Гидравлическая система управления термопластавтоматом
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки





Текст
О П И С А Н И Е (1)861086ИЗОБР ЕТЕ Н И ЯК АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советских Социалистических РеспубликДРАВЛ ИЧЕСКАТЕРМОПЛА СИСТЕМА УПРАВЛЕНАВТОМАТОМ(5 Изобретение относится к устройствам для азтэматизации процессов переработки пластмасс и может быть иопользовано при изготовлении изделий из термопластов методом литья под давлением.Известна гидравлическая система управленц термопластавтоматом, содержащая насосный агрегат, соединенные с насосным агрегатом трубопроводы высокого и низкого давления, цилиндр дожима пресс-форыы, соединенный с трубопроводом высокого давления, гидромотор, цилиндр впрыска, выполненный в пластикаторе, соединенный с пласпикатором цилиндр подвода пластикатора, кланаи ревероирования движения пластискатора, соединенный входом с трубовроводом высокого давления, расположенный на трубопроводе высокого давления после насосного агрегата обратный .клапан, клапан смыкания, соединвнный с цилиндром смыкания,пресс-формы, клапан регулирования высокого давления, соединенный входом с трубопроводом высокого давления, клапан регулирования низкого давления, соединенный входом с трубопроводом низкого давления, и трубопроводы слива масла Ц,Известная система обладает следующими недостатками. В ней создается большое сопротивление масла, она громоздка, ее невозможно использовать на машинах различного типа, система имеет большое количество дорогостоящих узлов, сложна 1 в обслуживан 1 ии, в,ней отсутствует плавность в регулировании давлений и скорости впрыска, что, в свою очередь, значительно снижает производительность процесса изготовления изделий.Цель изобретения - повышение производительности системы.Указанная цель достигается тем, что из. вестная гидравлическая система управления термопластавтоматом, содержащая насосный агрегат, соединенные с,насосным агрегатом трубопроводы высокого и низкого давления, цилиндр дожима пресс-формы, соединенный с трубопроводом высокого давления, гидромотор, цилиндр впрыска, выполненный,в пластикаторе, соединенный с пластикатором цилиндр подвода пластякатора, клапан реверсирования даижения пластикатора, соединенный входом с трубопроводом высокого давления, расположенный на трубопроводе высокого давления после насосного агрегата обратный клапан, клапан смыкания, соединенный с цилиндром смыкания пресс-фармы, клалан регулирования высокого давления, соединенный входом с трубопроводом высокого дааления, клапан регулирования низкого давле520 15 20 25 ЗО 35 40 45 50 55 60 65 ния, соединенный входом с трубопроводом низкого давления, и трубопроводы слива масла, снабжена дополнительно последоватсльпо установленными на трубопроводе вы. сокого давления реверсивным клапаном с двумя полостями, первым дополнительным обратным клапаном, дслапаном-отсекателем, вторым дополнительным обратным клапаном и клапаном доиима, выход которого соединен с цилиндром дожимг пресс-формы, перепускным трубопроводом, соединяющим одну из,полостей реверсивно го клапана с гидромотором, клапаном ре. гулирования давления в гидромоторе, соединенным с перепускным трубопроводом, клапаном впрыска с двумя полостями, соединенным входом с трубопроводом высокого давления после первого дополнительного обратного клапана, а выходом - с цилин. дром впрыска, клапаном регулирования скорости впрыска, установленным между одной пз полостей клапана впрыска и цилиндром впрыска, клапаном слива, размещенным на одном,из трубопроводов сли ва после клапана впрыска, третьим дополнительным обратным клапаном, расположенным на трубопроводе низкого давления, который соединен с трубопроводом высокого давления после первого дополнительного обратного клапана между насосным аг 1 регатом и клапаном регулирования низкого давления, клапанами сброса избытка маслс 1, соединенными с выходом клапана регу лирования низкого давленияпричем клапан смыкания входом соединен с трубопроводом высокого давления между входом клапана реверсирования движения и первым дополнительным обратным клапаном, клапан реверсирования движения соединен входом с цилиидром подвода пластикатора, причем насосный агрегат выполнен в виде соединенных с трубопроводамн высокого и низкого давления лопастных насосов.Изобретение поясняется чертежом, на котором изображена с;сема гидравлической системы управления термопластавтоматом с частичньими разрезами.Гидравлическаясистемы управления термопластавтоматом состоит из насосного апрегата 1, соединенных с насосным агрегатом трубопроводов высокого 2 и низкого 3 давления, цилиндра 4 дожима пресс-формы 5, соединенного с трубопроводом 2 высокого давления, гидромотора 6, цилиндра 7 впрыска, выполненного в пластикаторе 8, соединепного с пластикатором 8 цилиндра 9 его,подвода, клапана 10 реверсирования движения пластикатора 8, соединенного входом с трубопроводом 2 высокого давления, расположенного на трубопроводе 2 высокого давления после насосного агрегата 1 обратного клапана 11, клапана 12 смыкаяия, соединенного с цилиндром 13 смьпсапия пресс-формы 5 клапана 14 регулирования высокого давления, соединенного входом с трубодроводом 2 высокого давления, клапана 15 регулирования низкого давления, соединенного входом с трубопроводом 3 низкого давления, трубопроводов 16, 17, 18, 19, 20, 21 и 22 слива масла, последовательно уста 1 новленных на трубопроводе 2 высокого давления реверсивного клапана 23 с двумя полостями 24 и 25, первого дополнительного обратного клапана 26, клапана-отсекателя 27, второго дополнительного обратного клапана 28 и клалана 29 дожлмавыход которою соединен с цилиндром 4 дожима пресс-формы 5, перепускного трубопровода 30, соединяющего одну из полостей 25 реверсивного клапана 23 с гидромотором б, клапана 31 регулировки давления в гидромоторе, соединенного с перспускным трубопроводом 30, клапана 32 впрыска с двумя полостями 33 и 34, соединенного входом с трубопроводом 2 высокого давления после первого дополнительного обратного клалана 26, а выходом - с цилиндром 7 впрыска, клапана 35 регулирования скорости впрыска, установленного между одной из полостей 33 клапана 32 спрыска и цилиндром 7 впрыска, клапана 36 слива, размещенного на одном из трубопроводов 18 слива после клапана 32 впрыска, третьего дополнительного обратного клапана 37, расположенного на трубопроводе 3 низкого давления, который соединен с трубопроводом 2 высокого давления после первого дополнительного обратного клапана 26 между насосным агрегатом 1, выполненным в виде соединенных с трубопроводами 2 и 3 высокого и низкого давления лопастных насосов 38 и 39, и клапаном 15 регулировавия низкого давления, клапанов 40 и 41 сброса избытка масла, соединенных с выходом клапана 15.Клапан 12 смьпсания входом соединен с трубопроводом 2 между входом клапана 10 реверсирования движения и первым дополнительным обратным клапаном 26. Клапан 10 реверсирования движения соединен выходом с цилиндром 9 подвода пластикатора 3.Гидравлическая система управления термолластавтоматом работает следующим образом.Насосами 38 и 39 в трубопроводы 2,и 3 аысокого и низкого давления нагнетается масло, давление которого поддерживается на заданном уровне с помощью клапанов регулирования высокого 14 и низкого 15 давления, сбрасывающих избыток масла по сливным трубопроводам 21 и 22 в маслобак (на чертеже не показан). Нажатием кнопки на пульте управления (на чертеже не показан) включают электромагниты 42 и 43, Масло, нагнетаемое насосом 39 (низкого давления), поступает по трубопроводу 3 низкого давления и через клапан 37,в трубопровод 2,высокого давления, который соединен последовательно совсеми клапанааи управления, п через полость 44 клапана,12 смыкания, которую от 1(рывает электромагнит 42,:постулает в поршневую полость 45 цилиндра 13 смыкания пресс-формы 5. При этом происходит медленное смыкание пресс-формы 5 с вклют 1 еннем электромагнита 46 илапана 14.Насос 38 нагнетает масло в трубопровод 2, которое, пройдя клапан П, поступает в реверсивный клала 1 н 2 З и далее через от(рытую полость 44 клапана 12 - во вторую полость 47 цилиндра 13, Происходит ускоренное смыкание пресс-форумы 5. При включении концевого выключателя (на чертеже не показан), предох 1 раняющето прессформы, с,помощью электромапнита 46 отключается насос 38 и избыток масла из трубопровода 2 стравливается клапаном 14 через трубопровод 21.В это время трубопровод 2 находится под .вязким давлением, масла, поступающего в него из трубопровода 3, в который оно нагнетается,насосом 39. Давление масла в трубопроводе 3 низкого давления поддерживается на заданном уровне с помощью клапана 15 регулирования низкого давления, стравливающего кзбыток масла из трубопровода 3 через трубопровод 22 слива. При этом идет медленное омыкание пресс-формы 5. При полном ее смыкании включается элеквромагнит 48 клапана 27, который соединяет прубопровод 2 с клапанами 49, 28 и 29. Электромагнит 50 перекл 1 очает клалаи 29, соединяющий трубопоовод 2 с первой поршневой полостью 51 цилиндра 4 с помощью своей полости 52. Происходит дожим пресс-формы 5.После, полного дожима, регулируемого клапаном 49, включается электромагнит 53 клапана ,10 и отключается электромагнит 48. Клапан 27 заирыт. Масло из трубопровода 2 через открытую полость 54 клапана 10 поступает в поршнеьую полость цилинд,ра 9,подвода пластикатора 8. Происходит подвод мундштука 55,к литниковой втулке 56 пресс-формы 5, После лолного подвода пласт 1 нкатора 8 включается электромагнит 57, который, переключая клапан 32, Соединяет трубопровод 2 с полостью 33,и далее через клапан 35 - с поршневой 1 полостью (на чертеже не показана) цилиндра 7, При этом включается электроматнит 58 клапана 40 и электромагнит 46 клапана 14. Клапан 35 регулирует проход масла в цилиндр 7 впрыска, а кла. пан 40 - давление в цилиндре 7 влрыска.Червяк 59, перемещаясь вперед, дроизводит ускоренный впрыск расплавленного материала в пресс-форму Б. После включения электромагнита 60 и отключения электромагнита 46 клапана 14 ароисходит дожатие (движсние при низком давлении от насоса 39). После опеределенной выдержки дожатия включаются элекпромагниты 61 и Ы лттгтттлттатлчла а лтл.щъллттютщтт,тттт.т Ю ттлтта 5 10 15 20 25 30 35 40 45 55 тия н 57 впрыска, электромагнит 61 пере. ел 1 очает клапан 23, которыЙ соединяет труболровод 2 полостью 25 с клаланом 31 и ГндрОМОтОрОМ б, Враща 1 ОШ 11 тМ ЧЕрВяК 59. Происходит набор материала в материальный,цилиндр 62 пластикатора 8.Поршневая полость (на чертеже не показана) цилиндра 7 соединена через полость 33 клапана 32 со сливным клапаном Зб, осуществляющим подпор масла во время набора материала а материальном цилиндре 62 (уплотнение материала), и стравливает избыточное давление масла через трубопровод 18.После окончания набора материала включается электромагнит 63 переключающий клапан 32. При этом полость 34 сообщается с трубопроводом 2, масло из которого поступает в цилиндр 7, и происходит отведение (отскок) червяка 59. Отведение червяка 59 отключается концевым вы 1(лючателем (на чертеже не показан), откл 1 очаются электромагниты 61, 63 и 53, включается электромагнит 64, переключающий клапан 10,и соединяющий полость 65 этого клапана с трубопроводом 2 и,поршневой полостью (на чертеже не показана) циликдра 9 отвода пластокатора 8 от лвтииювой,втулки 56 пресс-фор 1 мы 5, Электромагнит 64 отключает этот концевой выключатель,После выдержки времени на охлаждение детали (на чертеже не показана) в пресс-форме 5 отключается электромагнит 50, включаются электромагниты 66 клапана 29 и 48 нлапана 27, соединяющих трубопровод 2 через полость 67 с полостью 68 ц 1 плиндра 4, Происходит медленный отрыв пресс-формы 5 при низком давлевни. Включается электромагнит 69 клапана 12. Происходит медленное даскрытие механизма 70 смыкания с включеннем электромагнита 46 клапана 14 регулирования высокого давления. Трубопровод 2 снова.,находится под высоким давлением масла, 1 вследстние чего происходит ускоренное раскрытие прессформы 5, при включении концевого выключателя (на чертеже не показан) - медленное раскрытие. Электромагнит 46 отключается, и,насос 38 работает тна слив через клапан 14. и трубопровод 21 слива. Идет медленное выталиивание готового изделия- детали. Цикл закончен. Далее операции повторяются. Описываемая гидравлическая система управления характеризуется оравнительной лростотой конструкции, высокой экономичностью,и автоматизацией процесса управления термопластавтоматом,Унравляющие 1 клапаны могут быть скомпонованы в виде трех гидропанелей, что позволит унифицировать детали и добиться пх взаимозаменяемости, Гидропанеатт лтлттттц лтттт, ъла ттлт абвлтттттт.тОписываемая система характеризуется небольшим гидравлическим сопротивлением масла во всех ее узлах, малогабаритна и. проста в изготовлении. За счет унификации узлов в виде гядропанелей ее приме. б нение возможно на машинах различных типов,Формула изобретения10Гидравлическая система управления термопластавтоматом, содержащая насосный агрегат, соединенные с насосным агрегатом трубопроводы высокого и,низкого ,навлення, цилиндр дожима пресс-формы, соединенный с трубопроводом высокого давления, гидромотор, цилиндр впрыска, выполненный в пластикаторе, соединенный с пластикатором цилиндр подвода пластикатора, клапан реверсирования 20 ,твнжен ни пластякатора, соединенный входом с трубопроводом высокого давления, расположенный на трубопроводе высокого давления после насосного агрегата обратный клапан, клапан смыкания, соеди иенный с цилиндром смыкания,пресс-форклапал рег лпрования,высокого давления, сое"аненный входом с трубопроводом высокого давления, клапан регулировачпя;шзкого давления, соединенный вхо дом с трубопроводом низкого давления, и трубопрозо: ы слива масла, о т л и ч а юш а я с я тем, что, с целью повышения проязво,нтельности, автоматизация процесса изготовления изделий из термопластичных Зз материалов, упрощения конструкции и обслужнвания системы, она снабжена последова. сльно устаиовленными на труболроводе высокого давления реверсивным клапаном с двумя полостями, первым дополни тельным обратным клапаном, клаланомотсекателем, вторым дополнительным обратным клапаном я клапаном дожима, выход которого соединен с цилиндром дожима пресс-формы, лерепускным трубопроводом, соединяющим одну из лолостей реверсивного клапана с лидромотором, клапаном регулирования давления в гилромоторе, соединенным с перепускным трубопроводом, клананом влрыска с двумя полостями, соединенным входом с трубопроводам высокого давления после первого дополнительного обратного клапана, а выходом - с. цилиндром влрыскаклапаном регулирования скорости впрыска, установленным мел(ду одной из полостей клапана спрыска и цилиндром впрыска, ,клапаном слива, размещенным на одном из трубопроводов слива лосле клапана впрыска, третьим дополнительным обратным клапаном, расположенным на трубопроводе низкого давления, который соединен с трубопроводом высокого давления после первого дополнительного обратного клапана между насосным агрегатом я клаланом регулирования низкого давления, клапанами сброса избытка масла, соединенными с выходом клапана регулирования низкого давления, причем клапан смыкания входом соединен с трубопроводом высокого давления между входом клапана реверсирования движения и первым дополнительным обратным клапаном, клапан реверсирования движения соединен выходом с цилиндром подвода пластикатора, причем насосный агрегат выполнен в виде соединенных с трубопроводами,высокого и низкого давления лопастных насосов. Источник ниформация, принятый во внимание лри экспертизе:1, Термопластавтомат 250 сл, модель В 3234, руководство, Одесский завод прессовЧ 1-11 П 1 МАШ, 1954, с, 58 - 65, рис. 34.861086 Л. Александровзйдамак Корректор И. Осиновска ставите Редактор Л, Ушакова ш, Харьк. фил. пред. Патент Заказ 1088/935 Изд.522 Тираж 694 Подписное НПО Поиск Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж, Раушская наб., д, 4/5
СмотретьЗаявка
2837975, 02.10.1979
МОСКОВСКИЙ ЗАВОД ИГРУШЕК "ПРОГРЕСС"
МИРОНОВ НИКОЛАЙ МИХАЙЛОВИЧ, СУРОВ ВЯЧЕСЛАВ ВАСИЛЬЕВИЧ, ФРОЛОВ НИКОЛАЙ ИВАНОВИЧ, ЛОБЗОВ ПЕТР ПЕТРОВИЧ, ЛЮЛЮКИН НИКОЛАЙ ИВАНОВИЧ, ЛАТЫШЕВ АНАТОЛИЙ ЕВГЕНЬЕВИЧ
МПК / Метки
МПК: B29F 1/00
Метки: гидравлическая, термопластавтоматом
Опубликовано: 07.09.1981
Код ссылки
<a href="https://patents.su/5-861086-gidravlicheskaya-sistema-upravleniya-termoplastavtomatom.html" target="_blank" rel="follow" title="База патентов СССР">Гидравлическая система управления термопластавтоматом</a>
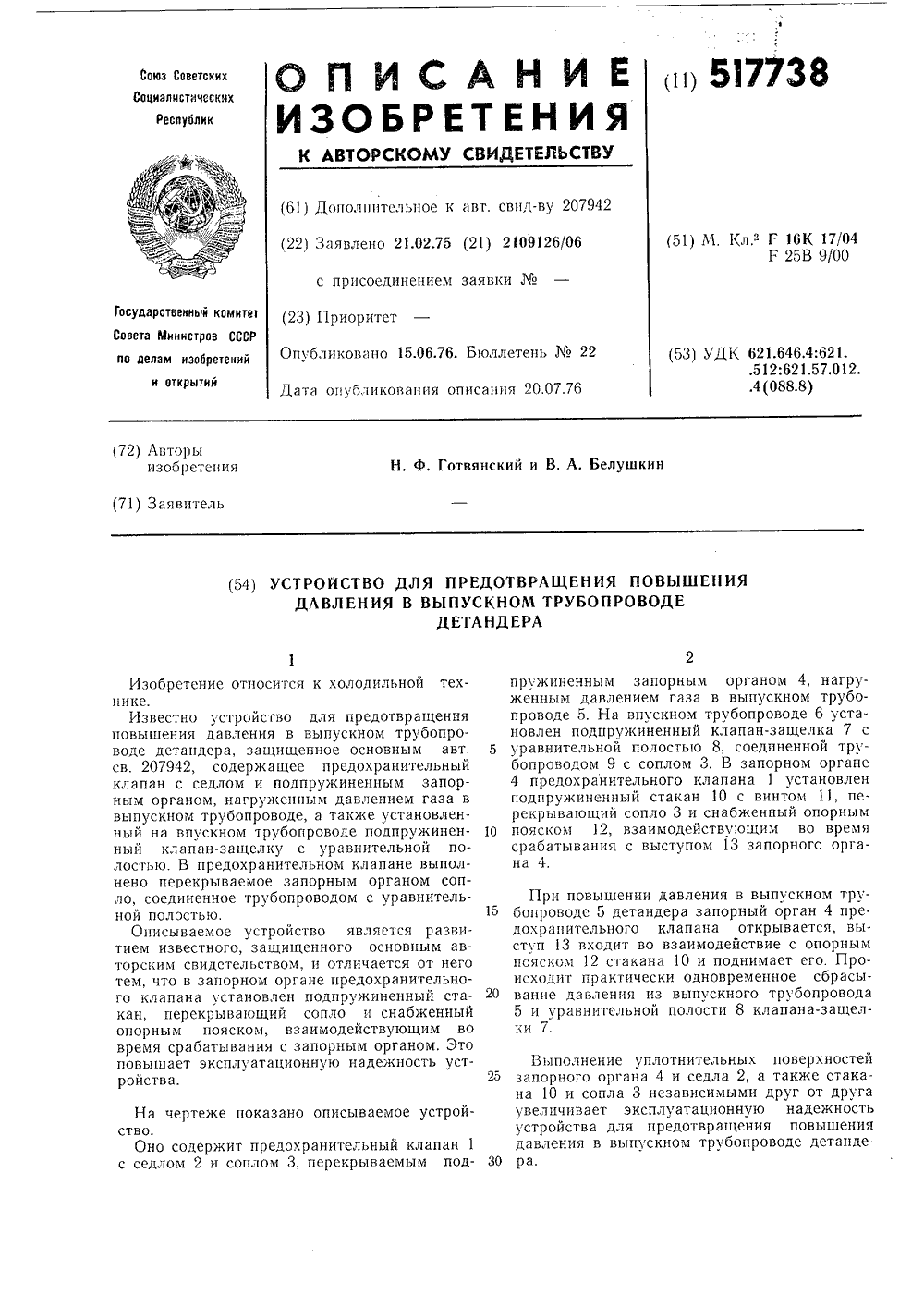
Устройство для предотвращения повышения давления в выпускном трубопроводе детандера
Номер патента: 517738
Опубликовано: 15.06.1976
Авторы: Белушкин, Готвянский
МПК: F16K 17/04
Метки: выпускном, давления, детандера, повышения, предотвращения, трубопроводе
...клапане выполнено перекрываемое запорным органом сопло, соединенное трубопроводом с уравнительной полостью.Описываемое устройство является развитием известного, защищенного основным авторским свидетельством, и отличается от него тем, что в запорном органе предохранительного клапана установлен подпружиненный стакан, перекрывающий сопло и снабженный опорным пояском, взаимодействующим во время срабатывания с запорным органом. Это повышает эксплуатационную надежность устройства. При повышении дабопроводе 5 детандердохранительного клступ 13 входит во взпояском 12 стаканаисходит практическиванне давления из в5 и уравнительной пки 7. Выполи запорного на 10 и с увеличива устройств давленияоверхн остен акже стакауг от друга...
Напорный клапан для управления гидравлическим прессом с насосно-аккумуляторным приводом

Номер патента: 544564
Опубликовано: 30.01.1977
Автор: Слюсаренко
МПК: B30B 15/16
Метки: гидравлическим, клапан, напорный, насосно-аккумуляторным, прессом, приводом
...к25 заготовке переключают напорный клапан схолостого хода на рабочий. Подается давление управления в поршневую полость цилиндра 13 управления, который своим штоком 12через толкатель 14 открывает разгрузочныйЗО клапан 9. Проходные сечения в этом клапанебольше проходного сечения зазора между штоком этого клапана и упором 23.Происходит понижение давления в наклапанной полости 22, и промежуточный клапан открывается под действием усилия цилиндра 5 13 управления и давления аккумуляторной сети на торец 24. Усилие цилиндра 13 меньше усилия, которое прижимает основной клапан 6 к седлу 2, поэтому клапан 6 остается закрытым. 1)Рабочая жидкость через открытый промежуточный клапан 8, дроссельную шайбу 7 и полость 25 поступает в цилиндр пресса....
Устройство для предотвращения повышения давления в выпускном трубопроводе детандера
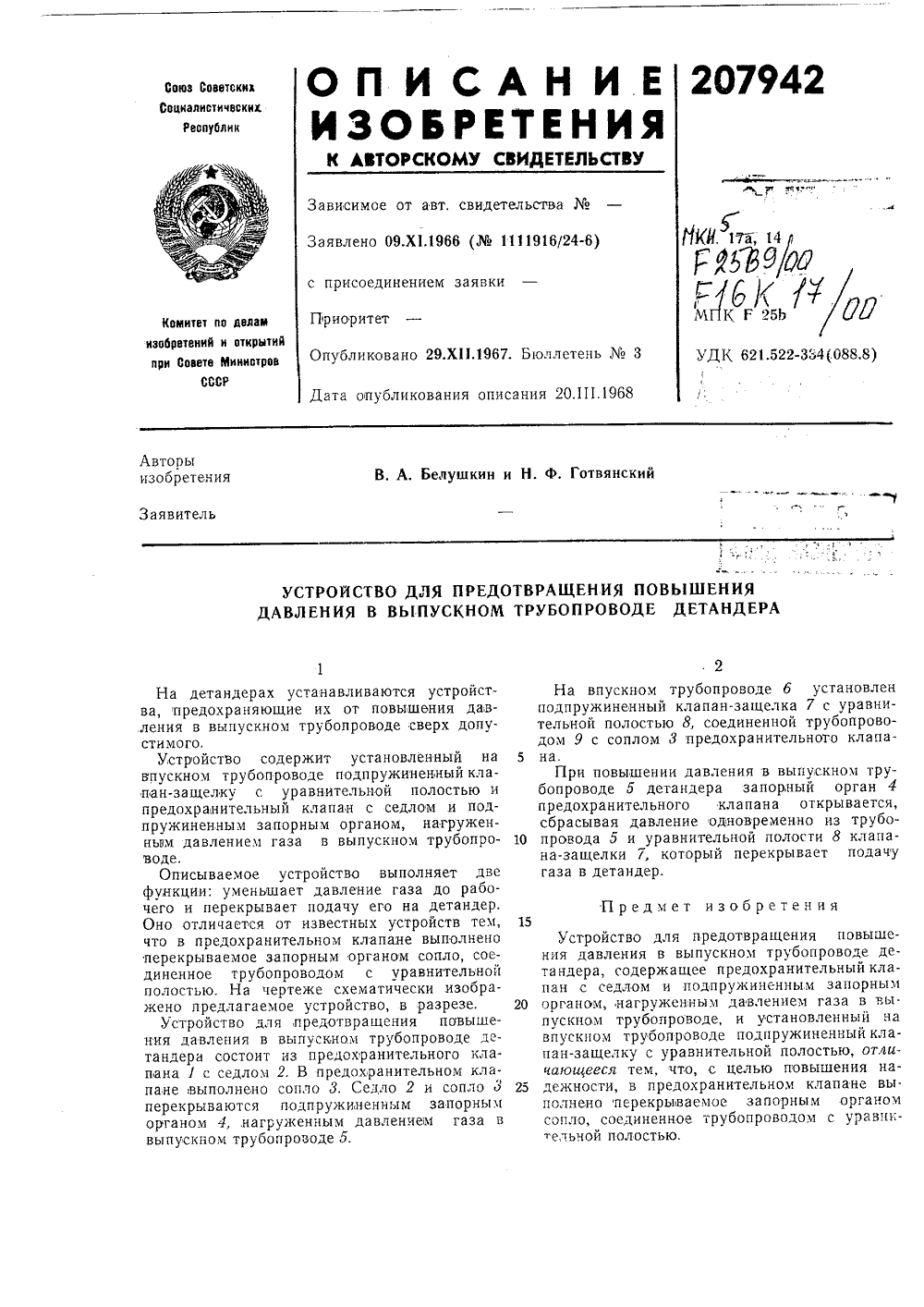
Номер патента: 207942
Опубликовано: 01.01.1968
МПК: F16H 17/00, F25B 9/00
Метки: выпускном, давления, детандера, повышения, предотвращения, трубопроводе
...с уравнительной полостью, отличающееся тем, что, с целью повышения надежности, в предохранительном клапане выполнено перекрываемое запорным органом сопло, соединенное трубопроводом с уравнктельной полостью,с присоединением заявки На детандерах устанавливаются устройства, предохраняющие их от повышения давления в выпускном трубопроводе сверх допустимого,Устройство содержит установленный на 5впускном трубопроводе подпружиненный клапан-защелку с уравнительной полостью ипредохранительный клапан с седлом и подпружиненным запорным органом, нагруженным давлением газа в выпускном трубопроводе,Описываемое устройство выполняет двефункции: уменьшает давление газа до рабочего и перекрывает подачу его на детандер.Оно отличается от...
Установка для испытания объектов внутренним давлением при высоких температурах

Номер патента: 721697
Опубликовано: 15.03.1980
Авторы: Давыдов, Жариков, Игнатьев, Кривоносов
МПК: G01N 3/12
Метки: внутренним, высоких, давлением, испытания, объектов, температурах
...электрического датчика 21 повторяет измеряемые давления на своих входах, чтобы температура и агрессивная активность оказывали воздействие только на воспринимающую давление мембрану 16, предохраняя электрический датчик 21.Давление измеряемой среды воздействует на воспринимающую давление мембрану 16, которая через шток 17 перемещает золотник 18. При перемещении (вверх) золотника 18 приоткрывается отверстие в патрубке 19 и перекрывается отверстие патрубка 20. Перемещение золотника 18 происходит до тех пор, пока давление над воспринимающей давление мембраной 16 не уравновесится измеряемым давлением под мембраной. Давление над мембраной 16 измеряется электрическим датчиком 21. С выхода электрического датчика 21 выходной сигнал поступает на...
Стенд для исследования пульсаций давления в напорном трубопроводе объемного гидронасоса

Номер патента: 1229429
Опубликовано: 07.05.1986
МПК: F04B 51/00
Метки: гидронасоса, давления, исследования, напорном, объемного, пульсаций, стенд, трубопроводе
...на расстоянии 0,4-0,6 длины 30 напорного трубопровода 1 от согласующего устройства 7.Кроме того, согласующее устройство 7 выполнено в виде участка трубопровода 8 большего диаметра, чем напорный трубопровод 1, и снабжено установленным на его входе согласующим дросселем 9. Датчики 3 - 5 подключены к блоку 10 сравнения следящей системы, 40 одинаковыми, что соответствует наступлению режима согласования напорного трубопровода и нагрузки. В напорном трубопроводе 1 образуется бегущая волна и создается режим отсутствия искажений колебаний давления, распространяемых насосом в рабочей жидкости.Предлагаемый стенд позволяет обеспечить высокую точность исследоДиаметр напорного трубопровода 1 выбирается таким, чтобы скорость течения рабочей жидкости...