Установка для формирования объемных элементов
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 874362
Автор: Спивак
Текст
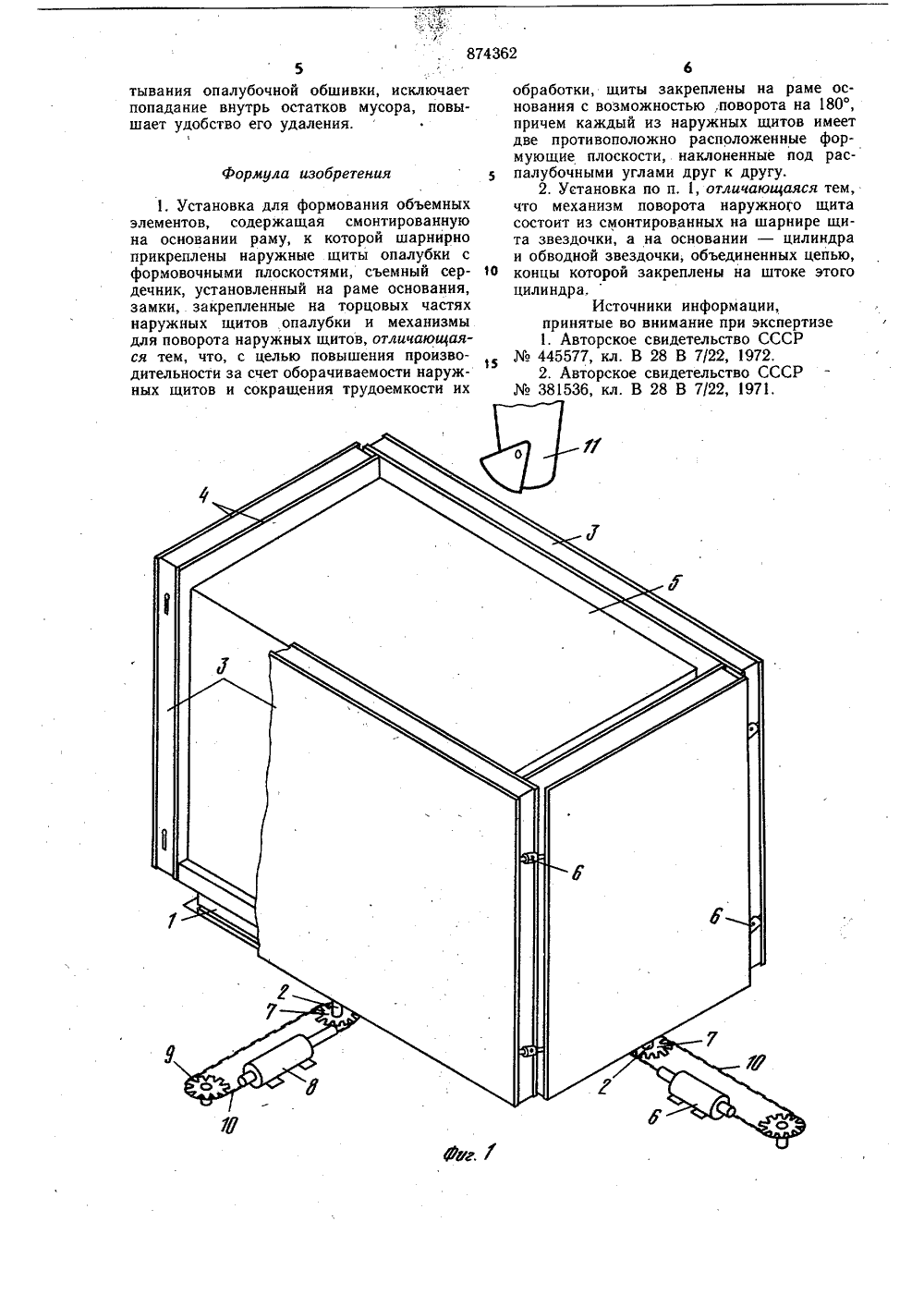
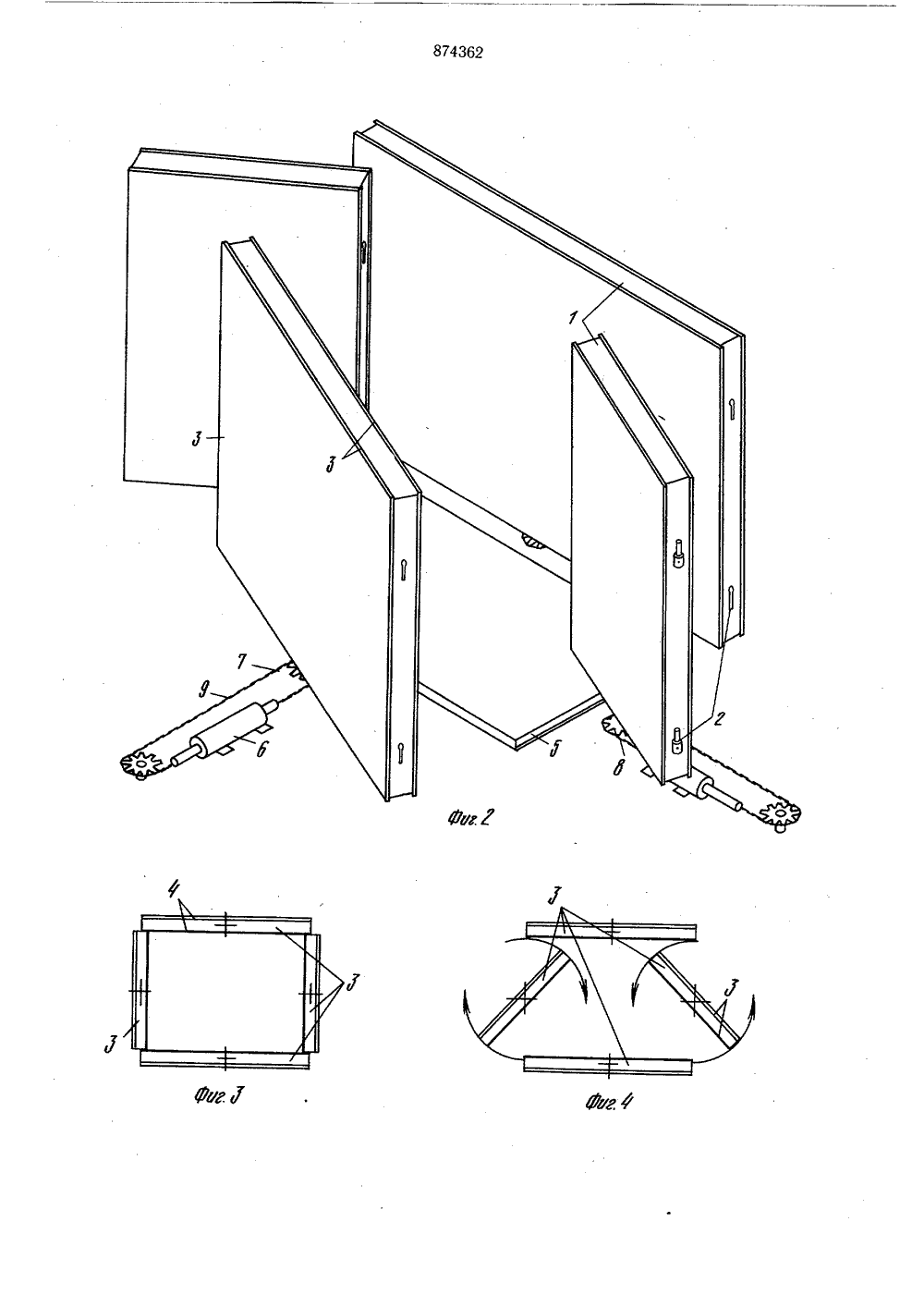
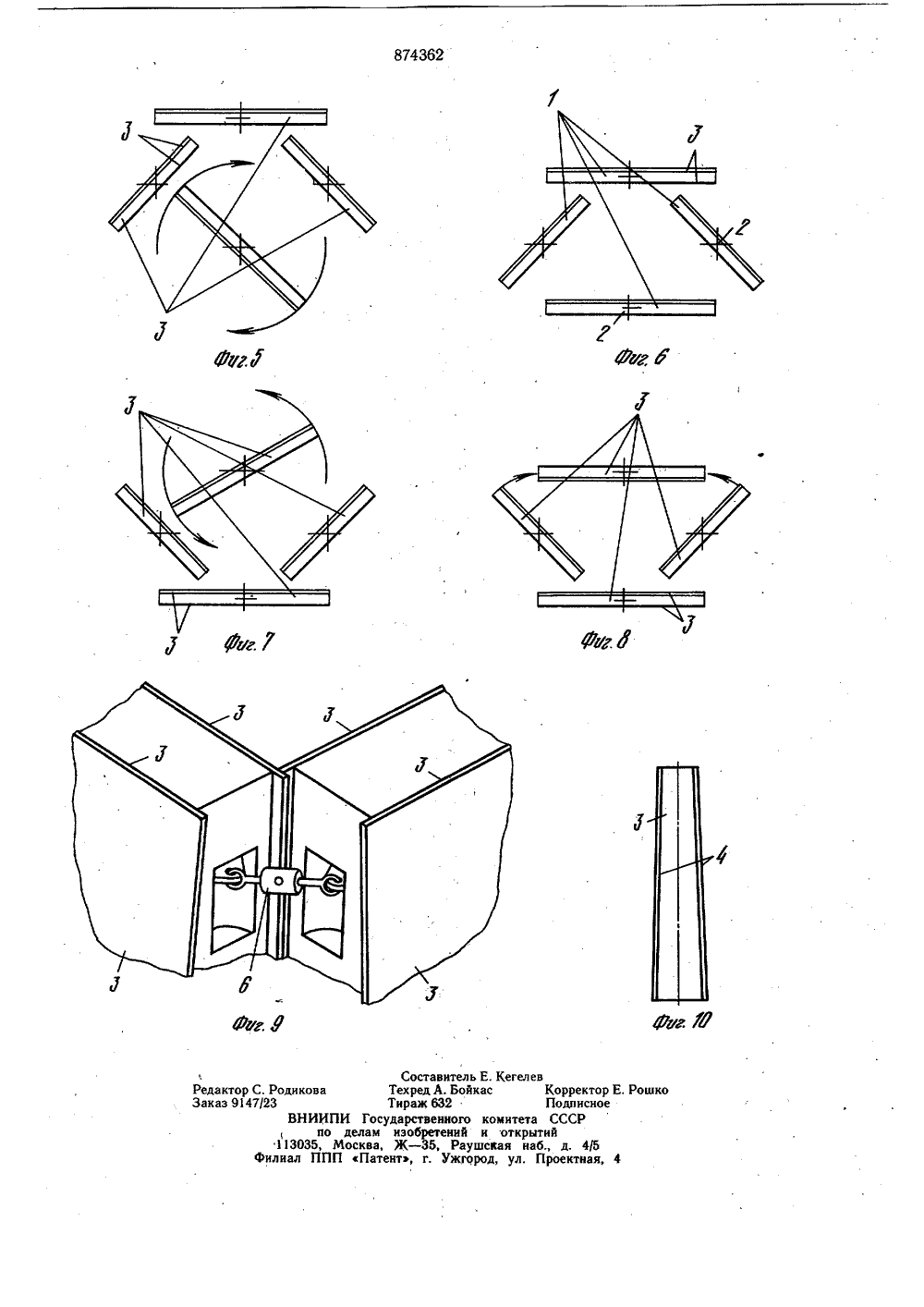
.В 28 В 7/22 Гееудерстееилмй кемитет по делам иэоеретеиий и еткрмтий(53) УДК 69,023. .002.5 (088.8) Опубликовано 23,10.81. Бюллетень39Дата опубликования описания 28.10.81 2) Авторизобретен Знамени научноовюго и экСпериме Н, Спив Центральный ордена Трудового Красно следовательский и проектный институт тпроектирования жили трельного(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВИзобретение относится к производству сборного бетона и железобетона.Известно устройство для формования объемных железобетонных элементов, включающее поддон, наружные щиты, сердечник и напрессовщик сердечника с приводом 1.Наиболее близким решением к предлагаемому является установка для формования объемных элементов, содержащая смонтированную на основании раму, к которой шарнирно прикреплены наружные щиты опалубки с формовочными плоскостями, съемный сердечник, установленный на раму основания, замки, закрепленные на торцовых частях наружных щитов опалубки и механизмы для поворота наружных щитов 121.К недостаткам таких установок относятся их относительно невысокая оборачиваемость при формовании железобетонных изделий (оборачиваемость не превышает 3 об/сут) и неудобство обслуживания при подготовке формы к бетонированию. Подготовка формы включает чистку наружных щитов от остатков затвердевшего бетона с последующей смазкой их формовочных плоскостей.Для выполнения этих операций, а также для удаления мусора, попадающего в форму при чистке, рабочий должен опускаться в полость, образованную наружными щитами.Поскольку чистку и смазку щитов производят сразу же после извлечения из них сердечника с еще горячим после тепловой обработки изделием, наружные щиты имеют высокую температуру (- 60 С). Это вызывает стекание смазки и серьезно ухудшает условия труда рабочих. Увеличение оборачиваемости установок можно достигнуть за счет сокращения продолжительности подготовки к бетонированию.Цель изобретения - повышение производительности за счет оборачиваемости наружных щитов и сокращение трудоемкости их обработки.Поставленная цель достигается тем, что 5в установке для формования объемных элементов, содержащей смонтированную на основании раму, к которой шарнирно прикреплены наружные щиты опалубки с формовочными плоскостями, съемный сердечник, установленный на раму основания, замки, 20 закрепленные на торцовых частях наружныхщитов опалубки и механизмы для поворота наружных щитов, щиты закреплены на раме основания с возможностью поворота на 180,3причем каждыЙ из наружных щитов имеет две противоположно расположенные формующие плоскости, наклоненные под распалубочными углами друг к другу.Кроме того, механизм поворота наружного щита состоит из смонтированных на шарнире щита звездочки, а на основании - цилиндра и обводной звездочки, объединенных цепью, концы которой закреплены на штоке эторого цилиндра.На фиг. 1 изображена предлагаемая установка во время формования объемного эле О мента (один из щитов условно оборван для более полного показа конструкции), общий вид; на фиг. 2 - установка, из которой извлечен сердечник, в момент поворота наружных щитов; на фиг. 3 - 8 - этапы поворота наружных щитов после извлечения из установки сердечника с изделием; на фиг. 9 - узел углового сопряжения наружных щитов; на фиг. 10 - наружный щит, поперечное сечение.Установка для формования объемных20 элементов содержит смонтированную на основании (которым является бетонный пол цеха) раму 1, к которой с помощью шарниров 2 прикреплены наружные щиты 3 опалубки с двумя противоположно расположен ными формовочными плоскостями 4, наклоненными под распалубочными углами С друг к другу, съемный сердечник 5, установленный на раму основания, замки 6, закрепленные на торцовых частях наружных щитов 3 опалубки, и механизмы поворота наружных щитов. Щиты закреплены на раме с возможностью поворота на 180, Механизм поворота наружного щита состоит из смонтированных на шарнире 2 щита 3 звездочки 7 а на основании - цилиндра 8 и обводной звездочки 9, объединенных цепью 10, концы которой закреплены на штоке этого цилиндра 8.Формование объемного элемента на предлагаемой установке осуществляется следующим образом, 40В подготовленные к бетонированию наружные щиты 3 краном устанавливают. сердечник 5 с арматурным каркасом и необходимыми деталями установки с помощью винтовых замков 6. В формовочную полость, образованную между наружными щитами 3 4 и сердечником 5, сверху загружают бетонную смесь, например, из бадьи 11, одновременно включают механизм уплотнения, который выполнен, например, в виде виброплощадки, расположенной под сердечником 5.После заполнения формовочной полости бетонной смесью и окончания ее уплотнения начинают тепловую обработку изделия путем подачи теплоносителя во внутреннюю полость сердечника 5, В период тепловой об работки производят чистку и смазку формовочных плоскостей 4, расположенных на внешней стороне наружных щитов 3. После тепловой обработки, которая длится несколько часов, осуществляют распалубку изделия, Для этого развинчивают замки 6 так, чтобы щиты 3 не были связаны через них друг с другом, краном извлекают из установки сердечник 5 с изделием и транспортируют их на специальный пост выпрессовки сердечников,В этот момент наружные щиты 3 занимают в плане положение, показанное на фиг. 3 (очищенные и смазанные формовочные плоскости условно показаны двойной линией, а формовочные плоскости, подлежащие чистке и смазке - сплошной жирной линией),Для повторного использования установки необходимо, чтобы очищенные и смазанные формовочные плоскости 4 наружных щитов 3 были обращены внутрь установки. С этой целью наружные щиты 3 поворачивают в плане на 180.Эти операции выполняют в такой последовательности,Вслед за извлечением краном из установки сердечника 5 с изделием включают гидроцилиндр 8 двух противолежащих более коротких по длине щитов 3. При этом цепи 10 перемещаются и поворачивают звездочки 7 и шарнир 2. Благодаря жесткому соединению шарниров 2 с наружными щитами 3 последние также поворачиваются в противоположные стороны и приходят в положение, показанное на фиг. 4. Затем включают гидроцилиндр 8 одного из продольных наружных щитов 3 и поворачивают последний (фиг. 5) в плане на 180, При этом продольный щит 3 приходит в положение, показанное на фиг. 6.После этого, включая гидроцилиндры 8 коротких щитов 1, осуществляют их одновременный поворот до положения, показанного на фиг. 7. Вслед за этим производят поворот на 180 в плане второго продольного щита 3, после чего заканчивают поворот противолежащих коротких щитов 3, В результате выполнения операций поворота щитов 3 последние приходят в положение, аналогичное показанному на фиг. 3, с той разницей, что очищенные и смазанные формовочные плоскости 4 оказываются обращенными внутрь формовочной установки, а плоскости, требующие чистки и смазки, располагаются с ее внешней стороны, Дальнейшие работы проводят в порядке, описанном выше.Предлагаемая установка позволяет сократить продолжительность подготовки к бетонированию не менее чем на 30 мин за счетсовмещения операций по чистке и смазке наружных щитов с процессом тепловой обработки изделий. Это увеличивает оборачиваемость установки и дает возможность выполнить чистку и смазку наружных щитов с внешней стороны установки после ос5тывания опалубочной обшивки, исключает попадание внутрь остатков мусора, повышает удобство его удаления.формула изобретения1. Установка для формования объемных элементов, содержащая смонтированную на основании раму, к которой шарнирно прикреплены наружные щиты опалубки с формовочными плоскостями, съемный сер дечник, установленный на раме основания, замки, закрепленные на торцовых частях наружных щитов опалубки и механизмы для поворота наружных щитов, отличающаяся тем, что, с целью повышения производительности за счет оборачиваемости наружных щитов и сокращения трудоемкости их 6обработки, щиты закреплены на раме основания с возможностью, поворота на 180,причем каждый из наружных щитов имеетдве противоположно расположенные формующие плоскости, наклоненные под распалубочными углами друг к другу.2. Установка по п, 1, отличающаяся тем,что механизм поворота наружного щитасостоит из смонтированных на шарнире щита звездочки, а на основании - цилиндраи обводной звездочки, объединенных цепью,концы которой закреплены на штоке этогоцилиндра,Источники информации,принятые во внимание при экспертизе1, Авторское свидетельство СССР445577, кл. В 28 В 7/22, 1972.2. Авторское свидетельство СССР381536, кл. В 28 В 7/22, 1971.ИИПИ по д 5, Мо ППП Составит Техред А. Б Тираж 632 Государственно елам изобретены ква, Ж - 35, Р Патент, г, Ужель Е. Кегелевойкас Корректор ЕПодписноего комитета СССРй и открытийаушская наб., д. 4/5город, ул. Проектная, 4
СмотретьЗаявка
2884136, 18.02.1980
ЦЕНТРАЛЬНЫЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ НАУЧНО ИССЛЕДОВАТЕЛЬСКИЙ И ПРОЕКТНЫЙ ИНСТИТУТ ТИПОВОГО И ЭКСПЕРИМЕНТАЛЬНОГО ПРОЕКТИРОВАНИЯ ЖИЛИЩА
СПИВАК АЛЕКСАНДР НАТАНОВИЧ
МПК / Метки
МПК: B28B 7/22
Метки: объемных, формирования, элементов
Опубликовано: 23.10.1981
Код ссылки
<a href="https://patents.su/5-874362-ustanovka-dlya-formirovaniya-obemnykh-ehlementov.html" target="_blank" rel="follow" title="База патентов СССР">Установка для формирования объемных элементов</a>
Телескопическая стойка для установки опалубки

Номер патента: 503986
Опубликовано: 25.02.1976
Авторы: Галкин, Лященко, Смирнов
МПК: E04G 25/04
Метки: опалубки, стойка, телескопическая, установки
...поступательное движе,ние выдвижной штанги, 2 б копической е защищены , непосреддых частиц, ополнительусилениую еский износ мешение чалого винта у износу крогайкой и неподвижной стойкой в торце гайки выполнено, по крайней мере, одно отверстие.На фиг. 1 изображена телескопическая стойка, общий вид; на фиг. 2 - то же, продольный разрез; на фиг. 3 - узел 1 на фиг, 2.Телескопическая стойка для установки опалубки включает гайку 1, жестко закрепленную с помощью буртика 2 на базе 3 раздвижной телескопической стойки, полйй ходовой винт 4 с фланцем. 5 в верхнем торце, к которому присоединены цилиндрический кожух 6 иэ отрезка трубы или листового металла, кольцевую шайбу 7 с буртиком 8, опирающуюся на полый ходовой винт 4, чеку 9, опертую на...
Рабочая площадка для установки опалубки наружных стен

Номер патента: 1663144
Опубликовано: 15.07.1991
Метки: наружных, опалубки, площадка, рабочая, стен, установки
...снабжена съемными внутренними 3 и наружными 4 кронштейнами. Они жестко соединены между собой и установлены в проеме 5 окна. Рабочий настил 1 площадки закреплен нэ наружном кранштейне 4 на уровне перекрытия 6, а винтовой упор 2 жестко закреплен на внутреннем кронштейне 3. 4 ил,с деревянным настилом, закрепленным наверху с помощью болтов 8, Внутренние 3 и наружные 4 кронштейны жестко соединены между собой посредством косынок(на фигурах не показана) и оперты на стену 9 посредством опоры 10, выполненной в виде швеллера. Внутренние 3 и наружные 4 кронштейны жестко укреплены в верхней части внутреннего кронштейна 3. Балки рамы 7 имеют муфты 13 и монтажные петли 14,Рабочая площадка для установки опалубки наружных стен работает следующим...
Механизм поворота стрелы буровой установки

Номер патента: 977761
Опубликовано: 30.11.1982
Авторы: Алексеев, Грицаев, Зернюков
МПК: E21D 9/10
Метки: буровой, механизм, поворота, стрелы, установки
...буровойустановки, включающеи спаренные силовые цилиндры с размещенными внутризубчатыми рейками, находящимися в эа"ЗО цеплении с зубчатым колесом, установ"ленным в корпусе механизма поворота, скрепляющем середины силовых цилиндров, наружные концы силовых цилиндров жестко скрепленных друг с другом.Наружные концы силовых цилиндров выполнены с шипами и соединены по средством посаженной на шипы планки.На Фиг, 1 изображен механизм поворота, продольный разрез; на фиг, 2 вид по стрелке А на Фиг. 1.Механизм поворота стрелы содержит 10 корпус 1, в цапфе 2 которого на подшипниках не показаны) смонтирован вал 3, связанный со стрелой (не.показана). На валу 3 закреплено зубчатое колесо 4, входящее в зацепление с двумя зубчатыми рейками 5. Концы...
Подъемно-переставная опалубка

Номер патента: 1601300
Опубликовано: 23.10.1990
Автор: Аронов
МПК: E04G 11/28
Метки: опалубка, подъемно-переставная
...бетона во внутреннюю полость стойки через прорези 34 и в полке вертикального элемента 33 в процессе бетонирования конструкции предусмотрены уголковые Фиксаторы 51 положения заглушек 52, устанавливаемых между внутренней поверхностью полки элемента 33 и ребрами уголковых фиксаторов 51 после монтажа и закрепления распорной трубки 53 и опалубочной тяги 54.фиксация проектного положения опалубочных стоек обеспечивается пальцами 55, установленными в соосно расположенные отверстия 42 в уголковых фиксаторах 41 и отверстия 44 в квадратных трубах 43 полых втулок, причем при вертикальном или любом наклон ном положении пары противолежащих стоек или при разных их положениях опалубочная тяга находится в горизонтальном положении. Проектное положение...
Погрузочное устройство проходческого щита

Номер патента: 905479
Опубликовано: 15.02.1982
Авторы: Джелилов, Конных, Краснянский, Титков
МПК: E21D 9/12
Метки: погрузочное, проходческого, щита
...8 с фронтальной поверхностью нагребающего захвата 4, При этом, при сведении нагребающих захватов 4 в ковш между поперечными перегородками 7 остается разгрузочный зазор 1 равный примерно 1/3 рабочей поверхности ковша и который обеспечивает свободную разгрузку породы (величина 1 выбрана из учета кусковатости пород), Между пластинами 8 также имеется разгрузочный зазор 1 и кроме этого они установлены под углом 15 - 30 к фронтальной. поверхности нагребающих захватов 4 для обеспечения принудительного поджатия нагребающих захватов 4 при внедрении их в горную массу.Перемещение рамы 6 вдоль оси конвейера 1 производят гидродомкратами 9, Сведение нагребающих захватов 4 в ковш и разведение их осуществляется гидроцилиндрами 10, размещенными на...
Предыдущий патент: Устройство для извлечения сердечника из объемного элемента
Следующий патент: Устройство для формования строительных изделий
Случайный патент: Роботизированный станок