Система регулирования параметров листовиз термопластов при их изготовлении
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 830326
Автор: Серегин
Текст
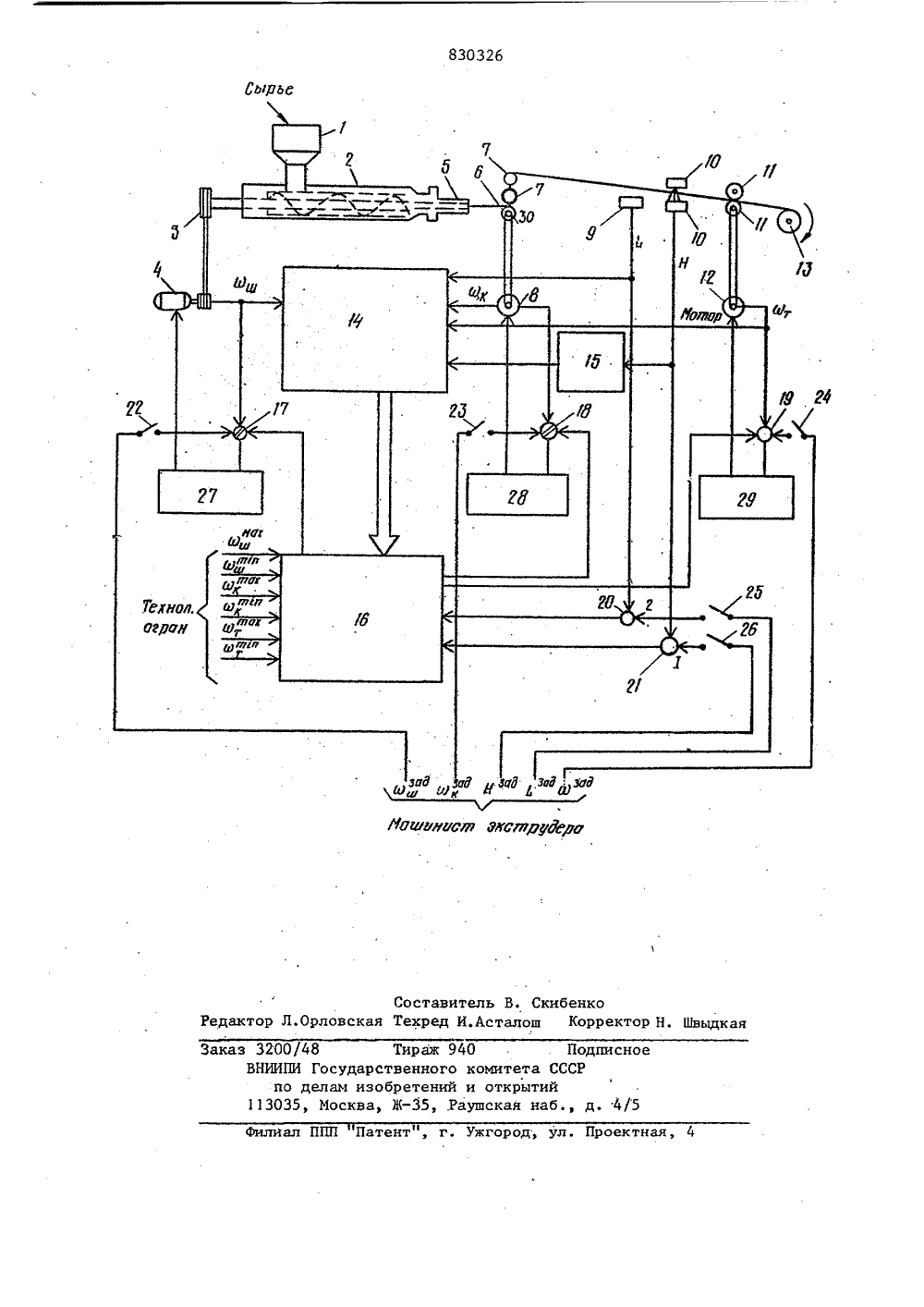
и 830326 Союз СоветскихСоциалистическихРеспублик ОП ИСАНИЕИЗОБРЕТЕН ИЯК АВТОРСКОМУ СВИДЕТЕЛтзСТВУ(22) Заявлено 12.07. 78 (21) 2644615/18-24 6 05 0 5/06 с присоединением заявки Ло -Государственный комитет СССР ио делам изобретений и открытий(72) Автор изобретения В. Н. Серегин 1) Заявитель 4) СИСТЕМА РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ ЛИС ИЗ ТЕРМОПЛАСТА ПРИ ИХ ИЗГОТОВЛЕНИИ проЭнаистов из те етодом экст листов опре диационным замеров в н У Изобретение относится к технике управления технологическими процессами получения высококачественных полимерных материалов методом экструзии и .может применяться в химическойЪ 5 промышленности.Известно устройство для регулирования средней толщины л р мопластов, получаемых и Руг зии, в котором толщинаделяется сканирующим ратолщиномером по данным ескольких зонах листа по его ширине и - тем изменения скорости вращения валков каландра 1.11Недостатком указанного устройства является то, что изменение скорости вращения валков каландра приводит к изменению не только средней толщины листов, но и их ширины, так как каландр оказывает на полимерную ленту прокатывающее и вытягивающее воздействия. Кроме того, в устройстве не учитывается изменение производительности экструдера и при .стабильной средней толщине ленты можно получать .ленту разной ширины, варьируя скорость вращения шнекового механизма . Геомет рические показатели качества листов, такие как толщина, ширина и прямо" угольность, играют важную роль в цессах дальнейшей их переработки пример, методом вакуумфбрмования в холодильной промышленности.Известен также способ автоматического регулирования ширины полимерных материалов 1,21 по результатам измерения скорости изменения и величины ширины ленты путем воздействия на температурный режим формующей головки экструдера в соответствующей зоне по ее ширине.Этот способ имеет существенный недостаток, поскольку изменение температурного режима вдоль Формующей головки экструдера приводит к изменению ее производительности и следователь-,830326 3но, к изменению средней толщины лен тыНаиболее близким по технической сущности к данному изобретению являет.- ся система регулирования параметров листов из термопластов при их изготовлении, содержащая толщиномер, соединенный с блоком усреднения и через первый элемент сравнения с первым входом блока регулирования параметров 10 листов, второй вход которого соединен с датчиком ширины через второй элемент сравнения, а первый и второй выходы соединены соответственно через третий и четвертый элементы срав 15 нения с блоком регулирования числа оборотов каландра и с блоком регулирования оборотов шнека экструдера соединенного с датчиком оборотов шнека, и тянущий механизм, соединенный 20 ,с блоком регулирования числа оборотов тянущего механизма 13.1.Основным недостатком этой системы является то, что в ней предполагается постоянство ширины ленты, которое 25 должно обеспечиваться ножницами, установленными на участке между формующей головкой экструдера и каландром.ФНа самом деле ножницы обеспечивают ширину ленты не больше заданноФ по- З 0 ложением ножниц, но, очевидно, еще неостывший экструдат, который подвергается окончательной термопластической обработке на участках "головкакаландр" и "каландр-тянущий механизм",35 можно подвергнуть вытяжке на этих участках за счет изменения числа оборотов электроприводов шнека, каландра и тянущего механизма и тем самым можно не только получить ширину 0 листов меньше заданной, но даже порвать полимерную ленту,Целью изобретения является повышение точности системы регулирования,45Поставленная цель достигается тем, что в систему введены пятый элемент сравнения, датчик оборотов тянущего механизма и блок коррекции, входы которого соединены с датчиками оборо 50 тов шнека, каландра, тянущего механизма, датчиком ширины и с выходом блока усреднения. Выход блока коррекции соединен с третьим входом блока регулирования параметров листов, третий выход которого соединен через пятый элемент сравнения с блоком регулирования числа оборотов тянущего механизма. 4 Функциональная схема предлагаемой системы приведена на чертеже. Система содержит экструдер, состоящий из загрузочного бункера 1, ци линдра 2, в котором вращается шнек,связанный через датчик 3 оборотов шнека с электродвигателем 4, головку5, которая формирует полимерную ленту6, валки каландра 7 с электроприводом 8,датчик ширины 9, толщиномер10, датчик 11 оборотов тянущего механизма с электроприводом 12, укладчик 13 готовых листов, блок коррекции14 блок усреднения 15, блок 16 регулирования параметров листов, элементысравнения: четвертый 17, третий 18,пятый 19, второй 20, первый 21, ключи 22-26, блок 27 регулирования числа оборотов шнека экструдера, блок28 регулирования числа оборотов каландра, блок 29 регулирования числа оборотов тянущего механизма, датчик 30 оборотов каландра,Система регулирования параметров при изготовлении листов из термопластов работает следующим образом.На блок коррекции 14 поступают сигналы угловых скоростей вращения шнека валков каландра 7, тянущего механизма с тахогенераторов, установленных на валу соответствующих электроприводов, сигнал датчика ширины 9 и через блок усреднения 15 - сигнал толщиномера .10. В блоке 14 значения угловых скоростей и ширины усредняются в течение промежутка времени, необходимого для завершения цикла сканирования толщиномера 10. Датчики угловых скоростей и ширины спрашиваются периодически с циклом примерно 20 с, а цикл сканирования толщиномера равен примерно 10 с. Средне значения угловых скоростей вращения электроприводов, средняя ширина и средняя толщина ленты в блоке коррекции 14 запоминаются в течение и циклов сканирования толщиномера 10, где и определяется по формулеи=/ь С, (1)Ь - величина транспортного запаздывания измерения толщины ленты от формующей головки до толщиномера (8-12 мин):д Т- цикл сканирования толщиномера 10.Затем измеренные в последнем из и .циклов сканирования толщиномера 10 значения средней толщины и ширины+ Ш1.-1.+аЮ 10 45 5ленты сравниваются с их значениями, рассчитанными по регрессионной модели процесса: Н ,1. - значения средней толщины иширины ленты соответственно,рассчитанные по модели: 68 - средние значения угловых скоЯ ", ростей вращения шнека, каландФ-оЙ г ра и тянущего механизма соответственно, измеренные и цик-.лов назад:НОЬо, - коэффициенты регрессионной 0 й,о 2, модели процесса, которые опрес,а деляются экспериментально иотражают. специфику данноготехнологического оборудованиядля получения листов из полимера;й- дискретный параметр времени(число циклов): т.е, вычисляются величины рассогласований:30й - среднее измеренное в последнем из циклов и значение толщины ленты, а- аналогично среднее измеренноез 5значение ширины ленты.Если имеет место рассогласование хотя бы по одному из параметров листов, то в блоке коррекции 14 производится коррекция коэффициентов модели 40 ,(2) по рекуррентным формулам метода стохастической аппроксимации(, ) а 4 Б ФЯЬ-Ю( Ф-И Ь+4 1 1 ф-(2 и),6Коррекция коэффициентов модели (2) по формулам (4) производится в блоке коррекции 14 в реальном масштабе времени по мере поступления новых измеренных значений средней толщины и ширины ленты в результате завершения очередного цикла сканирования толщиномера 10. При этом в блоке 14 запоминаются новые значения эзих параметров, а старые, измеренные и циклов назад, стираются. Таким образом, в блоке 14 постоянно запоминаются и средних значений угловых скоростей и средние значения толщины и ширины. Вычисления по формулам (4) заканчиваются тогда, когда будут равны нулю величины рас" согласований, т.е, модель (2) правильно описывает технологический процесс и1, =1 г =О (5)После этого управление передается блоку 16 регулирования параметров листов, на вход которого поступают со второго и первого элементов сравнения 20,21 сигналы рассогласований измеренных значений средней толщины и ширины ленты с их заданными значениямид н, Е,:Ь - (6) Если хотя бы одна из величйн этих рассогласований не равна нулю, то произвоцится уточнение соотношений оборотов (вытяжех) следующим образом.Сначала решается совместная система линеййых относительно, величин вытяжек - й , -ь- уравненийД)Яа,ак т1Н -н =а к+аХад О 1 г аЬ Ьо=аг 1+а 22 2 (7)аале 0 г"л лЬМщ Ь кХ= - 11 =ф 1 йгде Н ,1. - заданные значения толзад ф Задщины и ширины лентысоответственно.А затем рассчитываются новые значения заданий блока 28 регулирования числа оборотов каландра и блока 29 регулирования числа оборотов тянущего механизма по формуламЙ л 1 л 1(л-о 2 лФЛ 1(лфЛ(2. ( р к После окончания расчетов проверяется выполнение технологических огра 7 830326ничений, так как нельзя варьировать , выситьскорости электроприводов в неограни-личить, ченных пределахтай ъпАщо оРщ(.щ щи сигналы новых заданий поступают на третий и пятый элементы сравнения 18, 19 в контуры стабилизации числа оборотов каландра и тянущего механизма, 10 При этом в случае выхода технологического параметра за допустимые (9) пределы, за новое значение задания регулятору берется ближайшее ограничение к рассчитанному значению, т.е, если 15фЪа). , за сЬ,принимаетсяйсвеличина юЕсли после выдачи управляющих воздействий, рассчитанных по формуле (8) величины рассогласований (6 ) не уменьшаются,то рассчитываются величины новых заданий регуляторам числа оборотов шнека и тянущего механизма по . Формулам25и проверяется выполнение технологических ограничений по формуламтбир Ъсд оь урду Ъсц, споф30 щ Уо с В,ю щ са(11)ЩПосле того как определены величины заданий регуляторам числа оборотов шнека и тянущего механизма сигналы новых заданий поступают в контуры стабилизации числа оборотов шнека и тянущего механизма через четвертые и пятые элементы сравнения 1,19..Если два способа уцравления неэффективны или ухудшается качество листов по неизмеряемым показателям (портится глянец, появляются вмятины, или раковины и тд., то управление процессом берет йа себя машинист 4экструдера.Введение пятого элемента сравнения и блока коррекции позволяет поСистема регулирования параметров при изготовлении листов из термо- . ,пластов, содержащая толщиномер, соединенный с блоком усреднения и через первый элемент сравнения с первым входом .блока регулирования параметров листов, второй вход которого соединен с датчиком ширины через второй элемент ,сравнения, а первый и второй выходы соединены соответственно через третий и четвертый элементы сравнения с блоком регулирования числа оборотов каландра и с блоком регулирования числа оборо- тов шнека экструдера соединенного с датчиком оборотов шнека, и тянущий меха низм, соединенный с блоком регулирования числа оборотов тянущего механизма, отличающаяся тем, что, с целью повышения точности системы, в нее введены пятый элемент сравнения, датчик оборотов тянущего механизма и блок коррекции, входы которого соединены с датчиками оборотов шнека, каландра, тянущего механизма, датчиком ширины и с выходом блока усреднения, а выход соединен с третьим входом бпока регулирования пара-. метров листов, третий выход которого соединен через пятый элемент сравнения с блоком регулирования числа оборотов тянущего механйзма.Источники информации,принятые вовнимание при экспертизе1 Патент США У 3609326, кл . 135151, опублик. 1970.2. Авторское свидетельство СССРР 445029, кл. 6 05 О 3/06, 1972,3. Патент Великобритании Р 1413676,клф 0 05 0 5/02, опублик. 1972830326 СИРье Иошьиист алгщруй Составитель В. СкибенкоРедактор Л.Орловская Техред И.Асталош Корректор Н. Швьдкая Патент", г. Ужгород, ул. Проектн ал аказ 3200/48 ВНИИПИ Государст по делам изоб 113035, Москва, раж 940 Подписнонного комитета СССРтений и открытий35, .Раушская наб., д, 4/5
СмотретьЗаявка
2644615, 12.07.1978
ПРЕДПРИЯТИЕ ПЯ Г-4849
СЕРЕГИН ВАДИМ НИКОЛАЕВИЧ
МПК / Метки
МПК: G05D 5/06
Метки: изготовлении, листовиз, параметров, термопластов
Опубликовано: 15.05.1981
Код ссылки
<a href="https://patents.su/5-830326-sistema-regulirovaniya-parametrov-listoviz-termoplastov-pri-ikh-izgotovlenii.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования параметров листовиз термопластов при их изготовлении</a>
Механизм вращения и перемещения шнека машины для литья под давлением

Номер патента: 648065
Опубликовано: 15.02.1979
Автор: Томас
МПК: B29F 1/06
Метки: вращения, давлением, литья, механизм, перемещения, шнека
...и цапфа 9 жестко соедине- В начале рабочего цикла шнек 5 и порны друг с другом, На своем конце, обращен-шень 8 находятся в крайнем переднем полоном к двигателю 4, полый поршень 8 имеет Ао жении. Фаза дозирования начинается с мокольцеобразный участок с наружным диа- мента вращения шнека 5 от двигателя 4 метром 4, поверхность которого сопрягается и через приводной вал 10. Пластицированс внутренней поверхностью полого гидро- ная масса перемешав,ся вдоль шнека 5 и. цилиндра 1 по скользящей посалке. Внут- накапливается в сопловой части машины.ренняя поверхность кольцеобразйотоучаст-При этом шнек 5 и связанный с ним поршень ка выполнена с продольными канавками е, ф 5 8 отходят назад до установленной конечным расположенными...
Устройство для коррекции числа импульсов по входному параметру

Номер патента: 334544
Опубликовано: 01.01.1972
Авторы: Славнитский, Хакимов
МПК: G05B 5/01
Метки: входному, импульсов, коррекции, параметру, числа
...чертеже показана блок-схема устройства,Устройство состоит из датчика 1 параметра, делителя 2 импульсов, преобразователя 3параметра в число импульсов и блок 4 вычитания.Предположим, что делитель 2 импульсовустановлен на О, а на выходе преобразовате,ия 3 параметра в число импульсов импульсыотсутствуют. Поступающие на первый входблока 4 импульсы одновременно поступаютна выход устройства и на первый вход преобразователя 3. На выходе преобразователя 3 прн поступлении каждого импульса появляется серия импульсов, число которых пропорционально преобразуемому параметру, Так как выход 5 преобразователя 3 соединен со входом делителя 2 с коэффициентом деления гг, то через и импульсов, поступивших на вход делителя 2, на его выходе появляется...
Устройство для корректировки числа импульсов по переменному параметру

Номер патента: 498727
Опубликовано: 05.01.1976
Авторы: Славнитский, Хакимов
МПК: H03K 5/153
Метки: импульсов, корректировки, параметру, переменному, числа
...соединен со вторым входом преобразователя переменного параметра в число импульсов, выход которого соединен со вторым входом вычитателя.На чертеже изображена структурная электрическая схема устройства.Устройство состоит из последовательно соединенных вычитателя 1 и делителя импульсов 2 (выход вычитателя является выходом устройства) и датчика переменного параметра д, соединенного с первым входом преобразователя переменного параметра в число нхпульсов 4. Предположим, что делитель импульсов 2предварительно сброшен на О, а на выходе преобразователя параметра в число импульсов 4 импульсов нет. Импульсы, поступающие на 15 вход вычитателя 1, одновременно попадают навыход устройства и на вход делителя импульсов 2. При поступлении и-ного...
Устройство для коррекции числа импульсов по входному параметру

Номер патента: 1187146
Опубликовано: 23.10.1985
Авторы: Десяткин, Михайлов, Щербина
МПК: G05B 5/01
Метки: входному, импульсов, коррекции, параметру, числа
...на его второй вход, начинает Формироваться импульс стандартной длительности Т , Из импульсной .пос ледовательности Р, поступающей на первый вход преобразователя 2 единичного импульса в серию, формируется вспомогательная последовательностьсостоящая из пакетов импульсов, 55 причем каждый пакет импульсов имеет общую длительность Т , состоит из 1 импульсов последовательности Р и(3) где Ь - число импульсов, отсчитанное первым счетчиком 13; Т= 1/Р - период следования импульсов опорной частоты от мультивибратора 7Передний фронт импульса Т соотс ветствует заднему фронту импульса последовательности 1 б, Длительность начало каждого пакета импульсов соответствует окончанию каждого импульса последовательности, поступающей на второй вход...
Приспособление для регистрации числа оборотов различных механизмов

Номер патента: 35396
Опубликовано: 31.03.1934
Автор: Соколов
МПК: G06M 3/00
Метки: механизмов, оборотов, различных, регистрации, числа
...4 осуществляется при помощи укрепленной на валике втулки 25, снабженной на окружности выступом 26, входящим в прорез кулачка 6 и ограничивающим движение последнего,На фиг. 4, изображающей кулачок 6 приведенным пружиной рычага в крайнее положение, соответствующее разомкнутому состоянию контактов, эти контакты показаны выполненными несколько иначе, чем на фиг. 2 и 3. При применении таких контактов исключается необходимость включения в цепь прибора 12 отдельных деталей приспособления, например, рычага 9,Предмет изобретения.1. Приспособление для регистрации числа оборотов различных механизмов, с применением укрепленного на валу механизма контакта, производящего периодическое замыкание цепи регистрируемого прибора, отличающееся тем, что, с...
Предыдущий патент: Устройство для перестройки параметровавторулевого
Следующий патент: Регулятор соотношения расходовдвух потоков газа
Случайный патент: Устройство для регулирования продольной подачи