Способ изготовления конусообразных упруго-гистерезисных элементов из проволочного материала
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки


Текст
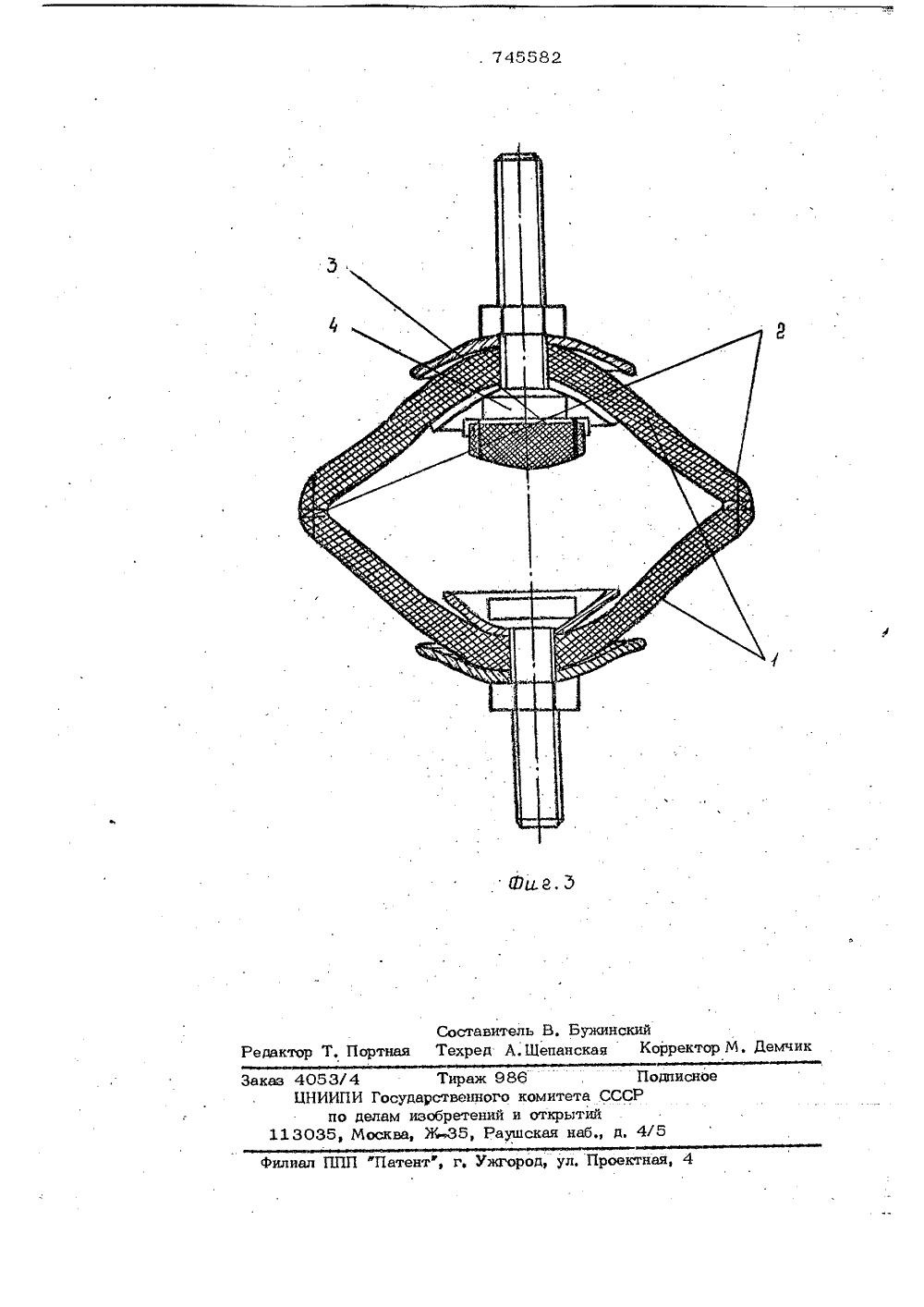
ОП ИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ Союз Советск ихСоциалистическиеРеспублик и 745582(51)М, Кд. В 21 Р 21/00 Гооудорстооииый комитет СССР ло делам изобретений и открытий.27 (088,8) Дата опубликования описания 08,07.80(72) Авторы изобретейия И. Д, Эскин и В, И. Иващенко Куйбышевский ордена Трудового Красного Знамени авиационный институт имени академика С, П. Королева(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСООБРАЗНЫХ УПРУГО-ГИСТЕРЕЗИСНЫХ ЭЛЕМЕНТОВ ИЗ ПРОВОЛОЧНОГО МАТЕРИАЛА Изобретение относится к обработке металлов давлением и может быть использовано гля изготовления упруго-гистерезионых элементов амортизаторов,Широкое применение в технике находятамортизаторы семейства ДК ("двойнейколокольчик ), упруго-гистерезисныйэлемент которых выполнен в виде двух конусообразных пустотелых элементов, изготовленных из проволочного нетканогоматериала МР, составленных основанияоми и скрепленных по периметру основанияпроволочной сшивкой Ц .Конусообразные элементы атих амортизаторов изготавливаются двумя способами.По первому способу отрезки проволокив виде спиралей, растянутых до шага, равного приблизительно диаметру спирали,укладывают с взаимным йерекрещиваниемв прессформу соответствующую по формеи размерам готовому изделию, и опрессовывают 2.Изготовленные атим способом конусообразные алементы обладают недостаточ 2ной прочностью на разрыв и применяются в амортизаторах, работающих в легких уоловиях нагружения,Способ изготовления конусообразных элементов амортизаторов, работающих в тяжелых условиях, в основном сводится к тому, что по форме заготовки укладывается проволочный жгут, обмотанный рас- тянутой спиралью, и отрезки растянутой спирали, которые раздельно предварительно опрессовываются. Затем иэ них компонуется общая заготовка, из которой путем прессования получают готовое изделие. Армирование нетканого проволочного материала проволочным жгутом значительно повышает его прочность но и в большой ме ре усложняет технологию изготовления упруго-гистерезионного элемента амортизатора 3. Недостатком обоих способов является большой обьем ручного труда при изготовлении упруго-гистерезионных элементов амортизаторов.3 , 7455Известен способ изготовления проволочного материала, заключающийся в том, " что слои сетки, сплетенной йз растянутыхдо шага, равного их диаметру, провсаочных спиралей, слегка растягивают так5чтобы спирали сетки вошли в непосредсч- венный контакт друг с другом, и укладывают друг на друга таким образом,"чтов смежных слоях оси спиралей взаимно"перпендтткулярны, затем внедряют их друг 10в друга, и сформированную таким обра-зом заготовку опрессовывают. Этот спо-соб позволяет автоматизировать ряд тех-нологических операций и в значительноймер сократить долюРучного тРуда при изготовлении изделий из проволочногоматериала. Изделия, полученные этим способом, обладают высокой прочностью ЯОднако для изготовления конусообраз-,ных пустотелых элементов амортизаторовэтот способ нуждается в доработКетехнологии формирования заготовки.Йель изобретения - повышение производительности труда и улучшение качестваизделий. 25Поставленная цель достигается тем,что формируют мат из слоев сетки, сплетенной из проволочных спиралей, растяну-.тых до шага, равного их диаметру, и слег 30ка растянутых так, чтобы спирали сеткивошли в непосредственный контакт другс другом уложенных друг на друга такимобразом, что в смежных слоях оси спиралей были юаимно перпендикулярны и леть 35ким нажатием внедренных друг в друга,затем из сформированного мата пуансономвырубают круглые заготовки с центральным отверстием под крепежный болт амор тизатора; в центральное отверстие встав 40ляют направляющий стержень, а из слоясетки вырубают аналогичные круглые заготовки с диаметром, большим диаметразаготовки, вырубленной иэ мата, примернона двечетыре толщины изделии в концевом45сечении у основания конуса, надевают этузаготовку на центральный стержень такимобразом, чтобы оси спиралей сетки и смежного слоя мата были взаимно перпендику"лярны, затем помещают скомпонованнуюобщую заготовку в пресс-форму так, Мтобы50слоем сетки она лежала на формующейопорной поверхности- матришт, и"тфбжуотв два перехода - сначала в пресс-форме свнутренним диаметром, равным наружному,55диаметру иэделия, увеличенйому на диаметр спирали, а затем в пресс-форме с"внутренним диаметром, равййм наружномудиаметру иэделия,82На фиг. 1 изображена заготовка, вырубленная иэ мата; на фиг, 2 - заготовка иэделия, помещенная в пресс-форму, продоль-.ный разрез; на фиг, 3 - амортизаторпродольный разрез.П р и м е р, Слои сетки, сплетеннойиз проволочной спирали, растянутой до шага, равного ее диаметру, слегка растягивают так, чтобы спирали вошли в непосредственный контакт друг с другом, и укладывают друг на друга таким образом, чтобы оси спиралей в смежных слоях быливзаимно перттендикулярны; Затем легкимнажатием внедряют слои друг в друга.Иэ сформированного таким образом матавырубают заготовки, показанные на фиг, 3Тонкими сплошными и штриховыми линиями на фиг, 1 показаны. направления осейспиралей в соседних слоях сетки,Затем из слоя сетки вырубают круглые заготовки с диаметром, большим диаметра заготовок, вырубленных из мата,на две-четыре толщины готового изделияв концевом сечении у основания конуса,Вставляют центральный стержень 1(фиг. 2) в центральное отверстие заготовки 2 и надевают на него заготовку 3 изслоя сетки таким образом, чтобы оси спиралей сетки 3 и смежного с ней слоя заготовки 2 были взаимно перпендикулярны. Помешают сформированную заготовку изделия в пресс 4 орму состоящую иэ, корпуса 4 матрицы 5 и пуансона 6, таким образом, как это показано на фиг, 2, и делают первую опрессовку. Внутренний диаметр пресс-формы 4 равен наружному диаметру готовогб изделия увеличенйому на диаметр спирали. При предварительном "преосовании заготовка в осевом направлении опрессовывается приблизительно на 80- 90%, По боковой поверхности заготовки происходит при этом хорошее сцепление слон. 3 с заготовкой 2, После предварительной опрессовки заготовку помещают в пресс-форму с внутренним диаметром, равным наружному диаметру изделия, в том же положении, что и при предварительном прессовании, и прессуют окончательно.На фиг, 3 показан предлагаемый вариант амортизатора типа ДК у которого упруго-гистереэисный элемент выполнен из двух конусообразных элементов .1, изготовленных предложенным сйособом из плетеной сетки и установленных основаниями друг на друга.С целью упрощения технологии вместо проволочной сшивки конусообразные эле5 745582 6менты скреплены. друг с другом точечной тянутых до шага, равного их диаметрусваркой. Для этого места, где ста- и внедренных один в другой таким обравятся сварные точки, между элементайи 1 зом, что в смежных слоях оси спиралейвставлены тонкие пластинки 2 из нержа- взаимно перпендикулярны, о т л и ч а ювеющей стали 1 Х 18 Н 10 Т. щ и й с я тем, что, с целью повышенияПротивоударная подушка 3 также иэ- производительности и качества иэделий,готавливается из проволочного материала"формовку изделий осуществляют путем вы(из плетеной сетки) и точечной сваркой рубки круглой заготовки с центральнымкрепится к головке крепежного болта 4, отверстием из мата и одевания ее на наС использованием предложенного спо- о правляющий стержень, после чего вырубасоба повышается производительность тру- ют из слоя сетки круглые заготовки, диада, во-первых, за счет того, что сетка, метр которых больше диаметра заготовизготавливается машинным способом, а ки, вырубленной из мата, и одевают этиоперации вырубки заготовок и прессова- заготовки на направляющий стержень так,ния могут быть также полностью автома чтобы. оси спиралей сетки и смежного слоятизированы, мата были взаимно перпендикулярны, затемВследствие того, что спирали сеток помещают полученную заготовку в пресссцеплены. друг с другом, а оси спиралей форму так, чтобы слоем сетки, ойа лежав готовом изделии перпендикулярны рас- ла на формующей опорной поверхности мжтягивающим направлениям, изготовленные рицы, и прессуют в два перехода - скача.предложенным способом конусообразные ла в прессформе с,внугренним диаметром,элементы будут обладать высокой прочнос- равным наружному диаметру изделия, уветью на разрыв и не будут нуждаться в личенноь.у на диаметр спирали, а затем вспециальном армировании, пресс-форме, с внутреннимдиаметром, равНаличие слоя сетки, покрывающего по ным наружному диаметру изделия,верхность, образованную при вырубке заготовки из мата, обеспечивает хорошее ка- Источники информацмации,чество поверхностей готового изделия. принятые во внимание при эксп ри экспертизе1. Авторское свидетельство СССР191280, кл, Р 16 Р 3/02, 1967.30ф о р м у л а и з о б р е т е н и я 2. Авторское свидетельство СССР183174, кл, В 21 Р 21/00, 1967,Способ изготовления конусообразных 3. Авторское свидетельство СССРупруго-гистерезисных. элементов из про-326810, кл, В 21 Р 3/02, 1972.волочного материала путем формирования 4. Авторское свидетельство СССРих из мата, образованного иэ слоев сетки, по заявке М 2430312, кл. В 21 Р 21/00,35сплетенной из проволочных спиралей, рас,5,745582 Состави Техред ь В, БужинскийШепанская Корректор едактор Т, П каз 4053/4 Тираж 986 ЦНИИПИ Государственного комитета по делам изобретений и открытий 113035, Москва, Ж.35, Раушская наб
СмотретьЗаявка
2640327, 10.07.1978
КУЙБЫШЕВСКИЙ ОРДЕНА ТРУДОВОГО КРАСНОГО ЗНАМЕНИ АВИАЦИОННЫЙ ИНСТИТУТ ИМ. АКАДЕМИКА С. П. КОРОЛЕВА
ЭСКИН ИЗОЛЬД ДАВИДОВИЧ, ИВАЩЕНКО ВЛАДИМИР ИВАНОВИЧ
МПК / Метки
МПК: B21F 21/00
Метки: конусообразных, проволочного, упруго-гистерезисных, элементов
Опубликовано: 05.07.1980
Код ссылки
<a href="https://patents.su/5-745582-sposob-izgotovleniya-konusoobraznykh-uprugo-gisterezisnykh-ehlementov-iz-provolochnogo-materiala.html" target="_blank" rel="follow" title="База патентов СССР">Способ изготовления конусообразных упруго-гистерезисных элементов из проволочного материала</a>
Устройство для получения сетки из спиралей

Номер патента: 278623
Опубликовано: 01.01.1970
Автор: Кофман
МПК: B21F 27/02
...для осуществления контакта со спиралями при их подаче и от резке крайних витков. Для удержания спиралей в отверосевого перемещения при поворотеустановлены линейки 8 и 9, рабочиеторых размещаются между виткамипересекая отверстия,Для перемещения спиралей служчий рычаг 10, который свободновалу 4 и может перемещаться вдольворачиваться вокруг него под дейслачка 5 до соприкосновения резиновых накладок 11 и 12 со спиралями 2 и 3.Пружина 13 обеспечивает постоянный контакт пальца 14 с кулачком 5 и создает нарычаге 10 крутящий момент требуемой величины, направленный в сторону, противоположную направлению вращения вала 4.В зоне перекрещивания осей наклонных отверстий корпус 1 имеет сквозной паз для выхода собираемой сетки 7, над которым установлен...
Способ нанесения делительной сетки на поверхность алюминиевых и других подобных сплавов

Номер патента: 94317
Опубликовано: 01.01.1952
Автор: Баркая
МПК: G01D 13/18
Метки: алюминиевых, делительной, других, нанесения, поверхность, подобных, сетки, сплавов
...1 ш из маслоупорной бумаги толщиной О,1 - 0,15 л,11, Поверхность заготовки покрывают при помощи кисти или пульверизатора нитрокраской и затем сушат. Высушенную заготовку травят около 1 миц. в горячем растворе едкого натра 50 г/л, промывают в горячей и холодной Воде и осветляют в течение ЗОсек. в 30 - 40%-ном растворе азотной кислоты до полного удаления черного налета, вновь промывают в холодной воде и высушивают. С подготовленной таким образом заготовки снимают растворителем РВД нитрокраску, после чего на ней отчетливо выделяется делительная сетка, весьма стойкая против стирания,Предмет изобретения Способ нанесения делительной сетки на поверхность алюминиевых и других подобных сплавов, о т л и ч а ю щ и й с я тем, что, с целью...
Приспособление для укладки проволочной спирали на заготовки резиновых рукавов

Номер патента: 219162
Опубликовано: 01.01.1968
Автор: Кашин
МПК: B29C 53/30, B29C 53/64
Метки: заготовки, проволочной, резиновых, рукавов, спирали, укладки
...опорах 2 от приводного ремня 3, выполнен с внутренней конусной кромкой 4 для приема и сжатия витков предварительно изготовленной проволочной спирали 5 на заготовке 6.Укладчик смонтирован на съемном кронштейне 7, закрепленном на раме 8 подвижнои тележки 9. Последняя перемещается от привода 10, синхронно связанного с приводом 3 вращения укладчика. Привод 3 выполнен в виде соединенной откидными болтами 11 разрезной втулки 12, на внутренней поверхности которой по спиральной линии закреплены шагонаправляющие шипы 13.К приспособлению для укладки проволочной спирали подают несвулканизованную заготовку, выполненную с каркасом резпнотканевых прослоек. На заготовку свободно надевают и закрепляют с одного конца проволочную спираль,...
Устройство для идентификации профиля двухфазной заготовки в промежутках между поддерживающими элементами зоны вторичного охлаждения мнлз

Номер патента: 1729687
Опубликовано: 30.04.1992
Авторы: Голобоков, Лоза, Урбанский, Шишкин
МПК: B22D 11/16
Метки: вторичного, двухфазной, заготовки, зоны, идентификации, между, мнлз, охлаждения, поддерживающими, промежутках, профиля, элементами
...материала и снабжен измерительной шкалой в полярных координатах; кроме того, средство перемещения подвижного элемента выполнено в виде пневматической камеры,На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - датчик с измерител ьной шкалой.Устройство для идентификации профиля двухфазной заготовки в промежутках между поддерживающими элементами зоны вторичного охлаждения МНЛЗ включает базовую балку 1, жестко связанную с балкой направляющую 2 и подвижный элемент, снабженныйдатчиком, Направляющая 2 выполнена в виде полого цилиндра и образует с торцовыми крышками 3 и 4 замкнутую пневматическую камеру механизма перемещения подвижного элемента, Подвижный элемент содержит шток 5 и поршень 6, установленные с...
Способ изготовления цилиндрической сетки

Номер патента: 484923
Опубликовано: 25.09.1975
Автор: Малютин
МПК: B21F 27/10
Метки: сетки, цилиндрической
...сетками. личи инии сп инт ния-пдъема чение сето ков спирал с Этоеп- и тигается за счет что после кротносительно ения стержни переме дин другого в направ сей, а затем жестко ой.иг ольных нии их меж. 1 изображена пре переди; на фиг. 2 емая сете, вид,На ф ка, вид сверху.Сетк образом; готавливают сле спирали с последу спирали к стержня0 дннако исполь электронных ламп ческие и эксплуа по сравнению с л скими рамочнымиЦель изобрете нулевым углом по Нанивают проволочную спираль 1 на оправку в виде параллельных стержней 2, один из которых является сборным и состоит из двух стержнеи 3 и 4 скрепляют спираль со ст скреплением стержней 3 ся вдоль своих продольн но один другого так, чт вивка имела перепад на вивки, а угол подъема в ральной навивки...
Предыдущий патент: Приспособление для навивки пружин
Следующий патент: Способ изготовления шнековых спиралей
Случайный патент: Листовое емкостное запоминающее устройство