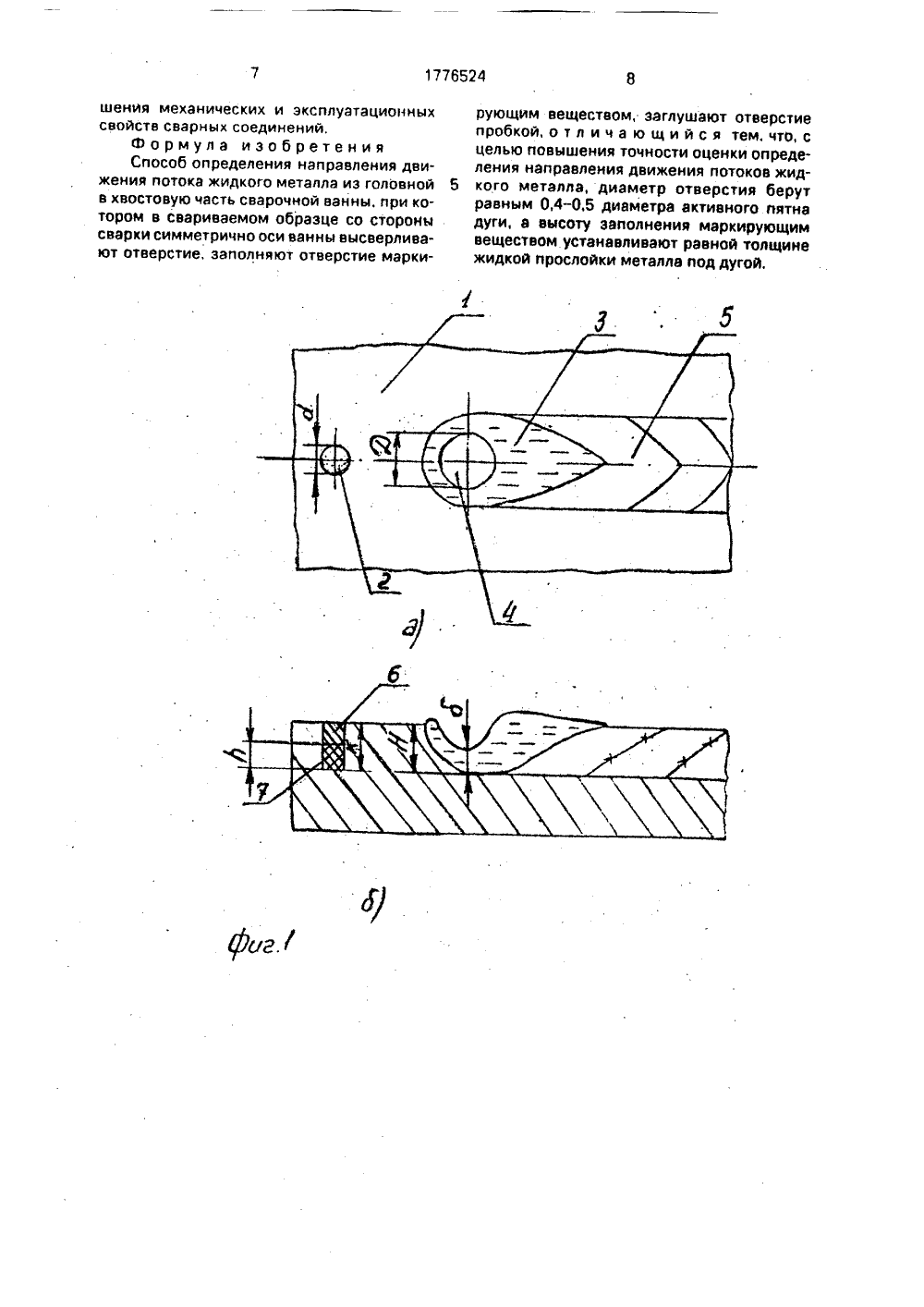
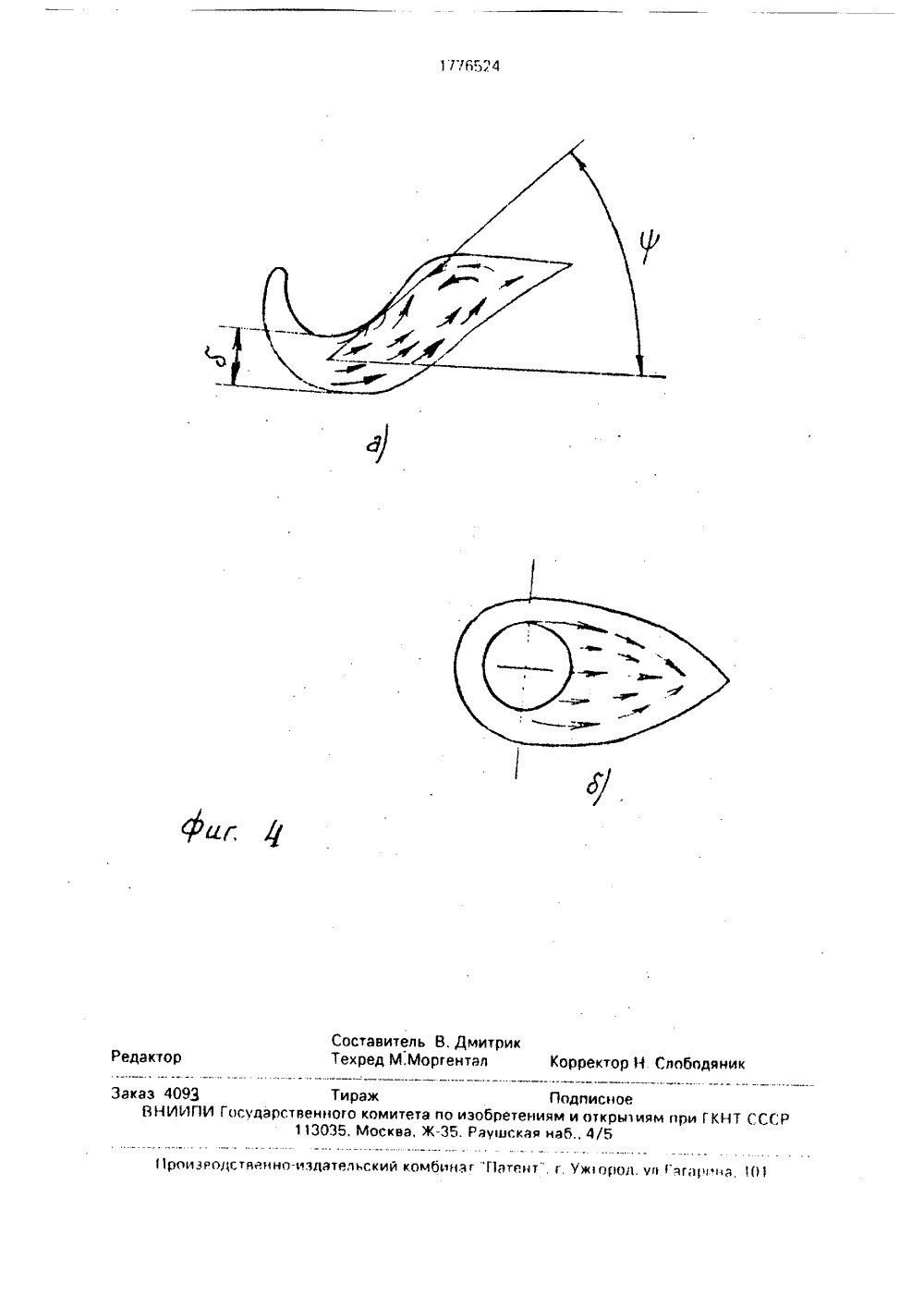
(51) В 23 К 31 ТЕН Е ИЗОБР СА ЕТЕЛЬСТВУ ВТОРС КОМ РАВЛЕ- ДКОГО ГОСУДАРСТВЕННЫЙ КОМИТГТПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМПРИ ГКНТ СССР(71) Украинский заочный политехническиинститут им. И, 3, Соколова(56) Авторское свидетельство СССРМ 1470478, кл. В 23 К 9/16, 1986.Авторское свидетельство СССР1 ч. 1323285, кл. В 23 К 9/16, 1986.Авторское свидетельство СССРМ 1269940, кл. В 23 К 9/16, 1985,(54) СПОСОБ ОПРЕДЕЛЕНИЯ ННИЯ ДВИЖЕНИЯ ПОТОКОВ Изобретение относится к изучению процесса движения жидкого металла из головной в хвостовую часть сварочной ванны для определения температурного режима в области кристаллизующегося металла шва и зоне термического влияния сварных соединений.Известен способ определения направления движения жидкого металла в сварочной ванне, при котором перед переплавом в обьеме имитатора создают температурное поле. для чего на поверхность углубления воздействуют источником нагрева в зоне,не совпадающей с зоной воздействия сварочного импульса, без изменения геометрии поверхности углубления. Известный способ не позволяет оценить характер движения потоков жидкого металла из головной в хвостовую часть сварочной ванны, т,к. частицы маркирующего вещества, попадающие в область столба дуги, оттесняются из области столба дуги е хвостовую часть ванны с большей энергией, чем частицы, попадающие в область жидкой прослоики г 1 од дугои. Соотч, 5 Ц 1776524 А 1 МЕТАЛЛА ИЗ ГОЛОВНОИ В ХВОСТОВУЮ ЧАСТЬ СВАРОЧНОЙ ВАННЫ(57) Способ применяется при изучении процесса движения жидкого металла иэ головной в хвостовую часть сварочной ванны для определения температурного режима в области кристаллизующегося металла шва и в зоне термического влияния сварного соединения, Диаметр отверстия, высверливэемого в образце, заполняемого маркирующим веществом и заглушаемого пробкой, берут равным 0,4-0,5 диаметра активного пятна дуги. Высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой, 4 ил,ветстеенно, частицы маркирующего вещества перемещаются в расплаве ванны из головной ее части в хвостовую со скоросью, отличающейся от скорости движения потоков жидкого металла. Следовательно, их распределение в эакристаллиэовавшемся металле шва не позволит выявить направление движения потоков жидкого металла из головной части ванны в хвостовую.Известен способ определения направления движения жидкого металла в сварочной ванне, при котором после сварки многократно удаляют со шеа слои металла, а рентгеновское просвечивание образца производят после удаления каждого слоя металла. Недостаток приведенного способа состоит в том, что маркирующее вещество при прохождении активного пятна дуги над отверстием, где это вещество содержится, распределяется не по всей области активного пятна дуги, что можно обьясни 1 ь его малым количеством, Вследстве такого распределения не представляеГся возмог ным получить полную инфор;ио х аял.тере движения потоков жидкого металла из головной части ванны в хвостовую,Наиболее близким по достигаемому положительному эффекту является способ определения направления движения жидкого металла в сварочной ванне, при котором отверстие вцсверливают со стороны корня шва, после размещения порошка вольфрама отверстиетлушат пробкой, сварку осуществляют с проплавлением металла до дна отверстия, Недостаток этого способа состоит в том, что отверстие высверливают на расстоянии от оси сварочной ванны, Это позволяет только частично дать оценку направленик движения потоков жидкого металла в ванне, находящегося в отверстии маркирующего вещества недостаточно для его равномерного распределения по всей области активного пятна дуги, расположенной по одной стороне продольной оси ванны. И кроме того плотность маркирующего вещества (вольфрама) значительно больше плотности основного металла, что обеспечивает большую его концентрацию на корневом участке металла шва. В совокупности приведенные факторы снижают оценку определения направления движения потоков жидкого металла из головной части ванны в хвостовую,Цель изобретения - повышение точности оценки определения направления движения потоков жидкога металла, Поставленная цель достигается тем, чта способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны, при котором в свариваемом образце со стороны сварки симметрично оси ванны высверливают отверстие, заполняют отверстие маркирующим веществом, заглушают отверстие пробкой, диаметр отверстия берут равным 0,4 - 0,5 диаметра активного пятна дуги, а высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой,Предложенный способ позволяет повысить оценку определения направления двикения потоков жидкого металла из головной части ванну в хвостовую, Зная направление движения таких потоков можно определить количество тепла, которое эти потоки переносят иэ головной части ванны в хвостовую, Учет количества тепла,переносимого потоками жидкого металла из головной части ванны в хвостовую, позволит повысить точность определения с помощью ЭВМ, температурного режима в сварных соединениях,На фиг.1 (а,б) показан образец в исходном состоянии, где 1 - основной металл, 2отверстие, 3 - расплав сварочной ванны, 4 - активное пятно дуги, 5 - металл шва, 6 -прутковая пробка, 7 - маркирующее веще-, ство. На фиг. 2 показана схема разреза образцов для рентгеновского просвечивания, позволяющего выявить распределение маркирующего вещества по области металла шва; на фиг.З - схема распределения маркирующего вещества па продольному сечению металла шва, где 1 - основной металл, 2 - металл шва, 3 - маркирующее вещество,распределенное па продольному сечению металла шва, На фиг,4 (а,б) - представлена выявленная схема движения потоков жидкого металла из головной части сварочной ванны в хвостовую.Способ осуществляют следующим образам, На сварочном образце 1 (см. фиг,1 а,б) 15 симметрично по оси ванны со стороны сварки высверливают отверстие 2 с диаметром д и с глубиной К, соответствующей глубине проплавления основного металла Н. Отверстие заполняют на высоту й маркирующим веществом 7 (порошок хрома), плотность которого близка к плотности основного металла, а температура плавления(1845 С) более высокая, Высоту Ь принимают равной толщине жидкой прослойки пад дугой д, Отверстие заглушают плотной прутковой пробкой 6, имеющей одинаковый химсостав с основнь 1 м металлом, Диаметр отверстия б выбирают таким, чтобы количество маркирующего вещества заполняющего отверстие могло равномерным слоем. распределяться по области активного пятна дуги 4. Диаметр б соответствует 0,4 - 0,5 диаметра активного пятна дуги О,При 40,40 количества маркирующего вещества окажется недостаточнодля равномерного его распределения по области активнога пятна дуги, т,е, па области образуются участки, где маркирующее вещество будет отсутствовать. Это приведет к неодинаковому и неравномерному захвату маркирующего вещества формирующимися ние сплошности распределения маркирующего вещества в потоках хвостовой части ванны, Таким образом снизится точность оценки определения, направления движе 50 25 30 35 в головной части ванны потоками жидкого металла, движущимися в хвостовую ее часть, что вызовет, соответственно, нарушения потоков жидкого металла из головной в хвостовую часть сварочной ванны. При д 0,50 маркирующее вещество будет распределяться по области активного пятна дуги с переменной толщиной, При этом формирующиеся в головной части ванны потоки жидкого металла захватывают различное количество маркирующего вещества, 17765245 10 15 20 25 30 35 40 45 50 55 что способствует, соответственно, его большей концентрации на отдельных участках потоков е хвостовой части ванны, Неравномерность концентрации маркирующего вещества затрудняет определение направления движения потоков жидкого металла из головной в хвостовую часть ванны, При выборе высверливаемого диаметра б, составляющего 0,4 - 0,5 Р, маркирующее вещество распределяется равномерным по толщине слоем по области активного пятна дуги. Формирующиеся в головной части ванны потоки жидкого металла при прохождении фронтом плавления всего объема маркирующего вещества захватывают его одинаковые порции, Это обеспечивает одинаковое распределение маркирующего вещества по потокам в хвостовой части ванны.Сварку производят на средних режимах Чкв. (20 - 25 м/час), При прохождении фронтом плавления отверстия на расстоянии от него равном 50 - 80 мм сварку прекращают, Охлажденный образец, фиг.2 подвергают рентгеновскому просвечиванию под различными углами а и ф, Углы а и р, соответственно составляют 90, 60, 30, 00. По рентгеновским снимкам определяют распределение маркирующего вещества, характеризующее направление движения потоков жидкого металла из головной части ванны е хвостовую. Затем образец разрезают под углами, которые соответствуют углам рентгеновского просвечивания аи Р(см. фиг,2). Затем, путем травления поверхности шлифа, выявляют распределение марки рующего вещества (фиг.3), характеризующеее направление движения потоков жидкого металла иэ головной в хвостовую часть ванны. Данные, характеризующие направление движения потоков жидкого металла иэ головной в хвостовую часть ванны, полученные по рентгеновским снимкам, сопоставляют с аналогичными данными, полученными путем травления на шлифах для повышения точности оценки определения направления движения потоков жидкого металла из головной части сварочной ванны в хвостовую, фиг.4.П р и м е р. На сварочном образце 1 (см.фиг. 1,б) со стороны сварки, симметрично по оси ванны высеерливают отверстие 2 с диаметром б равным 0,4 - 0,5 диаметра активного пятна дуги Р и с глубиной К, соответствующей глубине проплавления основного металла Н. Отверстие заполняют на высоту Ь, равную толщине жидкой прослойки под дугой д, маркирующим веществом 7, порошком хрома, плотность которого близка к плотности стали (основной металл 1). Отверстие заглушают плотной прутковой пробкой 6, имеющей одинаковый химсостав с основным металлом, Производят с помощью сварочного автомата укладку валика на пластину, расположенную в нижнем горизонтальном положении, Плавящуюся электродную проволоку подают в вертикальном положении, Сварку в среде углекислого газа осуществляют на режиме;1 св. = 350 - 430 А, Од =-26 - 28 В, диаметр злектродной проволоки бэ.р, = 2,0 мм; проплавление образца примерно 4-5 мм, ширина шеа 12 - 14 мм, толщина жидкой прослойки под дугой примерно 3 мм, скорость сварки Чсв. = 20 - 25 м/час. После прохождения активного пятна над отверстием на расстоянии 50 - 80 мм от отверстия сварку прекращают. Сварочный шов под различными углами аи Р (где и = 1 - 4), подвергают рентгеновскому просвечиванию. Причем, а = ф = 90, 90, а 2= Д = 60. аз = рз= 30, а = = 0 Путем рентгеновского просвечивания получают снимки, на которых по распределению маркирующего вещества выявляют направление движения потоков жидкого металла из головной е хвостовую часть сварочной ванны, Данные, характеризующие направление движения потоков жидкого металла иэ головной е хвостовую часть сварочной ванны, выявленные путем рентгеновского просвечивания сопоставляют с аналогичными данными, выявленными по распределению маркирующего вещества по поверхности шлифа.Выявили, что движение потоков жидкого металла иэ головной в хвостовую часть сварочной ванны имеет сложный характер. Жидкий металл нижнего участка области жидкой прослойки под дугой, равный примерно 0,7 нее толщины д, перемещается иэ головной е хвостовую часть ванны параллельно изотерме, ограничивающей нижнюю область расплава ванны, фиг,4. Жидкий металл верхнего участка прослойки, примерно 0,3 д, перемещается из головной части ванны в хвостовую под углом ф к изотерме ограничивающей верхнюю область расплава ванны (см, фиг.4). Данные, характеризующие направление движения потоков жидкого металла иэ головной в хвостовую часть сварочной ванны, используют при численном решении с помощью ЗВМ сопряженной тепловой задачи для твердой и жидкой фаэ сварных соединений, Решение такой задаи позволит повысить точность прогнозирования условий формирования структуры металла шеа и зоны термического влияния для повы 1776524шения механических и эксплуатационных свойств сварных соединений.Формула изобретения Способ определения направления движения потока жидкого металла из головной в хвостовую часть сварочной ванны, при котором в свариваемом образце со стороны сварки симметрично оси ванны высверливают отверстие, заполняют отверстие маркирующим веществом, заглушают отверстие пробкой, о т л и ч а ю щ и й с я тем. что, с целью повышения точности оценки определения направления движения потоков жид кого металла, диаметр отверстия берутравным 0,4-0,6 диаметра активного пятна дуги, а высоту заполнения маркирующим веществом устанавливают равной толщине жидкой прослойки металла под дугой,ственного комитет 113035, Москва, Подписноепо изобретениям и открц 1 иям при ГКНТ СССР
СмотретьЗаявка
4826879, 05.03.1990
УКРАИНСКИЙ ЗАОЧНЫЙ ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМ. И. З. СОКОЛОВА
АКУЛОВ АЛЕКСАНДР ИВАНОВИЧ, ДМИТРИК ВИТАЛИЙ ВЛАДИМИРОВИЧ, БАБУШКИНА ВАЛЕРИЯ АРКАДИЕВНА
МПК / Метки
МПК: B23K 31/12
Метки: ванны, головной, движения, жидкого, металла, направления, потоков, сварочной, хвостовую, часть
Опубликовано: 23.11.1992
Код ссылки
<a href="https://patents.su/6-1776524-sposob-opredeleniya-napravleniya-dvizheniya-potokov-zhidkogo-metalla-iz-golovnojj-v-khvostovuyu-chast-svarochnojj-vanny.html" target="_blank" rel="follow" title="База патентов СССР">Способ определения направления движения потоков жидкого металла из головной в хвостовую часть сварочной ванны</a>
Способ измерения скорости течения расплавленного металла в жидкой фазе слитка при непрерывной разливке в зоне установки электромагнитного перемешивания

Номер патента: 1371764
Опубликовано: 07.02.1988
Авторы: Брыксин, Дистергефт, Кабаков, Подорванов, Самойлович, Шифман
МПК: B22D 11/16, G01P 5/08
Метки: жидкой, зоне, металла, непрерывной, перемешивания, разливке, расплавленного, скорости, слитка, течения, установки, фазе, электромагнитного
...измерения скорости температурные измерения проводят одновременно с измерением разности потенциалов и в тех же точках сечения слитка. С этой целью каж 45 дую пару электродов 6 (фиг4) объединяют с термопарой 8 в один измерительный элемент 9. Измеренные в точках сечения значения температуры используют в формуле суммирования для50 определения электропроводности в измерительных точках и для вычисления площади жидкого ядра в сечении.С целью повышения точности и уменьшения времени измерения измерительные элементы 9 (фиг.4) объединяют в один55 измерительный блок 10 (фиг.5), позволяющий ввести в непрерывный слиток 11 все измерительные элементы одно 4временно, Положение каждого измерительного элемента в блоке жестко зафиксировано, поэтому они...
Электролизер для получения металлов в жидком виде

Номер патента: 1840843
Опубликовано: 20.08.2012
Авторы: Актуганов, Анисимов, Батухтин, Зайков, Ивановский, Косенко, Молостов, Никулин, Сычев, Ушаков
МПК: C25C 3/02
Метки: виде, жидком, металлов, электролизер
Электролизер для получения металлов в жидком виде по трехслойному методу, содержащий металлическую ванну, указатель уровня металла, анод и катод, выполненный в виде емкости, открытый торец которой установлен выше указателя уровня металла, отличающийся тем, что, с целью повышения производительности и упрощения обслуживания, снаружи и изнутри емкости выполнен канал, причем конец канала, находящийся снаружи емкости, расположен ниже указателя уровня металла, а другой конец канала расположен ниже первого.
Стан для прокатки металла из жидкой массы

Номер патента: 48076
Опубликовано: 31.08.1936
Автор: Брылкин
МПК: B21B 13/22
Метки: жидкой, массы, металла, прокатки, стан
...лишь после некоторого наперед заданного растворения щели между валками (на чертеже не изображено).Вместо груза максимум могут применяться прижимные винты 9, подобные обычно применяемым во всех конструкциях прокатных станов, Основная разница, лишь в том, что обычно они являются основой для постоянного растворения валков, в нашей же конструкции они служат лишь ограничителями - максимум при наличии системы, создающей постоянное давление на валки.При известных до сих пор станах для жидкой прокатки требуется чрезвычайно точная установка скорости от. ливки и прокатки, степени наполнения и размеров зазора; все эти величины должны очень точно соответствовать друг другу, а также скорости охлаждения валкоь и температуре металла и при...
Поперечными ребрами для плавного изменения скорости движения потока жидкостиили газа

Номер патента: 174313
Опубликовано: 01.01.1965
Авторы: Васильев, Всесоюс, Даниличев, Плтгнтн
МПК: F01D 25/30, F04D 29/54
Метки: газа, движения, жидкостиили, изменения, плавного, поперечными, потока, ребрами, скорости
...для локализации обратных течений в межреберных полостях, образованных внутренней поверхностью стенок диффузора и поперечными ребрами.На чертеже показана схема диффузора с поперечными гибкими ребрами.Ребра 1, укрепленные на внутренней поверхности стенок 2 диффузора, могут поворачиваться под воздействием потока жидкости или газа на некоторьш угол, создавая межреберные полости 3,При прохождении контролируемой среды через дирфузор отклонения ребер от стенок диффузора будут различными в зависимости от режима движения потока, упругости ребер и нх конструктивной формы и размеров. Следовательно, при различных расходах потока контролируемой среды соответствующие форма и размеры межреберных полостей образуются автоматически, обеспечивая...
Датчик скорости движения потока

Номер патента: 885890
Опубликовано: 30.11.1981
Автор: Федотов
МПК: G01P 5/06
Метки: датчик, движения, потока, скорости
...последние установлены на спицах взаимно перпендикулярно, причем каждая из.лопастей жестко закреплена на спице, центр тяжести лопасти расположен между ее концом и местом крепления к спице, спицы соединены с вертикальной осью с возможностью поворота в пределах угла, обеспечивающего фиксацию лопастей в двух взаимно перпендикулярных положениях..Проект жго реп:ень лопасти 4 - 7, Плоскости лопастей, установленных на одной спице, взаимно перпендикулярны (4 и 6, 5 и 7), Спицы 2 и 3 могут поворачиваться в пределах угла, обеспечивающего фиксацию поворота спиц в двух поло 5 жениях, при которых лопасти этих спиц устанавливаются перпендикулярно относительно своего начального положения. Ограничение поворота спицы может быть выполнено, например, с...
Предыдущий патент: Способ изготовления ротора центробежной воздушной машины
Следующий патент: Консервирующий флюс для низкотемпературной пайки
Случайный патент: Устройство для раскатки кабеля