Способ регулирования процесса электродуговой сварки
Похожие патенты | МПК / Метки | Текст | Заявка | Код ссылки
Номер патента: 742065
Авторы: Букаров, Виноградов, Ищенко, Корнеев, Рябиченко
Текст
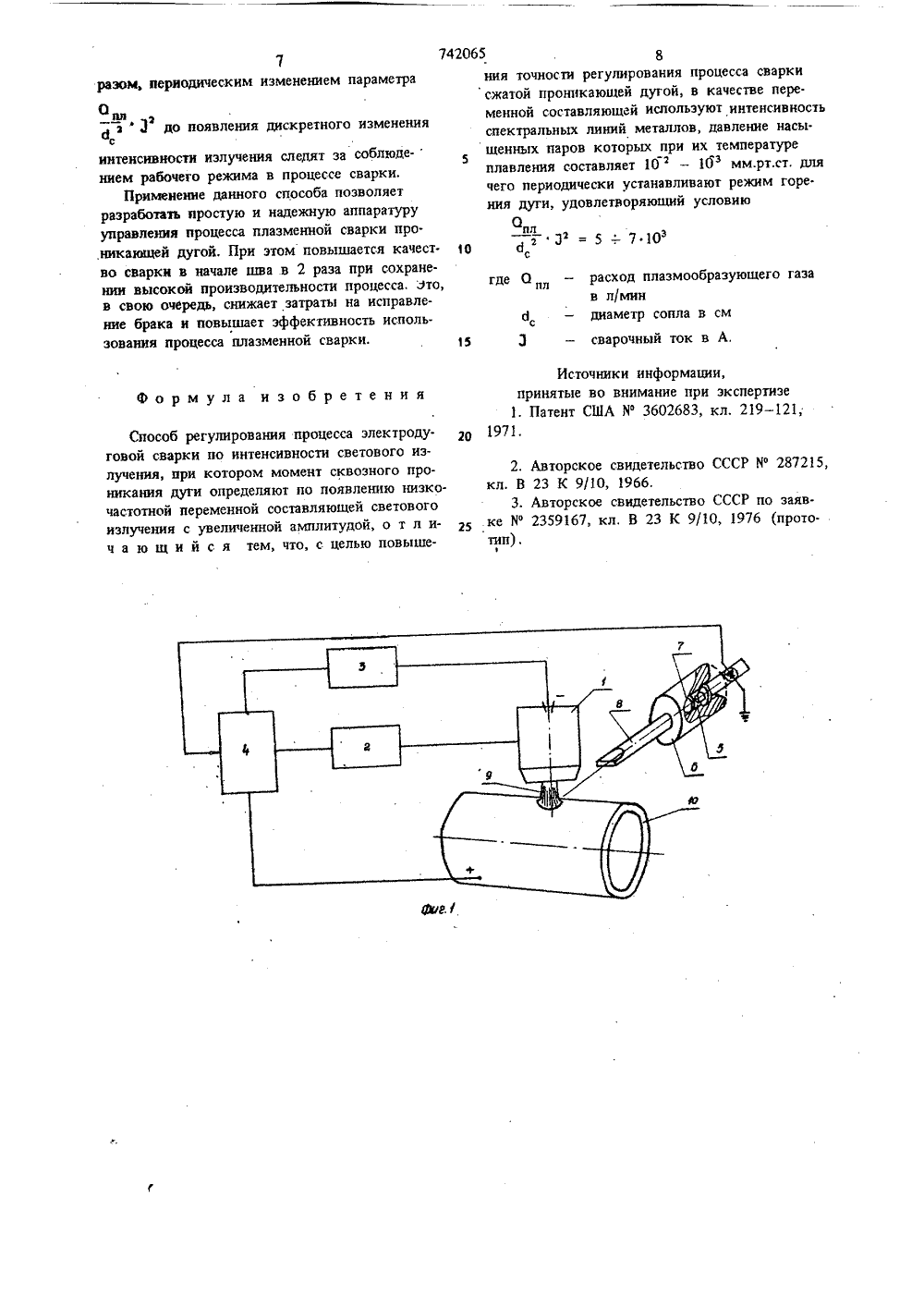
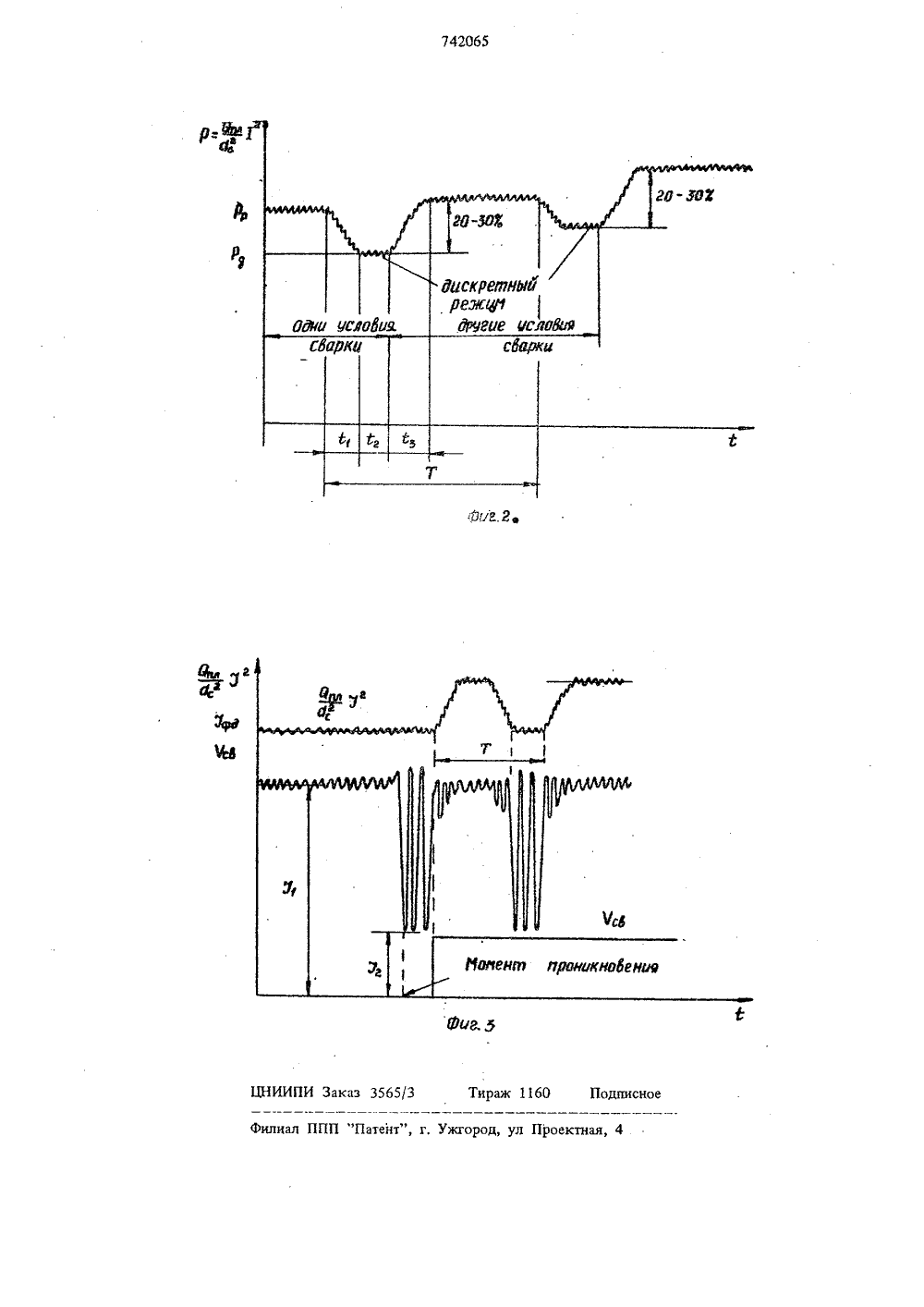
(53)М. Кд,В 23 К 9/16 Гоеударстеаииый комитет до делам изооретеиий и открытийОпубликовано 25 06 80 Бюллетень ЛЪ 2 ЗДата опубликования описания 25.06,80(54) СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ЭЛЕКТРОДУГОВОЙ СВАРКИИзобретение относится к способам регулирования .сварочного процесса при сварке проникающей сжатой дугой, фри котором процесс регулируЮт по моменту сквозного проникания, определяемого по изменению переменной составляющей интенсивности излучения ванны и может быть использовано во всех отраслях народного хозяйства. В химической, энергетической, авиаракетостроении, судостроении и других отраслях народного хозяйства предьявляются повышенные требования к качеству то сварных соединений. Для получения необходимой формы шва, снижения деформаций, увеличения проплавления и производительности применяют сварку проникающей сжатой дугой, в наибольшей степени удовлетворяющей пере.15 численным требованиям. В качестве сварки проникающей сжатой дутой в начале шва, особенно трубных кон. струкций, во многом зависит от точности фиксирования момента выхода факела дуги с обратной стороны стыка. В начале сварки возможны непровары или наплыви с внутренней 2стороны стыка и выброс металла во внутреннюю полость трубы.Известен способ регулирования, при кото. ром момент сквозного проникания определяют фотоэлементом, устанавливаемым под свари. ваемым стыком перпендикулярно направлению сварки 3Однако этот способ не пригоден при а 1 арке стыков труб в монтажных условиях, когда доступ во внутреннюю полость трубы затруднен,Известен также способ регулирования с определением момента сквозного проникания фотодатчиков по интенсивности излучения сва. рочной ванны, при котором получаемый свето. вой поток разлагают в спектр и по интенсивности спектральной линии базового элемента устанавливают необходимое значение регули. руемого параметра (23.Недостатком этого способа является необ. ходимость введения базового элемента в слу. чае сварки стыков труб из однородного ме. :талла и невысокая точность регулирования2065 4ориентирован на дугу 9, горящую на свариваемом изделии 10. На фиг, 2 обозначено 10 15 25 30 40 плДг 57103с ГДЕ Опл 45 сварочный ток, А,На фиг,1 представлена блок-схема осуществления способа; на фиг, 2 и 3 - осциллограмма сигнала фотодатчика и изменение парамет 50 ров режима сварки.Блок-схема состоит из плазменной горелки 1, соединенной с блоком 2 изменения рас. хода плазмообразующего газа и с блоком 3 изменения сварочного тока. Блоки 2 и 3 подключены к блоку 4 питания и управления сварочным процессом, связанным с фотоэлементом 5, фотоэлемент 5 помещен в корпусе фотодатчика 6 и через фильтр 7 и световод 8 3 74 ,из-за случайных отклонений абсолютных значений интенсивности излучения.Наиболее близким по технической сущности и достигаемому результату к изобретению является способ регулирования процесса элект. родуговой сварки по интенсивности светового излучения сварочной ванны, при котором измеряют частоту и амплитуду переменной составляющей интенсивности светового излуче. ния ванны и момент сквозного проникания дуги, т.е, выход факела дуги с обратной стороны шва, определяют по появлению низкочастотных колебаний с увеличенной амплитудой Щ.Однако этот спОсоб характеризуется нестабильностью сигнала фотодатчика при сжатой проникающей дуге ввиду ее большей, чем при обычной дуге, жесткости, следствием чего являются ограниченные возможности повышения стабильности сигнала параметрами режима свар. ки, т.е, недостаточная точность регулирования процесса сварки.Цель изобретения - повышение точности регулирования процесса сварки сжатой проникающей дугой. Это достигается тем, что в способе регулирования процесса злектродуговой сварки по интенсивности светового излучения, при кото. ъ.ром момент сквозного проникания дуги опре. деляют по появлению низкочастотной переменной составляющей светового излучения с увеличенной амплитудой, в качестве переменной составляющей используют интенсивность спект. ральных линий металлов, давление насыщенных паров которых при их температуре плавления составляет 102 - 10 мм рт. ст., для чего периодически устанавливают режим горения дуги, удовлетворяющий условию расход плазмообразующего газа, л/мин;диаметр сопла, см--Э - изменение обобщенного парамет- ПЛ гдра режима сварки, 3, - интенсивность спектральной линии металла ванны до проникания, ,12 - минимальная интенсивность спектральной линии соответствующая дискретному проника. нию, Ч - скорость сварки, включаемая в момент сквозного проникания, 3 - ток фотоэлемента, т - время протекания процесса; Т - периодичность установления дискретного режима, которую определяют исходя из реальных условий сварки, но не менее, чем уд. военное суммарное время т, + тг + тз, где- время переходного процесса при изменении рабочего на-дискретный режим. тг = 0,01 - 0,03 с - время непосредственно опроса, тз - время переходного процесса лри изменении режима с дискретного на рабочий. В некоторых случаях т, = тз и по опытным данным составляет 0,6 - 0,8 с. Следовательно, Т)1,22 - 1,66 с.Предлагаемый способ осуществляют следующим образом, .При сварке плазменной проникающей ду - гой стыковых соединений возможно три вида проникания: одиночное, дискретное и квази- стационарное, Каждое из указанных видов обеспечивается при определенных условиях и параметрах режима сварки.Поэтому в начале процесса в блоке 2 изменения расхода плазмообразующего газа и в блоке 3 изменения сварочного тока устанавливают значения параметров режима изусловия Опл дг ( 5 10 л А /мин. мм 1,собеспечивающих дискретеное проникание дуги 9,В первоначальный момент времени фотоэлемент 5 регистрирует квазистационарное излучение плазмы (ток Э фиг. 2). В момент сквозного проникания происходит дискретное изменение интенсивности излучения, которое фиксируется фотоэлементом 5 (ток 32, фиг.2). Дискретность позволяет, Во-первых, получить многократный сигнал о проникании, что снижает влияние случайных помех, во-вторых, в более явном виде получить сигнал из-за значительного изменения амплитуды до и после проникания.При параметрах режима, выбранных из словия плУсловиЯ пл 3 ( 5,10 з происходит. одиноч 2сное проникание или лроникание не происходит вообще до самопроизвольного выливания сварочной ванны. При одиночном проникании сигнал фотодатчика 6 изменяется только один.раз, Прн параметрах режима, соответствующихусловию пл 12 ) 7 10 происходит квазидстационарное проникание, хаРактеризующеесятакже одиночным изменением сигнала. 5Дискретное изменение амплитуды переменной составляющей интенсивности излучения дуги 9 фиксируют фотоэлементом 5 через фильтр7 и световод 8. Экспериментально установлено,что интенсивность излучения атомных линий 1 Онекоторых металлов существенно уменьшаетсяв момент сквозного проникания плазменнойдуги, в частности, интенсивность Ее, с длинойволн 4271 А, 4307 А, 4325 А, 4383 А, 4404 А,4415 А Мп, - 4045 А, 40344 А уменьшается в 152,5 - 3,0 раза. В то время, как интенсивностилиний Сч чЬ %, изменяются незначительно(1,05 - 1,4 раза). Излучение физических характеристик указанных металлов показало, чтопричиной существенной разницы в интенсивности излучения спектральных линий металлов типа Ее, является давление насыщенных паровпри их температуре плавления, которая дляэтих металлов составляет 10 - 10мм рт.ст.Фильтр 7 пропускает только спектральную 25интенсивность излучения металлов, входящихв свариваемое изделие, давление насыщенныхпаров которых при их температуре плавлениясоставляет 10 2 + 10мм рт.ст. При этом условии переменная составляющая имеет наиболь- ЗОшее изменение в момент сквозного проникания,Сигнал о проникании с фотоэлемента 5 подаютв блок 4 питания и управления сварочным процессом. Блок питания и управления сварочнымпроцессом включает перемещение плазменной З 5горелки 1 со скоростью Ч. После включеСВния скорости сварки устанавливают параметрырежима, соответствующие рабочему режиму.В процессе сварки периодически устанавливают параметры режима, соответствующие 40(фиг. 2) дискретному прониканию, т.е, изУсловии32 5 - ;7 103 л, Аг/мин ммггсРегистрируют повторно переменную составляющую спектральной интенсивности, тем самымконтролируют процесс сварки. При отклонениизначения амплитуды переменной составляющейрегулируют параметры режима до получениясигнала, идентичного сигналу при. начальном проникании. 50П р и м е р, Предварительно устанавливаютрежим сварки, обеспечивающий дискретное проплавление металла. Для этого в блоке 2 изменяют расход плазмообразующего газа, а в блоке 3 сварочный ток и обеспечивают следующиезначения параметров режима сварки:Расход плазмообразующегогаза (аргона), л/мин 2Сварочньй ток, 2, А 120 5 6Диаметр сжимающего сопла, ммРасход защитного газа (аргона),м/минРасстояние электрод-сопло, ммУгол заточки вольфрамовогооэлектрода,Диаметр притупления, мм При этих значениях режима сварки пара 0метр пл 32 6 102 л Аг/мин ммг Свард ку осуществляют на пластинах из стали12 Х 18 Н 10 Т толщиной 4 мм. В качестве металлаиндикатора используют линии Ре, - Л=4271 А.С целью выделения именно этих линий в корпусе фотодатчика 6 устанавливают интерферрециальный фильтр 7 с пропусканием максимальной длины 4254 + 50 А. Прн зажигании плазменной дуги 9 фотоэлемент 5 регистрирует интенсивность линий Ре, с длиной волны Л = 4271 А. При этом ток, проникающий через фотоэлемент, равен Э, (фиг. 2), В момент сквозного проникания происходит уменьшение его до значений 32. Поскольку отверстие при дискретном проплавленил периодически закрывается, то при этом ,ток фотоэлемента несколько раз меняется от ;Я, до 32. Неоднократное изменение спектральной интенсивности подтверждает правильность регистрации момента сквозного проникания. После 3 - 4 подобных изменений фототока в блоке 4 срабатывает исполнительное устройство и одновременно поступает команда на перемещение горелки 1 со скоростью Ч = 0,25 см/с и на увеличение расхода плазмо. образующего газа до 2,5 л/мин. При этом0параметр пвг. 32 = 7,4 лА 2/мин мм, а его,1 гС0увеличение от пл 112 составляет 23%, Ус 12Становленные параметры режима сварки обеспечивают сварку на рабочем режиме. При движении горелки по истечении времени равного 1,5 с вновь автоматически уменьшают расход плазмообразующего газа до появления дискретного изменения интенсивности излучения атомной линии Ее регистрируемой фотоэлементом 5, причем из-за изменения условий сварки это пРоисхоДит ПРи С 12 3 л/мин срабаты вает исполнительное устройство в блоке 4, которьй вьщает команду на увеличение расхода плазмообразующего газа до значений 2,8 л/мин, параметр - з 32 возрастает иа 22% от его2Сзначений на дискретном режиме сварки.Подобным образом повторяют несколько раз до окончания процесса сварки. Таким об.дс3 15- сварочный ток в А. 7разом, периодическим изменением параметраяяд з а до появления дискретного измененияс интенсивности излучения следят за соблюде-нием рабочего режима в процессе сварки.Применение данного способа позволяетразработать простую и надежную аппаратурууправления процесса плазменной сварки про,никающей дугой, При этом повышается качест.во сварки в начале шва в 2 раза при сохране.нии высокой производительности процесса. зто,в свою очередь, снижает затраты на исправление брака и повышает эффективность использования процесса плазменной сварки,742065ния точности регулирования процесса сваркисжатой проникающей дутой, в качестве пере.менной составляющей ислольэуют интенсивностьспектральных линий металлов, давление пасы.щенных паров которых при их температуреплавления составляет 10 - 10 мм.рт.ст. длячего периодически устанавливают режим горения дуги, удовлетворяющий условиюпл1 О дГ 3 =5-. 710с где 0- расход плазмообразующего газа в л/мин - диаметр сопла в смФормула изобретения Способ регулирования процесса электродуговой сварки по интенсивности светового излучения, прн котором момент сквозного проникания дуги определяют по появлению низкочастотной переменной составляющей светового излучения с увеличенной амплитудой, о т л ич а ю щ и й с я тем, что, с целью повышеИсточники информации,принятые во внимание при экспертизе1, Патент США У 3602683, кл. 219 - 121;2 о 1971. 2. Авторское свидетельство СССР И 287215,кл. В 23 К 9/10, 1966.3. Авторское свидетельство СССР по заяв.ке У 2359167, кл. В 23 К 9/10, 1976 (прототип),742065 Ии цй ЦНИИПИ Заказ 3565/3 Тираж 1160 Подписное Филиал ППП "Патент", г, Ужгород, ул Проектная, 4
СмотретьЗаявка
2518995, 26.08.1977
ПРЕДПРИЯТИЕ ПЯ Р-6476
БУКАРОВ ВИКТОР АЛЕКСАНДРОВИЧ, КОРНЕЕВ ЮРИЙ НИКОЛАЕВИЧ, ИЩЕНКО ЮРИЙ СЕМЕНОВИЧ, ВИНОГРАДОВ ВЛАДИМИР АЛЕКСЕЕВИЧ, РЯБИЧЕНКО БОРИС РОМАНОВИЧ
МПК / Метки
МПК: B23K 9/16
Метки: процесса, сварки, электродуговой
Опубликовано: 25.06.1980
Код ссылки
<a href="https://patents.su/5-742065-sposob-regulirovaniya-processa-ehlektrodugovojj-svarki.html" target="_blank" rel="follow" title="База патентов СССР">Способ регулирования процесса электродуговой сварки</a>
Способ регулирования процесса электродуговой сварки

Номер патента: 791478
Опубликовано: 30.12.1980
Авторы: Букаров, Ищенко, Корнеев
МПК: B23K 9/00
Метки: процесса, сварки, электродуговой
...ние плазмы в металл осуществляется неравномерно: периодически за углублением следует закрытие канала в сварочной ванне и выход плазмы на ее поверхность. Подобная дискретность проплавления металла вызывает дискрет. ное формоизменение столба дуги, а.это. в свою очередь приводит к возникновению электро. магнитных волн б, излучаемых плазмой. Экспе,,=33 Гц риментально было установлено, что с увеличением глубины проплавления, возрастает амплитуда а и уменьшается частота электромагнитных волн 6, Генерируемые плазмой дутиэлектромагнитные волны 6 регистрирует магнитная антенна 7, и сигнал поступает в блок 8,Усиленный сигнал поступает в блок 9, гдефильтры, настроенные на вполне определеннуючастоту, соответствующую заданной...
Устройство для регулирования процесса точечной сварки по инфракрасному излучению

Номер патента: 174740
Опубликовано: 01.01.1965
Авторы: Батранин, Кривицккй, Фалькевич
МПК: B23K 11/24, G05D 23/20
Метки: излучению, инфракрасному, процесса, сварки, точечной
...Р, и Р., после сварки первойточки должны изменить состояние запоминающего устройства, таким образом, чтобы нарчжение 2 У, на,его выходе изменилось на небольшую величину ЛЕ/ в сторону увеличения либо уменьшения в зависимости от соотношения времени 11 и 1 а именно: если 1 ) 1 то( ЗааЕсли Г,а увеличится по сравнению с хааа,то при сварке следующей точки время срабатывания реле Р, (а значит и время сварки второй точки Ь) также станет большим, чемтак как для компенсации увеличенгогоlааконденсатор С будет заряжаться дольше.В СЛУЧЯЕ УМЕНЬШЕНИЯ (гааа СООтВЕтетВЕННОуменьшится и время сварки следующей точки.Зависимость .г, =- ) такова, что при ранНОМЕРН.Х СКаЧКаХ НаПРЯЖЕНИЯ (гаа(а ЗНЯ- чит и наря)кения срабатывания реле г.с. =- = Ьааа) скачки...
Способ определения относительного спектрального распределения интенсивности излучения вторичного процесса

Номер патента: 1679305
Опубликовано: 23.09.1991
Авторы: Воропай, Казак, Лугина, Надененко, Павленко, Санников, Торпачев
МПК: G01N 21/63
Метки: вторичного, излучения, интенсивности, относительного, процесса, распределения, спектрального
...излучения.Для сравнения получают выражение отклика детектора вторичного процесса при отсутствии нормировки на энергию импуль) са зондирующего излучения за время взаимодействия со. средой.Если в МК введена интенсивность 1 л, то ее изменение со временем описывается выражениемф)-1 ле , (14) где с,; - время жизни фотона в МК, рав- ное%6 Д1, ЬсА А (15)В случае известного способа ЛЬ = -21 С В качестве единицы времени берется время прохода МК Ю = ОС, Считают, что в течение этого времени энергия излучения в МК постоянна, а импульс лазера имеет длительность Ьл.После первого прохода объектом излучения измеряется заряда =2 к 1 лтое 11 г" (16) Тогда общий заряд, измеренный датчиком вторичного процесса после и проходов, составляет Ое =23 суАаеф...
Способ определения относительного спектрального распределения интенсивности излучения вторичного процесса

Номер патента: 1770855
Опубликовано: 23.10.1992
Авторы: Воропай, Казак, Лугина, Надененко, Санников, Торпачев
МПК: G01N 21/63
Метки: вторичного, излучения, интенсивности, относительного, процесса, распределения, спектрального
...излучение служит зондирующим для находящегося внутри ЫК исследуемого объекта, Отражатели МК образуют оптический резонатор, высокодобротный на частоте зондирующего излучения и низко- добротный на частоте излучения лазера, При этом регистрируемая амплитуда сигнала вторичного процесса, являющегося следствием возбуждения обьекта зондирующим излучением, нормируют на амплитуду преобразованного по частоте излучения, вышедшего иэ МК через один из ее отражателей эа все время взаимодействия со средой.Сущность изобретения можно проил ластрировать следующими расчетными соотношениями.Считаем, что длительность импульса лазера Ьтя значительно больше времени т, прохода излучением МК, равного 1 о -1/С, 10 где 1 - длина МК С - скорость излучения вней....
Устройство для измерения интенсивности излучения с автоматическим вычитанием фона
Номер патента: 1431515
Опубликовано: 20.12.1995
Авторы: Тубольцев, Фролушкин, Шаблий
МПК: G01T 1/17
Метки: автоматическим, вычитанием, излучения, интенсивности, фона
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИНТЕНСИВНОСТИ ИЗЛУЧЕНИЯ С АВТОМАТИЧЕСКИМ ВЫЧИТАНИЕМ ФОНА, содержащее последовательно соединенные детектор излучения и формирователь импульсов соответственно основного и компенсационного каналов, разностный вычислительный блок, интегратор с информационным входом и с выводом обнуления, выходы которого являются выходами устройства, и распределитель импульсов, подключенный входами к выходам формирователей импульсов соответственно основного и компенсационного каналов и выходами к суммирующему и вычитающему входам вычислительного блока, выход которого соединен с информационным входом интегратора, отличающееся тем, что, с целью повышения оперативности измерений за счет получения результатов измерения в физических единицах...
Предыдущий патент: Способ регулирования процесса сварки тонкостенных изделий на повышенных скоростях
Следующий патент: Устройство для непрерывной подачи и отвода сварочного флюса
Случайный патент: Фототермопреобразователь