Способ автоматического управления процессом драгирования и устройство для его осуществления
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 968196
Авторы: Суздальницкий, Цирер
Текст
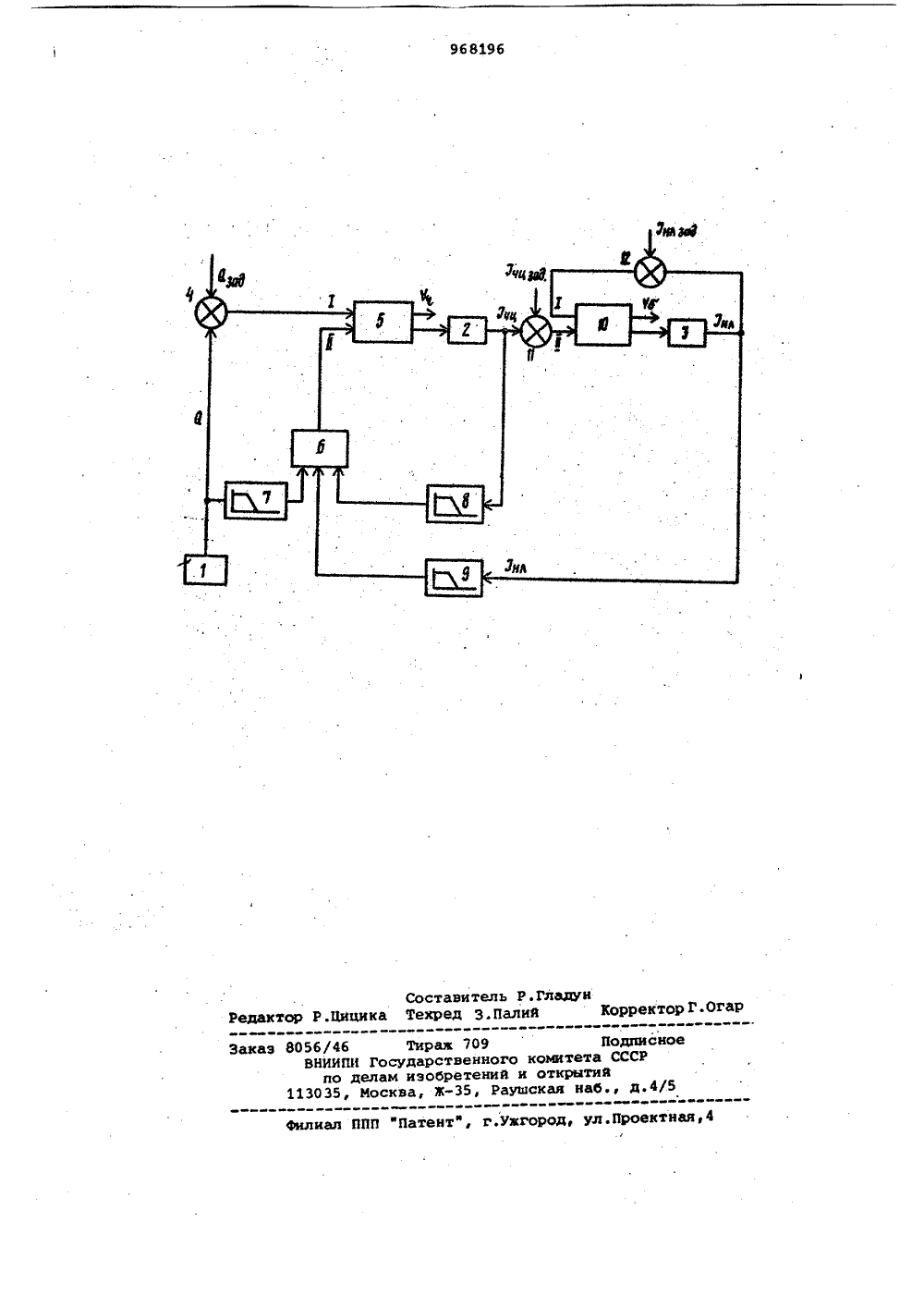
. К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз СоветскихСоциалистическихРеспублик пп 9681 96 л(и) мкп,с присоединением заявки ЙВ -Е 02 Р 3/16 Государственный комитет СССР по делам изобретений и открытий(54) СПОСОБ АВТОМАТИЧЕС 1(ОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ДРАГИРОВАНИЯ. И УСТРОИСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к управлению процессами отработки россыпных месторождений открытым способоми может быть использовано, в частности, для.управления процессом черпания многочерпаковых драг и плавучих многочерпаковых снарядов,Известен способ автоматическогоуправления процессом драгирования,заключающийся в том, что скоростьбокового перемещения драги (у) регулируют при отработке крепких породпо нагрузке привода черпаковой це-пи, а при отработке легкодрагиру"емых пород - по нагрузке привода но-совых лебедок, для чего стопорнуюветвь механической характеристикипривода носовых лебедок Формируют взоне длительно допустииых нагрузок.Скорость черпания (ч) при этом устанавливается драгером вручную в зависимости от крепости отрабатываемыхпород, которая определяется им визу"ально, и заданной производительности 1,11.Однако изменение скорости черпания осуществляется периодически,после того как для драгера становится очевидной нецелесообразность ранее установленной скорости в непрерывно меняющихся условиях драгирования. Это обуславливает низкую степеньоптимизации скорости черпания и приводит либо к потере производительности (если скорость занижена), либо кнеоправданному износу элементов черпающего агрегата (если скорость завышена). Известен способ автоматического управления процессом драгирования, применяежй при внедрении средств механизации и автоматизации Драгаи заключающийся в следующем: измерение производительности добычного комплекса ведут по нагрузке привода бочки, Измеренную производительность сравнивают с заданной и при превышении ею заданной снижают скорости черпания и бокового перемещения, а при снижении ее относительно заданной производительности скорости черпания и бокового перемещения увеличивают, При этом регулирование этих скоростей (ч у ) ведут так, что отношев9ув ние их остается неизменным ( - щl. Чсопз 1) Г 2).Недостаток этого способа заключается в том, что поддержание постоянства соотношения -Е обеспечиваетчоптимальную скорость черпания (ч )для пород каждого класса крепостилишь прн определенной величине продольного сечения стружки (произве-, 5дение уходки на толщину стружки).Отклонение толщины стружки в сторону ее уменьшения ведет к повышениюскорости черпания и, как следствие,к увеличению износа элементов черпа Оющего агрегата. Отклонение толщиныстружки в сторону ее увеличения при-.водит к переполнению черпаков, накапливанию неоттранспортированной черпанами породы перед черпаковой рамой, стопорениюпривода носовых ле-бедок, т.е. к нарушению технологич. ного процесса,Известен также способ автоматического управления процессом драгирования, основанный на регулирова-.нии скорости черпания по нагрузкепривода бочки и скорости боковогоперемещения ло нагрузкам приводовчерпаковой цепи и носовых, лебедок, иусройство для автоматического управления процессом драгирования, содер,жащее датчики нагрузок приводов боЧки, черпаковой цепи и носовых лебе.док., регулятор скорости черпания ирегулятор скорости бокового перемещефния 13).Недостатки способа и устройствазаключаются в том, что при грубойошибке .драгера в выборе толщины стружки в сторону ее уменьшения или при35выборе малой толщины стружки по тех" нологическим соображениям, напримерпри отработке валунистых месторождений (когда недостаточная толщина. Стружки не может быть скомпенсирова- Щиа увеличением скорости бокового пе. ремещения), способ обуславливает чер. пание на верхнем пределе скоростич ) при пониженной производительМости. Это ведет к неоправданно быс.трому взносу дорогостоящей черпаковой цепи. Пониженная производительность в данном случае имеет место попричине низкого коэффициента.наполнения черпаков. Эта же величйна про.изводительности может быть достигнутапри меньшей величине скррости черпаНия и большем коэффициенте найолнения.черпаков.Целью изобретения является повышение эффективности управления за счетисключения работы на высоких скоростях черпания, когда это не вызванотехнологической необходнмостью.Поставленная цель достигается тем,что задают пороговые значения нагрузокприводов бочки, черпаковой цепии носовых лебедок и скорость черпанияснижают при одновременных значенияхтекущих .нагрузок ниже пороговых значений, 65 Кроме того, устройство для автоматического управления процессом драгирования снабжено тремя пороговыми элементами и блоком умножения, к входамкоторого подключены выходы пороговыхэлементов, входы которых соединенысоответственно с датчиками нагрузокприводов бочки черпаковой, цепи и носовых лебедок, а выход блока умножения подключен к входу регулятора скорости черпания.Сущность способа заключается .в следующем.1Если производительность драги меньше заданной, то увеличивают скорость черпания ч . Увеличение ч приводит к уменьшению нагрузок приводов черпаковой цепи и носовых лебедок. Для достижения равенства этих нагрузок заданным, значением увеличивают скорость бокового перемещения, что и приводит к увеличению произво-,дительности, т.е, .к увеличению объе"ма срезаемях пород. Процесс регулирования ведут до равенства производительности заданному значению,Для понимания сути процесса управления отметим, что хотя способ и предусматривает регулирование производительности изменением ч, одно изменение ч производительности не изменяет, С увеличением чц при прочих равных условиях уменьшается объем пород, срезаевых одним черпаком, т.е. Уменьшается коэффициент наполнения черпаков К. Чтобы увеличить производительность, нужно при увеличенной ч. соответственно сохранить . на прежнем уровне (или на новом йредельно . возможном, если изменился класс крепости пород) коэффициент наполнения, а для этого необходимо увеличить ч, , т.е; увеличить общий объем срезаемюх пород.Критерием оценки К при регулировании приводов по системе постоянногомомента является нагрузка приводов черпаковой цепи (на крепких породах) и носовых лебедок (на легких породах). По этим параметрам и регулируется чОднако, при грубой ошибке драгера в выборе толщины стружки в сторону ее уменьшения или при выборе малой толщины стружки по технологическим соображениям увеличение ч. до максимального значения не приводит к достижению равенства 1 = 1 ц,цд или 1 = 1 п, . Равенство хотя бы одного из этйх параметров. заданным значениям означало бы, что драгирование ведется в рациональном режиме, т.е. коэффициент наполнения черпаков предельный для данных условий, а следовательно, н максимальное значение ч при такой (заниженной относительно заданной) производительности оправдано.968196 черпаковой цепи в этом случае. также уменьшается на 49%.На чертеже приведена блок-схема устройства автоматического управле ния, процессом драгирования.устройство состоит из трех датчиков: датчика 1 нагрузки .привода, бочки (датчик производительности), .датчика 2 нагрузки привода черпако-, вой цепи, датчика Э нагрузки призо" да носовых лебедок. Выход датчика 1 соединен с одним входом элемента 4 сравнения, на другой вход которого подают сигнал задания нагрузки при.вода бочки (1 .)Выход элемент 4 сравнения связан с одним входом регулятора .5 скорости черпания, а второй его вход - с выходом блока 6 умножения. Три входа блока умнОжения соединены с выходами трех по-роговых устройств 7-9, входи которых соответственно соединены с датчиками 1-3.Два .входа регулятора 10 скорости бокового перемещения связаны с датчиком нагрузок приводов черпаковой цепи 2 и носовых лебедок 3 через элементы 11 н 12 сравнения.Устройство работает следующим об- .разом.Если величины уходки и толщины 4".тружки выбраны драгером правильно, то при отработке крепкИх пород производительность всегда ниже заданной (ОЯ 3 д, поскольку предельный коэфФициейт наполнения черпаков Кна этих породах очень низок, порядка 0,3). Регулятор 5 скорости ферпания поддерживает при этом у на верхнем пределе. Регулятор 10 скорости боко вого перемещения, поддерживая задавное значение нагрузки привода черпа" ковой цепи (1, ), регулирует чз .Нагрузка привода носовых лебедок на крепких породах ниже заданной. Сиг" нал на выходе блока умножения 6 равен нлю, так как сигнал на одном из его входов, а именно на входе, связан" Одновременное занижение величинЦ и 1 дотносительно заданныхвеличин свйдетельствует о том, чтодрагирование ведется с коэффициентомнаполнения меньшим предельного, аследовательно, фактическая производительность может быть обеспеченапри меньшей скорости черпания, Черпание с завышенной скоростью означаетнеоправданный износ черпаковой цени.В этом случае снижают ч, до тех пор, 10пока или 1 или 1не станет равным заданному значению; производительность Я) при этом не уменьшится,а коэффициент наполнения черпаковых(К) увеличится. Драгирование с постоянной производительностью, но применьшей скорости черпания и увеличенном до предельно возможного значениякоэффициенте наполнения черпаков, снижает удельййй износ элементов черпа 20ющего агрегата,Способ осуществляется следующимобразом.Измеряют текущие значения производительности драги Щ) (по нагруз. ке привода бочки), нагрузки привода25черпаковой цепи 1 цц и нагрузки приводов носовых лебедок 1 . Скоростьчерпания регулируют по известномуспособу, снижая ее при Я 1 О З,и уве-личивая при О 0Скорость бокового перемещения регулируют, снижаяпри1 ц (что имеет место при от-работке крепких пород) или при1 лЪ 1 л(что характерно для легкихпород) и увеличивая ее при 1, с 1 ц 35или, соответственно, при 1 к 1В случае, когда одновременно всетри параметра Я, 1 цц и 1 ) оказываются меньше заданйых значений ч,снижают до достижения равенства 1 ч = 401 цщь ли 1 пл 1 пл ъодРеализация способа может быть рассмотрена на примере работы 250-литровой драги.Драгером пРи отработке участкаполигона, состоящего в основном изпород П класса крепости, задаетсяпроизводительность 400 мз/ч. При драгировании на верхнем пределе скорости бокового перемещенияпри выбранных величинах толщины стружкии уходки производительность оказалась 300 м/ч. Дпя данных условий этавеличина является максимально возможной. Измеренный ток нагрузки приводачерпаковой цепи - 300 А (1 ц ф 660 Ь)ф 55измеренный токнагрузки привода носовы лебедок - 40 Л (1 = 100 А).При регулировании по йзвестному способу приЯЯц скорость черпания в этомслучае устанавливают равной верхнему 60пределу уц = 43 черпака/мнн. Коэффициент наполнения черпаков при этомоказывается равнымР 300 1 2ф ПЙ65 где О - производительность драги,мЗ/ч- коэффициент разрыхленияпороды;6 - емкость черпака, мч,-,скорость черпания, черпак/мнн.В соответствии с предлагаеьим способом при указанных условиях скорость черпания снижают до равенства тока нагрузки привода носовых лебедок номинальному значению. Коэффициент наполнения черпаков при этом растет до значения близкого к прЕдель.- ному - 1,1, а скорость черпания снижается до величиныО,:9 300 ф 1,2кв ГРГЬЛФ ЛП пака/ьжн т.е на - - - = 49%. Износ.43 22Гзном с пороговым устройством 8, сравнивающим сигнал нагрузки черпаковой цепи (1 чц ) с заданным значением, равен О.При отработке легких пород устройство работает аналогичным образом с . 5 той только разницей, что нагрузка . привода черпаковой цепи всегда меньше заданного значения в силу малых усилий резания), регулятор 10 скорости бокового перемещения, поддер живая заданное значение нагрузки привода носовых лебедок 1 , изменяет скорость бокового перемецения уСигнал, поступающий с порогового устройства 9 на вход блока б умножения, равен О. Поэтому на выходе блока умножения сигнал тоже равен О.Если величины толщины стружки или уходки драгером занижены, то даже при максимальной скорости бокового перемещения ч (а уз определяет производительность) все три параметра Щ, Цц, 1 н ) оказываются ниже заданных значенйй и регулятор 5 (работая по первому входу) устанавливает скорость черпания максимальной, и регулятор 10 .(работая также по первому входу) устанавливает скорость бокового пере.- мещения максимальной.На все три входа блока умножения б поступают в этом случае сигналы с ЗО пороговых устройств 7-9, а сигнал с выхода блока умножения - на второй вход регулятора 5 скорости черпания, Этот сигнал не меняет сигнала на первом входе, а алгебраически суммируется регулятором с ним, понижая скорость черпания. При этом увеличивается ширина стружки, растут нагрузки приводов черпаковой цепи и носовых лебедок при крепких породах - интенсив нее на приводе черпаковой цепи, а при легких .- на приводе носовых лебедок) до заданного значения. Производительность Я при этом не меняется, так как у сохраняет свое макси6мальное значение, поэтому и не изменяется сигнал на первом входе регулятора 5. Использование способа управления процессом драгирования и устройства, его реализующего, позволяет снизить скорость черпания без потери производительности на 49, что означает уменьшение износа на такую же величину,В среднем, учитывая реальную вероятность возникновения ситуации,когда способ может быть применен, величину уменьшения скорости черпанияможно принять 10.Формула изобретения1. Способ автоматического управления процессом драгирования, основанный на регулировании скорости черпания по нагрузке привода бочки искорости бокового перемещения по нагрузкам приводов черпаковой цепи иносовых лебедок, о т л и ч а ю щ и йс я тем, что, с целью повышения эффективности управления за счет исключения работы на высоких скоростяхчерпания, задают пороговые значениянагрузок приводов бочки, черпаковойцепи и носовых лебедок и скоростьчерпания снижают при одновременныхзначениях этих нагрузок ниже пороговых значений.2. Устройство автоматическогоуправления процессом драгирования,содержащее датчики нагрузок приводовбочки, черпаковой цепи и носовых лебедок, регулятор скорости черпанияи регулятор скорости. бокового перемещения, о т л и ч а ю щ е е с ятем, что оно снабжено тремя пороговыми элементами и блоком умножения,к входам которого подключены выходйпороговых элементов, входы которыхсоединены соответственно с датчиками нагрузок приводов бочки, черпаковой цепи и носовых лебедок, а выход блока умножения подключен к входу регулятора скорости черпания,Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССРР 723040, кл, Е 02 Р 3/00, 1974.2. Лыков Н.Б. и др. Опыт работысистемы автоматического регулирования добычного комплекса драгиСАР ДК-1 м с приводом черпаковойцепи повышенной .мощности, -"Колыма",1976, В б, с.30-32,3 . Авторское свидетельство СССРпо заявке В 2831388,кл. Е 02 Р 3/16, 1979 (прототип) .1968196 Редактор Р.Ци Закаэ 8056/46 Тираж 709 ВНИИПИ Государственного коми по делам иэобретений и от 113035, Москва, Ж, РауюскаяПодпи ета ССС крытый набед
СмотретьЗаявка
3271517, 08.04.1981
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙ ИНСТИТУТ ЗОЛОТА И РЕДКИХ МЕТАЛЛОВ
СУЗДАЛЬНИЦКИЙ МИХАИЛ ЛЬВОВИЧ, ЦИРЕР АКОШ
МПК / Метки
МПК: E02F 3/16
Метки: драгирования, процессом
Опубликовано: 23.10.1982
Код ссылки
<a href="https://patents.su/5-968196-sposob-avtomaticheskogo-upravleniya-processom-dragirovaniya-i-ustrojjstvo-dlya-ego-osushhestvleniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ автоматического управления процессом драгирования и устройство для его осуществления</a>
Устройство автоматического поддержания оптимального отношения линейных скоростей бокового перемещения и черпаковой цепи драги

Номер патента: 899756
Опубликовано: 23.01.1982
Авторы: Багаутинов, Середа
МПК: E02F 3/16
Метки: бокового, драги, линейных, оптимального, отношения, перемещения, поддержания, скоростей, цепи, черпаковой
...входного сигнала на сигнал, пропорциональный радиусу черпания драги. Радиус черпания драги зависит от угла наклона черпаковой рамы, измеряемого при помощи сельсина. Сигнал с выхода блока 9 подают на вход блока 1 О деления в памяти, на второй вход которого подают сигнал тахогенератора 11 двигателя лебедки. На входе блока 10 в конце каждого интервала дискретности получают дискретно- постоянный сигнал, который подают на вход блока 12 памяти и алгебраического сумми. рования, где хранят значения дискретно- постоянного сигнала для предыдущего интервала дискретности. На выходе блока 12 пОлучают приращение дискретно-постоянного сигнала, подают его на вход блока 13 деления и памяти, на второй вход которого поступает сигнал с выхода блока 8,...
Способ автоматического поддержания оптимального отношения линейных скоростей бокового перемещения и черпаковой цепи драги и устройство для его осуществления

Номер патента: 1218360
Опубликовано: 15.03.1986
Авторы: Багаутинов, Новак, Троп
Метки: бокового, драги, линейных, оптимального, отношения, перемещения, поддержания, скоростей, цепи, черпаковой
...сигнала скорости двигателялебедки на косинус угла отклоненияносового каната от перпендикулярак продольной оси драги.Способ и устройство обладают высокой точностью. Из схемы, приведенной на фиг. 2, справедливы следующие соотношения:НОАС = 90 9 к (4) 35 Совместное решение (4),(5 (7) дает Сравнивая это выражение для М сражением (8) для соя , полу(О) Иэ приведенного следует, что график изменения созЯ при движениидраги по забою в определенном масштабе представляет собой график изме,нения и . Следовательно, в методическом отношении погрешность предлагаемого способа по сравнению спрототипом равна нулю.Предлагаемые способ и устройствоавтоматического поддержания оптимального отношения линейных скоростейб окового перемещения и черпания обладают...
Электропривод лебедок носовых канатов драги

Номер патента: 1421827
Опубликовано: 07.09.1988
Авторы: Дубовский, Краснухин, Мардер
МПК: E02F 3/16
Метки: драги, канатов, лебедок, носовых, электропривод
...,где Ч - боковая скорость драги 21;Ч - скорость каната лебедки,Кпропорциональная скоростиэлектродвигателя НЛ 2;Ц, - угол отклонения носовогоканата от перпендикуляра кпродольной оси драги 21функциональный преобразователь 11преобразует сигнал с задатчика 19тормозящего бокового усилия в сигналы задания усилий в канатах НЛ и РЛв соответствии с формуламиРо , Рот - 1сов ц, 1 соз цгде Р и Р - соответственно сигнал,лы на первом и второмвыходах функционально"го преобразователя 11;Р - сигнал с задатчика 19тормозящего усилия;Ц 1 - угол отклонения носового каната лебедкиот перпендикуляра кпродольной оси драги 21.Регулятор 8 скорости и регуляторы 12 и 16 тока выполнены пропорционально-интегральными.Электропривод работает следующим образом.ФВ исходном...
Устройство контроля скорости и исправности цепей шахтных скребковых конвейеров

Номер патента: 252261
Опубликовано: 01.01.1969
Авторы: Авсеев, Бережецкий, Боград, Волин, Лифл, Син, Скнарин
МПК: B65G 43/06
Метки: исправности, конвейеров, скорости, скребковых, цепей, шахтных
...транзистора через емкость С:. По;ле насыщения транзистора на обмотке обратной связи 7.з появляется сигнал, запирающий транзистор Т,. С исчезновением этого сигнала благодаря смещению и реактцв,гг ) К Составитель Ясенева орченко Техред Т. П, КурилКорректоры: Л. Корогоди М. Коробов едакто аказ 169/16 Траж 480 ПодписноеЦНИИПИ Комитета по делам изобретений и открытий при Совете Министров СССР Москва Ж, Раушская наб., д. 45 пография, пр. Сапунова, 2 цым элеепга контура родолжаес процесс колебаний, т. с. генерируется сигнал высоков аст оы. Высокочас 1 отпы сигил снимается с обмотки Х.а и через разделительнуго емкость С, подается на вход транзистора Т, первого каскада резонансного усилителя. Далее усплецныц сигнал снимается с выходной обмотки...
Схема коммутации корректирующих цепей усилителя по скоростям магнитофона

Номер патента: 468297
Опубликовано: 25.04.1975
МПК: G11B 15/44
Метки: коммутации, корректирующих, магнитофона, скоростям, схема, усилителя, цепей
...черезсоединены к х хар 19езнсто) у рректирувляетсяых копажена схема коллму гацепей усилителя иэ ции корректируюищ скоростям магнитоУстройство соде 2, охваченные глуб ратной связью. и на-цеп исторы .1 иартельной б2 жит транз ткой отрш посл ьялт В 1 тредпагаел 1 ол ния схемы каждая р цепь госледовательт ству 1 ошей и индукти при этм точки сое чатель скорости под обратной связи,1 а чертеже изоб но-емкостную 1, -цепь на скорости9,53 см/сек, обеспечивают подъем низкихчастот. Коррекция в области высоких частот на этой скорости осуществляется последовательным индуктивно-емкостнымконтуром 5 и 6. Средняя точка последовательно соединенных Ч -пепи и контураподключена через контакты переключателей к нагрузке 7, обеспечивающей...
Предыдущий патент: Рабочее оборудование траншейного экскаватора
Следующий патент: Гусеничное звено экскаватора
Случайный патент: Способ определения внутренних напряжений в образце