Система регулирования диаметратрубы
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Текст
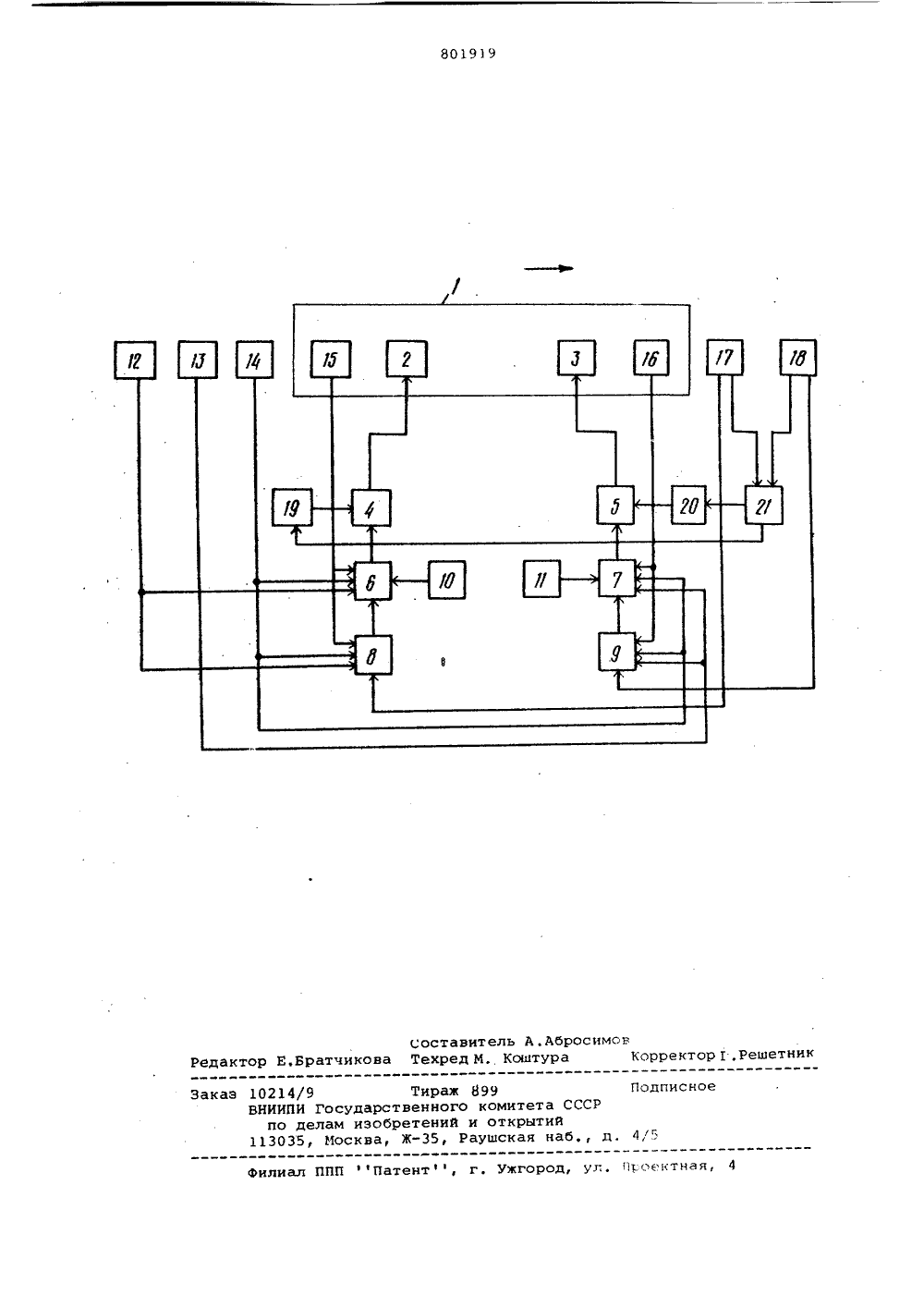
Союз Советскиа СоциалистическимиРеспублик ОП ИСАНИЕИЗОБРЕТЕНИЯК АВ 1 ОРСКОМУ СВ ТЕЛЬСТВУ(23) Приоритет Государстаениый комитет СССР по делам изобретений и открытий(71) За яв ит ель(54) СИСТЕМА РЕГУЛИРОВАНИЯ ДИАМЕТРА ТРУБЫ Изобретение относится к металлургии и может бытЪ применено в области регулирования диаметра трубы, в многоклетеных двухвал.:оных калибровочных или редукционных станах с клетями, попеременно наклоненными в различные стороны под углом 45 к горизонту и под углом 90 о друг к другу, и трубопрокатном произнодстне.Известна система регулирования диаметра трубы на калибровочном (редукционном) стаде, содержащая датчик температуры трубы, датчик диаметра трубы на входе стана, датчик положения верхнего валка, подключенные 15 ко входам вычислительного устройства и блока моделирования работы калибровочного стана, датчик диаметра трубы на выходе стана, подключенный ко входу блока моделирования работы ста на, блок устанок, подключенный ко входу вычислительного устройства и устройства управления, подключенного ко входу регулирующего органа, причем блок моделирования работы стана 25 подключен ко входу вычислительного устройства, выход которого соединен со входом устройства управления, дополнительные датчики положения верхнего валка, датчик диаметра трубы 30 на выходе стана, регулирующий орган устройство управления, блок уставок,. вычислительное устройство, блок моделирования работы стана, а также устройство определения.овальности трубы и два корректирующие устройства, причем дополнительный блок уставок подключен ко входу доголнительного ) вычислительного устройства, а ко входам дополнительного блока моделирования работы стана и вычислтельного устройства подключены дополнительный датчик положения верхнего валка, вышеупомянутые датчик температуры трубы и датчик диаметра трубы на входе стана, дополнительный датчик диаметра на выходе стана через дополнительные блок модели работы стана, вычислительное устройство и устройство управления подключен ко входу дополнительного управляющего органа, а вышеупомянутый и дополнительный датчик диаметра трубы на выходе стана через устройство управления ональности трубы и корр ктирующие устройства подключены ко входам вышеупомянутого и дополнительного устройства управления (1 ,Недостатком известной системы является то, что на входе стана диаметр трубы измеряется одним измерителем, 801919для й -ой плоскости а труба не всегда имеет форму окружности, Поэтому прогнозирование диаметра трубы в чистовых клетях, которые расположены под углом 90" относительно друг друга происходит с определенной неточностью, что приводит к снижению выхода годной продукции.Целью изобретения является увеличение выхода годной продукции,Поставленная цель достигается тем,что предлагаемая система регулирования диаметра трубы на калибровочном(редукционном) стане, содержащаядатчик температуры, два датчика положения верхнего валка чистовой клети,соединенные соответственно со входами вычислительных устройств и блоков моделирования работы стана, двадатчика дпаметра трубы на выходе стана, соединенные с блоком моделирования работы стана и с устройством определения овальности, которое в своюочередь соединено с корректирующимиустройствами, а последнее с устройствами управления, входы которых соответственно соединены с вычислительными устройствами,а выходы с регулируюшими устройствами, два блока уставоксоединены с вычислительными устройствами, с которыми соединены соответственно. блоки моделирования работыстана, датчик диаметра трубы на входе стана, дополнительно снабженавторым датчиком диаметра, трубы установленным на входе стана, соединеннымпервыми входами блока вычислительного устройства и блока моделирования 35работы стана для управления последнейчистовой клетью, а первый датчикдиаметра трубы на входе стана соединен с первыми входами блока вычислительного устройства и блока моделирования работы стана для управленияпредпоследней чистовой клетью,Предлагаемая система регулированиядиаметра, трубы изображена на чертеже.Регулирование диаметра на калибовочном (редукционном) стане 1 осуществляется при помощи регулирующихорганов 2,3, установленных на последних двух клетях (чистовых), Ко входурегулирующих органов 2,3 подключеныустройства управления 4,5. 50Обработку измерительной информа-.ции осуществляют вычислительные устройства 6,7 которые подключены кустройствам упоавления 4,5.На входе вычислительных устройств6,7 подключены блоки 8,9 модели работы стана и уставок 10,11, датчики 12,13 диаметра и датчик 14 температуры трубы на входе стана, датчики 15 и 16 положения верхнего валкапредпоследней и последней чистовых60клетей. На входе блока 8,9 моделиработы стана подключены датчики 1218, температуры, диаметра на входестана, положения валков, диаметрана выходе стана,Ко входу устройства управления подключены вычислительные устройства 6,7 и корректирующие устройства 19, 20, на входах которых подключено устройство 21 определения овальности трубы. Ко входу устройства 21 определения овальности трубы подключены датчики диаметра трубы на выходе стана.Система работает следующим образом.На входе системы калибровочного стана с датчиком 12,13 диаметра трубы подают следующие параметры РР иизмеряемые в плоскостях 1 й й наклоненных н разные стороны под углом 45 к горизонту и под углом 90 друг к другу, температура трубы перед калибровочным станом Тк (датчик 14) и расстояние между валками а и а (датчики 15,16) на последних двух клетях (чистовых).Выходными параметрами являются:ИЭн и Эя - диаметры трубы после калибровочного стана, измеряемые в тех же плоскостях, в которых измеряется труба до калибровочного стана.Прогнозирование выходных параметров диаметра трубы после калибровочного стана в разных плоскостях производится по математической модели: для 1-ой плоскости%Н 1,МР,Н 2 йК,И З,ИКйн 1,мР2,нк,й з,мк,Мгде Э" 1)ц - прогнозируемые диаметрытрубы соответственнодпя 1 и й плоскости;1) 11 - диаметры трубы передкалибровочным станомсоответственно для 1 ий плоскости;Т - температура трубы передКкалибровочным станом;а ,а в расстоян между валками соответственно пред) йпоследней и последнейчистовых клетей;К ,К - коэффициенты модели,по н К лученные по предыдущейтрубе,Модель калибровочного стана представляется как функциональная зависимость между выходными параметрами3 и входными параметрами (ПР, Т,а ) Ъили для последней чистовой клетиА С 1" ФОНа этом заканчивается расчет величины отклонения валков,Вычислительные устройства 6,7 выдают значения величины дополнительных отклонений ь аф, д а блокамустройств управления 4,5.Блок 21 определения овальностиработает следующим образом.В этот блок 21 от датчиков 17, 18подаются фактические диаметры трубын двух перпендикулярных плоскостяхпосле калиброночного стана Э,Т)Диаметры трубы сравниваются ьЭ =:Зы - Э, и определяется знак ь 1)Затем производится умножениес АьЭгде с(. - коэффициент, который определяется эмпирически с учетом сортамента,Далее происходит размножение.С устройства размножения получаемдва значения Д и Д, которые соответственно подаются к корректирующимустройствам 19,20.Каждый из корректирующих устройств состоит из двух блоков,В первом блоке происходит умножение 6 =3 дКоэффициент у определяется эмпирически с учетом сортамента,Второй блок осуществляет вычитание 1 - оНа выходе корректирующих устройств18,20 получаем значения 1 - е, 1-Е, которые характеризуют овальность трубы. Если окажется, что дЭО, тогда С.1= 0 и й =0 и значитнет необходимости перемещать валкипо причине нарушения овальности.Если же д 2 ФО, тогда ЮФ О, Е 4 О ипроисходит перемещение валков по причине нарушения овальности.Значение 1 - Е от корректирующего устройства 19 поступает на входустройства управления 4,а значение 1- 6 от корректирующего устройства 20на вход устройства управления 5,Устройствами управления 4 и 5 вычисляются новые положения валков чистовых клетей аи а, , в устройстве управления происходит умножение (1 - б ) а ан, а затем - сложение,Он =ц, (1-е)ьоня Если овальность не нарушена , тогда а=Оан,н а н,н+ ааВ этом случае система работает как система управления диаметром.Когда б Ф О, тогда система управления кроме диаметра трубы устраняет ональность.Величины отклонения валков от исходного положения должны удовлетнорять условию а, ( а яа дгде а, и а, , - величины, которыезадаются операторомперед началомпрокатки и предстан 5 ляют собой ограничения на перемещения валков вверхи вниз от исходного положения чисто 1 Овых клетей,Во время отработки управляющеговоздействия все время производитсяанализ состояния системы перемещения.После вышеуказанных вычисленийзначения аи а,я устройств1 Э управления (4 и 5) передаются регулирующим органам (2, 3),Регулирование раствора валковпродолжается до тех пор, пока не устранится ональность, Таким образом,2 О предполагаемая система осуществляетповышение выхода годной продукции,Формула изобретенияСистема регулирования диаметратрубы, содержащая датчик температуры,два положения верхнего валка чистовойклети, соединенные соответственно совходами вычислительных устройств иблоком моделирования работы стана,два датчика диаметра трубы яа выходестана, соединенные с блоком моделирования работы стана и с устройствомопределения ональности, которое в 35 свою очередь соединенос корректирующими устройствами, а последнее - сустройствами управления, входы которых соответственно соединены с вычислительными устройствами, а выходы с 40 регулирующими устройствами, два блока уставок соединены с вычислительными устройствами, с которыми соединены соответстненно блоки моделирования работы стана, датчик диаметра трубы на входе стана, о т л и ч а ю(нщ а я с я тем, что, с целью унеличеия выхода годной продукции, она дополнительно снабжена вторым датчикомдиаметра трубы, установленным на входе стана, соединенным с первыми входами блока вычислительного устройства и блока моделирования работы стана для управления последней чистовойклетью, а первый датчик диаметра трубы на входе стана соединен с первымивходами блока вычислительного устройства и блока моделирования работыстана для управления предпоследнейчистовой клетью.60 Исто .ники информации,принятые на внимание при экспертизе1. Анторск г "илетельстно СССР по заявке Р : г. ,65 кл. В 21 н " ,.;Г, ЛО, 77,801919 Составитель А. Абросимедактор Е,Братчикова Текред М. Коштура орректор Г,Решетни одписн Филиал ППП Патент, г. Ужгород, ул. Проектная, 4 каэ 10214/9 ВНИИПИ Гос по делам 113035, Мо
СмотретьЗаявка
2540988, 19.10.1977
ВСЕСОЮЗНЫЙ НАУЧНО-ИССЛЕДОВАТЕЛЬСКИЙИ ПРОЕКТНО КОНСТРУКТОРСКИЙ ИНСТИТУТ"АВТОМАТПРОМ"
МЕЛКАДЗЕ МАРЛЕН АМВРОСЬЕВИЧ, МАГРАДЗЕ ЛЕВАН АЛЕКСЕЕВИЧ, РУРУА АНДРЕЙ АПОЛЛОНОВИЧ, ТАВДИШВИЛИ МАМИЯ ДИОМИДОВИЧ, ТХЕЛИДЗЕ РЕВАЗ АНТОНОВИЧ, ЦЕРЕТЕЛИ ПАВЕЛ АЛЕКСАНДРОВИЧ, ЭЗАКЕЛИ ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21B 37/78
Метки: диаметратрубы
Опубликовано: 07.02.1981
Код ссылки
<a href="https://patents.su/5-801919-sistema-regulirovaniya-diametratruby.html" target="_blank" rel="follow" title="База патентов СССР">Система регулирования диаметратрубы</a>
Устройство для вероятностного моделирования работы транспортных систем

Номер патента: 960833
Опубликовано: 23.09.1982
Автор: Карасов
МПК: G06N 7/08
Метки: вероятностного, моделирования, работы, систем, транспортных
...является выходом формирователя, входами которого являются суммирующий и вычитающий входы реверсивного регистра 45 сдвига, выходы которого соединены с вторыми Входами соответствующие элементов И,55формирователь 47 стохастических импульсов (фиг, 6) содержит семь линийзадержки 48 -54, четыре элемента НЕ55-58, три элемента ИЛИ 59-61 и50 Блоки 1 и 3 моделирования входящего и выходящего потока заявок моделируют 1 ,случайные потоки, поступающие на входы С) 9608 5), обусловленный скоростью движения и пройденным расстоянием, кабина прибудет на первый этаж. За этот промежуток времени на первый этик возможно. прибывание очередных пассажиров с целью поездки вверх. Обозначим их номерами 2, 3, 8. Предположим, что грузоподъемность кабин 6 человек,...
Устройство для вероятностного моделирования работы транспортных систем

Номер патента: 1103241
Опубликовано: 15.07.1984
Авторы: Бродский, Вольф-Троп, Дризе, Карасов, Ройтбурд
МПК: G06N 7/08
Метки: вероятностного, моделирования, работы, систем, транспортных
...4 и 5, первый и второй генераторы тактовых импульсов б и 7, дваэлемента задержки сигнала 8 и 9, первый в , третий элементы 10-12 НЕ, первый - третий элементы 13-15 ИЛИ и первый - шестой элементы 16-21 И.Блок 1 моделирования входящего потока заявок (фиг. 3) содержит Н ревер"сивных счетчиков 22, И элементов ИЛИ23, Б элементов И 24, вероятностный(1,К)-полюсник 25, коммутатор 26, формирователь 27 стохастических импульгсов, генератор 28 случайных чисел игенератор 29 случайного потока импуль.сов,Блок 3 моделирования выходящегопотока заявок состоит из группы генераторов 30 выхода Заявок (фиг. 2),каждый из которых содержит (фиг, 4)счетчик 31, генератор 32 регулярныхимпульсов, элемент НЕ 33, восемьэлементов 34-41 И. Формирователь...
Устройство для вероятностного моделирования работы транспортных систем

Номер патента: 1170459
Опубликовано: 30.07.1985
Авторы: Бродский, Вольф-Троп, Дризе, Карасов, Рубинштейн, Фомин
МПК: G06N 7/08
Метки: вероятностного, моделирования, работы, систем, транспортных
...входов блока . памяти соответственно, группа адресных входов которого подключена к выходам дешифратора соответственно, -я ( = 1,И) группа выходов блока памяти соединена с первой группой информационных входов -го блока выбора направления соответственно, вторая группа информационных входов которого подключена соответственно к выходам элементов ИЛИ группы второго блока моделирования выхода заявок -го имитатора транспортного органа и информационным входам блока мультиплексоров, группа выходов -го блока выбора направления соединена с группой входов -го имитатоРа транспортного органа и соответствую" щими информационными вхоДами первого мультиплексора, информационный выход первого реверсивного счетчика 1-го транспортного органа соединен с...
Устройство для вероятностного моделирования работы транспортных систем

Номер патента: 1612313
Опубликовано: 07.12.1990
МПК: G06N 7/08
Метки: вероятностного, моделирования, работы, систем, транспортных
...органа) с входа мультиплек На выход 6 программируемого контролсора поступает на соответствующий данно- лера выдается сигнал сброса прерывания, му транспортному органу выход, Вызов с сообщающийотом,чтотекущийзапросприэтого выхода поступает на вход опрашивае- нят и обрабатывается контроллером. На вымого в данный момент времени транспорт- ходе 22 выдаются импульсы сброса ного органа. 35 информации (ближайшей остановки и наИмпульсы синхронизации опроса правления движения) в транспортных оргатранспортного органа поступают также на нах. На выходы 23 выдаются сигналы первую группууправляющих входов мульти- "Приказ", сообщающие транспортным оргаплексора 73. На синхронизирующие входы . нам о наличии приказа на данной останов- второй группы...
Устройство для продувки металла, сменный блок для установки в устройство для продувки металла и закрывающий элемент для закрытия канала устройства для продувки металла

Номер патента: 1753950
Опубликовано: 07.08.1992
МПК: C21C 5/48
Метки: блок, закрывающий, закрытия, канала, металла, продувки, сменный, установки, устройства, элемент
...из огнеупорного материала, не проницаемого для расплава, и препятствует просачиванию жидкости сквозь свою стенку. Таким материалом может быть глиноземистый материал, например муллит,Кроме футеровки каналов Р, трубы 13выполняют также функцию закрывающегоканала средства. Для этой цели каждая труба закрыта на ее конце 34, расположенномвблизи от выпускного (обращенного к расплаву) конца 15 соплового.блока 1, чтобы невпустить в нее расплав раньше, чем начнется введение. Конец выполнен с возможностью отрыва его от остальной части трубы 13посредством фурменной трубы 2 для обеспечения воэможности начать введение вещества.Закрытый конец футеровочной трубы 13(фиг.4) отнесен от выпускного конца. 15 соплового блока 1, Как и прежде, в блоке...
Предыдущий патент: Гидродинамическая опора валковпрокатных ctahob
Следующий патент: Устройство для автоматическойадаптивной блокировки непрерывногомногоклетьевого прокатного станапри “забое” проката b клетях
Случайный патент: Способ получения полифенилсилоксановой смолы