Способ управления процессом резания
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 848283
Авторы: Антипов, Высоковский, Долгопольский, Паско



Текст
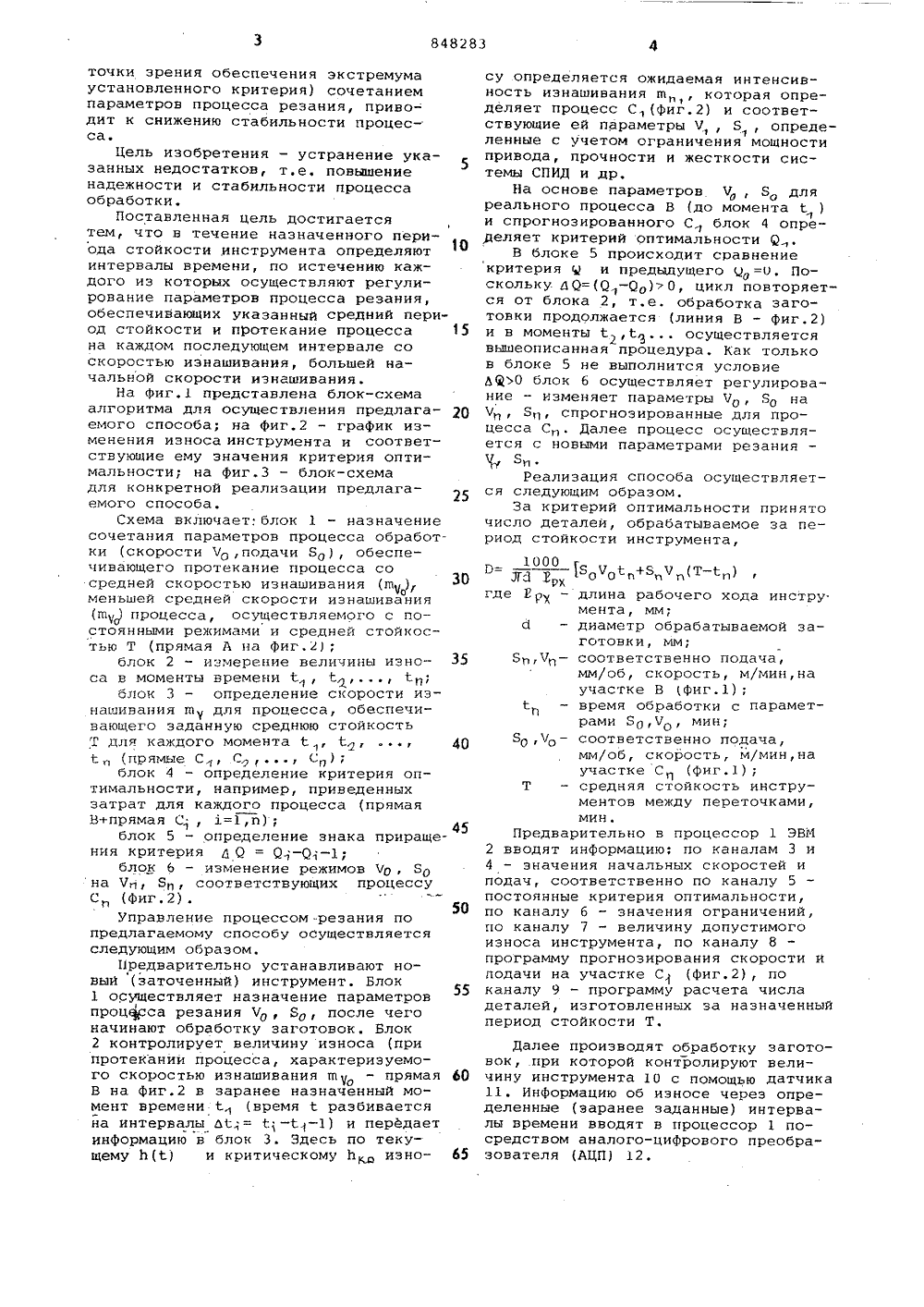
Союз Советскня Социалистических РеспубликОПИСАНИЕИЗОБРЕТЕНИЯК АВТОРСКОМУ СВИ ЕТЕЛЬСТВУ 111848283(51)М, Кл,В 23 Я 15/00 Государственный комитет СССР по аелам изобретений и открытийДата опубликования описание 23.0781 Е.С.Высоковский, Е.Д.Антипов, Б.С.Долгопольскийи В.Н.ПаськоРостовский-на-Дону научно-исследовательский институттехнологии машиностроения(54) СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ РЕЗАНИЯ Изобретение относится к металло-.обработке, в частности к способамрегулирования подачи инструмента искорости резания и может быть использовано для автоматического регулиро-вания режимов резания на металлорежущих станках,Известен способ оптимизиции режимов резания управлением приводамистанка, при котором на основе определения ограничений по параметрамрезания, величины допустимого износаинтенсивности изнашивания и текущегозначения критерия оптимальности производят автоматический поиск сочетаний параметров процесса резания,обеспечивающих экстремум критерияоптимальности.Известный способ предполагаетпробные воздействия, организованные 20в реальном масштабе времени, путемпоочередного задания нескольких ситуаций, характеризующихся определенной совокупностью значений сечениясреза, подачи, скорости резания искорости износа инструмента. При каждой из этих ситуаций станок работает некоторый конечный отрезок времени, в течение которого проводитсяанализ пробного воздействия в виде ЗО расчета текущего значения критерия оптимальности. В зависимости от вычисленного значения критерия.и его значений при предыдущих ситуациях, назначают новое сочетание параметров процесса обработки. После ряда пробных воздействий принимается оптимальный режим резания, обеспечивающий . минимальное иэ всех полученных значение принятого критерия 1.Недостатками известного способа являются многократный поиск сочетаний параметров процесса резания, заключающийся в пробном воздействии на процесс в реальном масштабе времени, при котором каждый новый инструмент изнашивается с различной интенсивностью, что приводит к,увеличению разброса величин износа партии инструментов по сравнению с процессом, осуществляемым при постоянных режимах резания.Это приводит к увеличению рассеивания стойкости инструмента и к снижению надежности процесса обработки. Кроме того,необходимость пробных воздействий каждого вновь установленного инструмента на определенном отрезке времени (равному части периода стойкости), который характеризуется неоптимальньи (сточки зрения обеспечения экстремумаустановленного критерия) сочетаниемпараметров процесса резания, приводит к снижению стабильности процесса.Цель изобретения - устранение указанных недостатков, т.е, повышение5надежности и стабильности процессаобработки.Поставленная цель достигаетсятем, что н течение назначенного периода стойкости инструмента определяютинтервалы времени, по истечению каждого из которых осуществляют регулирование параметров процесса резания,обеспечивающих указанный средний период стойкости и протекание процесса 5на каждом последующем интервале соскоростью изнашивания, большей начальной скорости изнашивания,На фиг.1 предстанлена блок-схемаалгоритма для осуществления предлага- оемого способа; на фиг.2 - график изменения износа инструмента и соответствующие ему значения критерия оптимальности; на фиг.3 - блок-схемадля конкретной реализации предлагаемого способа.Схема включает; блок 1 - назначениесочетания параметров процесса обработки (скорости Чо,подачи Яо), обеспечинающего протекание процесса сосредней скоростью изнашинания (вменьшей средней скорости изнашивания(ш)о) процесса, осуществляемого с постоянными режимами и средней стойкостью Т (прямая А на фиг,2);блок 2 - измерение величины иэноса н моменты времени Ф.,блок 3 - определение скорости изнашинания щ,) для процесса, обеспечивающего заданную среднюю стойкостьт для каждого моментаС40(прямые С С Сд);блок 4 - определение критерия оптимальности, например, приведенныхзатрат для каждого процесса (прямаяВ+прямая С;, 3.=1,п);45блок 5 - определение знака приращения критерия д 0 = 0.)-0-1;блок 6 - изменение режимов ЧО, БОна Ч, Яп, соответствующих процессуС, (Фиг.2).50Управление процессом -резания попредлагаемому способу осуществляетсяследующим образом.Предварительно устанавливают новый (заточенный) инструмент. Блок551 осуществляет назначение параметровпроцрса резания Чо, Бо, после чегоначинают обработку заготовок. Блок2 контролирует величину износа (припротекании процесса, характеризуемого скоростью изнашивания щ - прямая 60В на фиг.2 в заранее назначенный момент времени(время т. разбиваетсяна интервалы д 1: = 1:; -.)-1) и перЕдаетинформацию н блок 3. Здесь по текущему Ь(1) и критическому Ь изно су определяется ожидаемая интенсивность изнашивания в , которая опренделяет процесс С,(фиг.2) и соответствующие ей параметры Ч Б , опреде 1ленные с учетом ограничения мощностипривода, прочности и жесткости системы СПИД и др.На основе параметров Чц, Бо дляреального процесса В (до момента 1 )1и спрогноэированного С блок 4 опре,деляет критерий оптимальности ЯВ блоке 5 происходит сравнениекритерияи предыдущего ио -- О. Поскольку. д 0= (0 - 0 ) ) О, цикл повторяется от блока 2, т.е. обработка заготовки продолжается (линия В - фиг.2)и в моменты 1 ,1,3 осуществляетсявышеописанная процедура. Как тольков блоке 5 не выполнится условиеЬ)0 блок б осуществляет регулирование - изменяет параметры Чо, Яо наБп, спрогноэированные для процесса Сд, Далее процесс осуществляется с новыми параметрами резанияБи.Реализация способа осуществляется следующим образом,За критерий оптимальности приняточисло деталеи, обрабатываемое за период стойкости инструмента,РХгде Юр - длина рабочего хода инстру.Хмента, мм;с 1 - диаметр обрабатываемой заготовки, мм;Бп,Чп- соответственно подача,мм/об, скорость, м/мин,научастке В (фиг.1);время обработки с параметрами БОЧоф минЯо,Чо - соответственно подача,мм/об, скорость, м/мин,научастке С, (фиг.1);Т - средняя стойкость инструментов между переточками,мин.Предварительно в процессор 1 ЭВМ 2 вводят информацию; по каналам 3 и 4 - значения начальных скоростей и подач, соответственно по каналу 5 постоянные критерия оптимальности, по каналу б - значения ограничений, по каналу 7 - величину допустимого износа инструмента, по каналу 8 программу прогнозирования скорости и подачи на участке С( (фиг.2), по каналу 9 - программу расчета числа деталей, изготовленных эа назначенный период стойкости Т.Далее производят обработку заготовок, .при которой контролируют величину инструмента 10 с помощью датчика 11. Информацию об износе через определенные (заранее заданные) интервалы времени вводят и процессор 1 посредством аналого-цифрового преобразователя (АЦП) 12.Формула изобретения Для каждого момента времени с учетом информации, введенной по каналам 6 и 7, производят прогнозирование скорости и подачи, обеспечивающих заданную среднюю стойкость. В процессоре 1 осуществляется расчет деталей 0 для спрогнозированных скорости и подачи по программе, введенной по каналу 9, с учетом информации, ,полученной по каналам 3,4 и 5, и сравнение с рассчитанным числом де талей О -1 для предыдущего момента времени.В случае, когда О; 7 0-1, режим обработки не изменяется. В том случае, когда Р; О -1, принимаются значения скорости й подачи спрогнози" рованные на последнем шаге. Эти значения преобразуются в цифроаналоговом преобразователе (ЦАП) 13 из цифрового кода в аналоговые значения и подаются на соответствующие уси лители скорости 14 и подачи 15.Последние осуществляют изменение параметров режима резания в приводе 16 станка 17.Далее обработка производится с 5 вновь установленными скоростью и подачей.После замены инструмента процессор 1 через ЦАП 13 и усилители 14 и 15 подает на привод 16 сигналы, ЗО соответствующие начальным значениям скорости и подачи, введенными по каналам 3 и 4. Процесс обработки повторяют по вышеприведенному описанию до очередной замены инструмента.При сохранении практически одинаковой средней стойкости разброс ее, характеризуемый средне квадратными отклонениями, уменьшается при управлении процессом по предлагаемому способу на 39,2, что повышает на О дежность технологической операции и дает возможность повысить эффективность планово-предупредительной замены инструмента на автоматизированном оборудовании и автоматическихлиниях. Кроме того, процесс обработки при управлении осуществляется сбольшей производительностью, причемсредне квадратное отклонение числаобработанных деталей каждым инструментом от средней величины уменьшается на 25,5, что повышает стабильность процесса. Способ управления процессом резания с обеспечением критерия оптимальности, путем определения постоянных составляющих критерия оптимальности, ограничения по параметрам процеса резания, величин допустимого износа, текущего значения критерия оптимальности, параметров процесса резания и скорости изнашивания, производят автоматический поиск параметров процесса резания, о т л и ч а ю щ и Я с я тем, что, с целью повышения надежности и стабильности процесса, в течение назначенного периода стой кости инструмента определяют интервалы времени, по истечению каждого иэ которых осуществляют регулирование параметров процесса резания, обеспечивающих указанный средний период стойкости и протекание процесса на , каждом последующем интервале с интенсивностью изнашивания, большей начальной интенсивности. Источники информации,принятые во внимание при экспертизе 1. Авторское свидетельство СССР Р 441132, кл. В 23 О 15/00, 1973.Эаказ Тираж 770 ПодписноеИ Государственного комитета СССРделам изобретений и открытий5, Москва, Ж, Раушская наб., д.4/ 13 П Патент, г.ужгород, ул.Проектная, 4 лиа Составитель В.Жигановедактор К.Шандор Гехред Т.Маточка Корректор О.Билак
СмотретьЗаявка
2784780, 25.06.1979
РОСТОВСКИЙ-НА-ДОНУ НАУЧНО-ИССЛЕДОВА-ТЕЛЬСКИЙ ИНСТИТУТ ТЕХНОЛОГИИ МАШИНО-СТРОЕНИЯ
ВЫСОКОВСКИЙ ЕВГЕНИЙ СЕМЕНОВИЧ, АНТИПОВ ЕВГЕНИЙ ДАНИЛОВИЧ, ДОЛГОПОЛЬСКИЙ БОРИС САМОЙЛОВИЧ, ПАСЬКО ВИКТОР НИКОЛАЕВИЧ
МПК / Метки
МПК: B23Q 15/00
Опубликовано: 23.07.1981
Код ссылки
<a href="https://patents.su/5-848283-sposob-upravleniya-processom-rezaniya.html" target="_blank" rel="follow" title="База патентов СССР">Способ управления процессом резания</a>
Устройство для определения состояния режущего инструмента в процессе резания

Номер патента: 1180756
Опубликовано: 23.09.1985
Авторы: Махмудов, Остафьев, Скицюк
МПК: G01N 3/58
Метки: инструмента, процессе, режущего, резания, состояния
...счетчика 15 количества выбросов соединен с выходом компаратора 9, а его выход - с первым входом запоминающего блока, 5, второй вход которого соединен с выходом счетчика 13 длительности выбросов.Пер-. вый вход цифроаналогового преобразователя 4 через триггер 8 подключен к выходу счетчика 11 регистрации уровня сигнала, вход которого соединен с выходом компаратора 9, Второй вход цифроаналогового преобразователя 4 подключен к выходу арифметико-логической схемы 6, а выход цифроаналогового преобразователя 4 подключен к второму входу компаратора 9, Выход генератора 14 опорных импульсов и вход первого логического элемента И 10 соединены между собой и подключены к входу второго логического элемента И 12,Устройство для определения состояния...
Устройство для автоматического контроля и управления процессом резания на станках с чпу

Номер патента: 1231485
Опубликовано: 15.05.1986
МПК: G05B 19/18
Метки: процессом, резания, станках, чпу
...в режим хранения (фиг. 4 т)Детектор 3025 выполняет одно полупериодное выпрямление (фиг. 4 В), Фильтр 31 осуществляет (фиг. 4 г) низкочастотную Фильтрацию (0,2-15 Гц), устраняя высокочастотную составляющую спектра (80- З 0 50 Гц), обусловленную собственной частотой системы шпиндель -. оправка.Узел 32 выделяет переменную составляющую сигнала (фиг. 4 д), а узел 33 осуществляет достаточно точное 35 дифференцирование сигнала (фиг. 4 е). На выходе диодного ограничителя 36 (фиг, 4 зд Формируется сигнал, амплитуда которого имеет величину, необходимую для работы с дискретными 40 интегральными микросхемами,(ИМС), например, 5 В - "1" для ИМС 155 серии. Формирователь 37 по заднему Фронту сигнала выдает короткий импульс заданной длительности (фиг,4...
Устройство для регулирования силовых параметров и рабочей подачи процесса резания

Номер патента: 1270744
Опубликовано: 15.11.1986
МПК: G05B 11/01
Метки: параметров, подачи, процесса, рабочей, резания, силовых
...из решения матричного дифференциального уравнения Риккати, Основной задачей, решаемой цепью МОС в устройстве, является снижение нежелательного влияния запаздывания в объекте на качество процессов в устройстве. Образуемый при замыкании цепи МОС контур должен быть устойчив 20 независимо от внешнего контура, содержащего объект регулирования, что может быть достигнуто с помощью последовательно корректирующего блока 76, включаемого перед приводом.Структура и параметры последовательной коррекции могут быть выбраны путем анализа устойчивости контура с ИОС по критерию Найквиста. Поскольку основными критериями качества работы З 0 для таких устройств как предлагаемое являются себестоимость или производи. тельность обработки, окончательный...
Способ управления процессом резания

Номер патента: 1393532
Опубликовано: 07.05.1988
Авторы: Буряк, Выслоух, Маслов, Остафьев, Скицюк
МПК: B23B 25/06
...которое сравнивают с заданным, соответствующим оптимальному значению перераспределенной температуры резания Т, , Оптимальную температуру резания предварительно рассчитывают ца ЭВИ с учетом физико- механических свойств обрабатываемого 20 и инструментального материалов, а затем определяют перераспределение ее значений н месте контакта режущей пластины и нагревательного элемента. Процесс Нагрев-контроль поперемен но повторяют до достижения заданной температуры пластины, цо не превышающей оптимальное ее значение. При выполнении последнего условия ЭВМ подает команду по каналу 20 на блок 21 управления привода подач, а последний включает привод 22 подач.В процессе резания осуществляют попеременный нагрев и контроль температуры пластины...
Сопловой насадок для подачи распыленной смазывающе охлаждающей жидкости на режущие кромки инструмента в процессе резания

Номер патента: 127547
Опубликовано: 01.01.1960
Автор: Тихонов
МПК: B23Q 11/10
Метки: жидкости, инструмента, кромки, насадок, охлаждающей, подачи, процессе, распыленной, режущие, резания, смазывающе, сопловой
...кольцевая полость б отделена от камеры 7 стенкой 8, выполненной из микропористой керамики. В торцовои части насадка со стороны выходного отверстия соплаимеется гнездо с резьбой, через которое уста 11 авливается стенка 8, за 1 ерепляемая гайкОЙ 9. Торцы стенки 8 уплотнены прикрепленными к нейдвумя .,лорвиниловыми прокладками 10; для предохранения этих прок,1 ЯДОК от разругцепия при завинчивании гаики 9 нп ПослеДней закреплена разрезная ц 1 айбя 11; уплотнение резьбы осуьцеств 1 ено посреистВом хлорвиниловой прокладки 12,3 й 127547 Воздух из сети поступает под давлением в направлении стрелки А к регуляторам 18 и 14 давления, из которых первый понижает давление воздуха до необходимого (около 3 кг/см), после чего воздух проходит по каналу...
Предыдущий патент: Устройство для охлаждения
Следующий патент: Устройство для переключения рабочегооргана
Случайный патент: Устройство для контроля местоположения подвижного объекта